Что такое гильзовка блока цилиндров двигателя
Гильзовка и расточка блока цилиндров двигателя являются операциями, которые осуществляются в рамках выполнения капитального ремонта силового агрегата. Расточка цилиндра представляет собой устранение дефектов и восстановление необходимых параметров применительно к стенкам цилиндра путем снятия слоя металла с указанных стенок. Другими словами, цилиндр растачивается до определенного ремонтного размера, после чего туда устанавливается ремонтный поршень с ремонтными поршневыми кольцами. Гильзование блока цилиндров применяется в том случае, если стенки цилиндра имеют такие дефекты, глубина которых не позволяет устранить повреждения методом расточки цилиндра в последний ремонтный размер.
Рекомендуем также прочитать статью о том, что такое хонингование цилиндров. Из этой статьи вы узнаете о том, для чего нужен хон, а также как правильно делается хонинговка.
Также блок гильзуют тогда, когда цилиндры уже были ранее расточены до максимального ремонтного размера. Отметим, что некоторые двигатели имеют блоки цилиндров, в которые изначально не предусмотрена установка поршней ремонтного размера. В этом случае блок также восстанавливают методом гильзования. Если с расточкой все ясно, то вопрос гильзовки для многих автолюбителей остается не до конца понятным. Далее мы рассмотрим, как осуществляется гильзовка блока цилиндров двигателя, возможна ли гильзовка алюминиевого блока цилиндров, а также что нужно знать в том случае, если планируется гильзовка одного цилиндра.
Отметим, что некоторые двигатели имеют блоки цилиндров, в которые изначально не предусмотрена установка поршней ремонтного размера. В этом случае блок также восстанавливают методом гильзования. Если с расточкой все ясно, то вопрос гильзовки для многих автолюбителей остается не до конца понятным. Далее мы рассмотрим, как осуществляется гильзовка блока цилиндров двигателя, возможна ли гильзовка алюминиевого блока цилиндров, а также что нужно знать в том случае, если планируется гильзовка одного цилиндра.
Содержание статьи
- Гильза цилиндра: что это такое
- Как гильзуют блок цилиндров
- Тонкости и нюансы во время гильзовки блока
Гильза цилиндра: что это такое
Гильза цилиндра фактически является съемной вставкой в блок цилиндров двигателя. Если иначе, гильза выполняет функцию стенок блока цилиндра, так как именно в ней движется поршень. От объема гильзы напрямую зависит и рабочий объем цилиндра. Установка гильзы в цилиндр называется гильзованием (гильзовкой) блока цилиндров.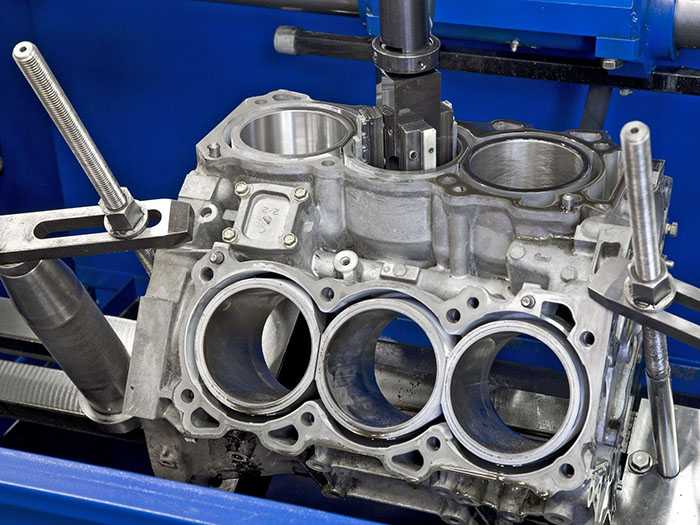 Сам процесс монтажа такой вставки является сложным, так как требует целого ряда подготовительных работ, а также наличия специального оборудования.
Сам процесс монтажа такой вставки является сложным, так как требует целого ряда подготовительных работ, а также наличия специального оборудования.
На автомобильных двигателях может быть установлено два вида гильз: так называемые «сухие» и «мокрые». Первый тип является вставкой в блок цилиндров, которая не имеет контакта с охлаждающей жидкостью. Второй тип представляет собой гильзу, которая с одной стороны вступает в контакт с ОЖ. Такие гильзы дополнительно имеют прокладки-уплотнители, которые исключают возможность попадания жидкости из системы охлаждения в цилиндр, а также не допускают прорыва газов из цилиндра-гильзы с последующим их попаданием в систему охлаждения. Также добавим, что «мокрые» гильзы легче всего поддаются ремонту.
В списке основных требований к втулкам блока независимо от их типа находятся:
- стойкость к коррозии;
- устойчивость к механическим и температурным нагрузкам;
- прочность материала изготовления;
Еще для гильз, которые устанавливаются с уплотнителем, необходимо обеспечить нужные характеристики в том месте, где блок цилиндров стыкуется со втулкой. Во время подбора также обращают внимание на форму изделия (эллипсность и конусность), на толщину стенок. Также необходимо учитывать наличие или отсутствие допуска под дополнительную расточку гильзы после установки в блок.
Во время подбора также обращают внимание на форму изделия (эллипсность и конусность), на толщину стенок. Также необходимо учитывать наличие или отсутствие допуска под дополнительную расточку гильзы после установки в блок.
Как гильзуют блок цилиндров
Гильзование цилиндров является видом ремонта, который подходит для любого мотора. Как уже было сказано выше, блок цилиндров может быть гильзованным изначально, то есть с завода. Обычно такая конструкция предполагает «мокрую» гильзу и замену изношенных втулок на новые. Такой ремонт не является сложным по сравнению с другими видами гильзования, замену можно осуществить вручную, подобрав готовые ремонтные гильзы. Также не обязательно сразу менять втулки во всех цилиндрах, так как вполне можно заменить только один изношенный элемент. Достаточно проанализировать состояние всех гильз в блоке, промерив их нутромером.
В других случаях, когда речь идет о «сухой» гильзе для негильзованного блока, задача усложняется. В чугунные блоки устанавливаются втулки из легированного чугуна, для БЦ из алюминиевых сплавов используют гильзы на основе алюминия. В состав сплавов могут также входить различные дополнительные компоненты или же наноситься на стенки отдельно для того, чтобы создать определенное устойчивое покрытие на стенках цилиндров.
В состав сплавов могут также входить различные дополнительные компоненты или же наноситься на стенки отдельно для того, чтобы создать определенное устойчивое покрытие на стенках цилиндров.
Рекомендуем также прочитать статью о том, как подобрать поршневые кольца. Из этой статьи вы узнаете об особенностях подбора поршневых колец во время ремонта двигателя.
Для запрессовки втулки сначала осуществляется расточка цилиндров, во время которой специалист добивается создания правильной геометрии посадочных гнезд под гильзы. Даже малейшие отклонения от нормы недопустимы, так как, например, эллипс в гнезде после установки проявится и на поверхности самой гильзы. Другими словами, возникнет эллипсность уже загильзованного цилиндра, что не позволит поршню и кольцам нормально работать.
Сам процесс так называемого горячего гильзования блока цилиндров, который предполагает установку «сухой» гильзы, осуществляется следующим образом:
- блок цилиндров нагревается до температуры около 150 градусов по Цельсию;
- гильза перед установкой охлаждается в жидком азоте;
- затем гильзу обрабатывают специальным средством, которое не позволяет образовываться конденсату во время установки холодной втулки в горячий блок;
- далее втулку вставляют в посадочное гнездо;
Такой способ гильзовки блока считается оптимальным по качеству, так как удается достичь плотной посадки и необходимого натяга в том месте, где гильза соприкасается с блоком. Втулка устанавливается легко, то есть заходит в гнездо под собственным весом или монтаж осуществляется легким постукиванием молотка.
Втулка устанавливается легко, то есть заходит в гнездо под собственным весом или монтаж осуществляется легким постукиванием молотка.
Добавим, что в определенных ситуациях, например, когда алюминиевый блок не растачивается перед установкой втулок, гильзы монтируют при помощи запрессовки. Главным отличием при таком монтаже является то, что в посадочное гнездо предварительно наносится герметик, после чего втулка запрессовывается в блок. Так выглядит процедура гильзования цилиндров в общих чертах. Если все операции были выполнены правильно и достигнуты необходимые параметры, качественно загильзованный блок цилиндров позволит эксплуатировать двигатель минимум 100-150 тыс. км. при условии правильного обслуживания и эксплуатации ДВС.
Тонкости и нюансы во время гильзовки блока
Начнем с блоков цилиндров, так как существуют чугунные и алюминиевые изделия, блоки могут быть цельными и с гильзой. Также встречаются БЦ из алюминия, которые не рассчитаны на установку поршней ремонтного размера. В цельных блоках из чугуна стенки цилиндров покрыты хоном. Редким явлением считается ДВС, когда в чугунном блоке дополнительно установлены гильзы из стали. Агрегаты с блоком из алюминия обычно имеют гильзу, намного реже встречаются цельнолитые изделия.
Также встречаются БЦ из алюминия, которые не рассчитаны на установку поршней ремонтного размера. В цельных блоках из чугуна стенки цилиндров покрыты хоном. Редким явлением считается ДВС, когда в чугунном блоке дополнительно установлены гильзы из стали. Агрегаты с блоком из алюминия обычно имеют гильзу, намного реже встречаются цельнолитые изделия.
Нужно отметить, что современные ДВС многих производителей имеют алюминиевый блок цилиндров с сухими гильзами. В таких блоках поршень и поршневые кольца взаимодействуют с алюминиевыми стенками втулок, на которые также нанесено специальное покрытие для придания прочности и износостойкости. В зависимости от покрытия одни алюминиевые блоки допускают использование ремонтных поршней, а также возможна их гильзовка. Для решения задачи в продаже присутствуют алюминиевые гильзы.
Другой тип блоков из алюминия не предусматривает возможности поставить увеличенные поршни и кольца для ремонта, так как завод изготовитель не выпускает ремонтных деталей. При этом такие блоки также гильзуются. Если с чугунным блоком проблем не возникает, установка втулок в изделия из алюминия имеет ряд сложностей. Прежде всего, использование готовых заводских гильз для моторов, где гильзование допускается заводом, может обойтись очень дорого. Одна втулка имеет среднюю стоимость около 130-150 у.е. Если нужно отремонтировать только один цилиндр, тогда процедура имеет смысл, а вот гильзовать весь блок алюминиевыми гильзами самого завода-изготовителя ДВС получается экономически нецелесообразно.
При этом такие блоки также гильзуются. Если с чугунным блоком проблем не возникает, установка втулок в изделия из алюминия имеет ряд сложностей. Прежде всего, использование готовых заводских гильз для моторов, где гильзование допускается заводом, может обойтись очень дорого. Одна втулка имеет среднюю стоимость около 130-150 у.е. Если нужно отремонтировать только один цилиндр, тогда процедура имеет смысл, а вот гильзовать весь блок алюминиевыми гильзами самого завода-изготовителя ДВС получается экономически нецелесообразно.
Единственным выходом в сложившейся ситуации можно считать установку чугунных гильз в алюминиевый блок цилиндров. Данный способ успешно практикуется мастерами по ремонту двигателей на территории СНГ. Главным условием является обеспечение правильного натяга между гильзой и блоком цилиндров, а также проведение комплексных замеров перед установкой втулок. Важно правильно подобрать тепловые зазоры, обеспечить необходимый отвод тепла.
Также следует учитывать некоторые особенности, например, при установке втулок только в один или два цилиндра.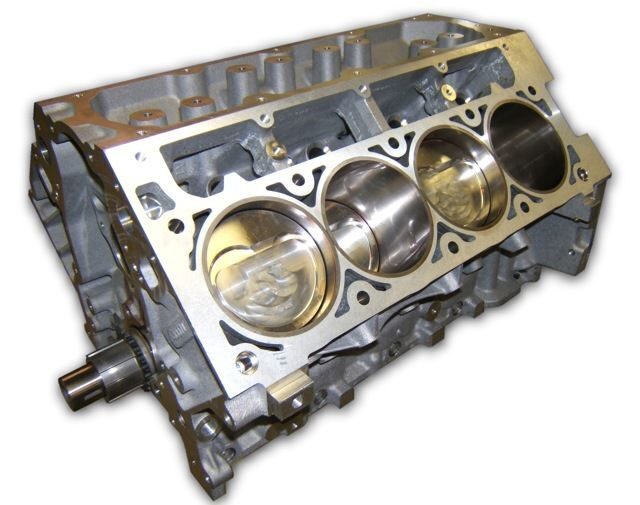 Если гильзовать один цилиндр, тогда в соседнем будет нарушена геометрия. Не меньше внимания уделяется и способу установки гильзы, так как метод запрессовки не всегда подходит. В таком случае используется способ свободной посадки холодной втулки в предварительно нагретый блок, используется герметик и т.д. Напоследок отметим, что качественный ремонт алюминиевого блока с использованием втулок из чугуна позволяет двигателю пройти около 150 тыс. км.
Если гильзовать один цилиндр, тогда в соседнем будет нарушена геометрия. Не меньше внимания уделяется и способу установки гильзы, так как метод запрессовки не всегда подходит. В таком случае используется способ свободной посадки холодной втулки в предварительно нагретый блок, используется герметик и т.д. Напоследок отметим, что качественный ремонт алюминиевого блока с использованием втулок из чугуна позволяет двигателю пройти около 150 тыс. км.
Гильзовка блока цилиндров двигателя.
ГИЛЬЗОВКА БЛОКА ЦИЛИНДРА
С ЗАВОДСКИМИ РЕМОНТАМИ, КАК У ШТАТНОГО ДВИГАТЕЛЯ
Гильзовка блока цилиндров практически для всех видов моторов — это операция нестандартная и вынужденная.
Суть данной операции заключается в том, что при отсутствии ремонтных размеров и слишком большом износе блока цилиндров, или при значительном повреждении рабочей поверхности цилиндра — блок растачивается под ремонтную гильзу.
В полученное отверстие с натягом запрессовывается «сухая» гильза. Далее — запрессованная гильза подрезается, растачивается и хонингуется под исходный размер поршня. В итоге получатся блок цилиндров в номинальном размере, который имеет те же заводские ремонты, что и штатный двигатель.
МЫ ОСУЩЕСТВЛЯЕМ
ГИЛЬЗОВКУ АЛЮМИНИМЕВЫХ И ЧУГУННЫХ
БЛОКОВ ЦИЛИНДРОВ
Существует несколько типов моторов, у которых возможно загильзовать блок цилиндра.
Мы перегильзовываем двигатели чугунных блоков, в которые на заводе изготовителе установлена «сухая» гильза.
В таких моторах гильза вырезается или прессуется полностью, и на ее место устанавливается новая гильза.
Необходимо обратить внимание на то, что перед установкой штатной гильзы на месте старой гильзы — необходимо промерять посадочное место.
Зачастую геометрия заводского посадочного отверстия под гильзу сильно нарушается, что приводит к необходимости дополнительной расточки блока, и изготовления увеличенной гильзы цилиндра, что приводит к удорожанию ремонта.
Алюминиевые блоки цилиндров, в которых с завода установлена стальная гильза, гильзовка происходит без удаления заводской гильзы. Посадочное место под новую гильзу растачивается в старой, а в полученное отверстие запрессовывается новая тонкостенная гильза.
Чугунный блок цилиндров, который не имеет штатной гильзы, подлежит гильзовке в том случае, если у мотора не осталось ремонтных размеров под расточку, или цилиндры имеют сильные механические повреждения.
Гильзовку блока с целью устранения проломов и трещин целесообразно производить в том случае, если трещина не доходит до плоскости головки блока. В противном случае — эффективность ремонта крайне мала. И в этом случае блок цилиндров придется заменить. Суть такого ремонта состоит в дополнительной герметизации посадки гильзы в блоке, чтобы предотвратить попадание охлаждающей жидкости в камеру сгорания, и картер двигателя.
АЛЮМИНИЕВЫЕ БЛОКИ ЦИЛИНДРОВ
С ПОКРЫТИЕМ НИКАСИЛ (NICASIL)
МЫ ГИЛЬЗУЕМ СТАЛЬНОЙ ГИЛЬЗОЙ
ДО РЕСУРСА ЗАВОДСКОГО ДВИГАТЕЛЯ
Это гальваническое покрытие, восстановление которого в нашей стране пока не налажено. Оно широко применяется таким производителем автомобилей, как BMW, а так же производителями моторов для мото- и водной техники. Мы предлагаем гильзовать такие моторы стальной гильзой. Практика показывает, что ресурс отремонтированных двигателей сопоставим с заводским ресурсом.
Оно широко применяется таким производителем автомобилей, как BMW, а так же производителями моторов для мото- и водной техники. Мы предлагаем гильзовать такие моторы стальной гильзой. Практика показывает, что ресурс отремонтированных двигателей сопоставим с заводским ресурсом.
Когда заходит разговор о гильзовке двигателя, у клиентов часто возникает вопрос качества гильз, и ресурса отремонтированного двигателя.
МЫ ИСПОЛЬЗУЕМ ГИЛЬЗЫ ВЕДУЩИХ ПРОИЗВОДИТЕЛЕЙ —
MAHLEKOLBEN и KLBENSCHMIDT (ГЕРМАНИЯ)
Изготовить гильзу из качественного материала гораздо проще и экономически более целесообразно, чем блок цилиндров целиком, поэтому ведущие автопроизводители применяют технологию гильзования в производстве своих моторов, к которым предъявляются повышенные эксплуатационные требования.
Дизельные двигатели Mersedes, и большинство моторов грузовых автомобилей имеют «сухую» или «мокрую» гильзу.
Хотелось бы обратить внимание, что гильзовка блока цилиндров — это крайняя мера и производится в тех случаях, когда встает выбор между покупкой нового двигателя или восстановлением старого.
Зачастую эта операция дорогостоящая, и не предусмотрена заводом изготовителем двигателей. Перед тем, как решиться на гильзовку, необходимо оценить экономическую целесообразность такого ремонта.
После гильзовки блока рекомендуется производить шлифовку привалочной плоскости головки блока цилиндров, если это позволяют допуски завода производителя мотора.
Такая операция необходима для того, чтобы убрать выступание гильзы после подрезки резцом и устранить микронеровности плоскости блока цилиндров, возникшие в процессе эксплуатации мотора.
Как установить втулку на блок цилиндров
| Практическое руководство — двигатель и трансмиссия
Крупнокалиберный
В этой статье мы покажем два способа надевания гильзы на двигатель: один для ремонта сломанного цилиндра, а другой для увеличения рабочего объема. Используя эти процессы, мы смогли воскресить в остальном хороший ’71 LT-1 350 Chevy и построить 426 Hemi из нового блока Hemi с комбинацией диаметра цилиндра и хода, недоступной на рынке.
Используя эти процессы, мы смогли воскресить в остальном хороший ’71 LT-1 350 Chevy и построить 426 Hemi из нового блока Hemi с комбинацией диаметра цилиндра и хода, недоступной на рынке.
Ремонт блока
Любой вид прецизионной обработки начинается с тщательной очистки обрабатываемых деталей. Здесь Фред Хафлигер из IMM прогоняет наши твердые 350 через горячий бак. Зачем заморачиваться с небольшим блоком Chevy, когда вы все еще можете легко найти их в продаже? Мы получили его бесплатно от его предыдущего владельца, который использовал его для питания 9-секундного Camaro второго поколения в течение почти десяти лет, прежде чем кольцевая земля сломалась и выбила отверстие. Выгрузил он его нам после покупки нового блока. Гильзовать этот двигатель экономически выгодно, потому что эти LT-1 эры 70-х годов имели четыре основных болта и кованые внутренние детали, которые мы все еще можем использовать повторно.
1. Ремонт блока Любой вид прецизионной обработки начинается с тщательной очистки обрабатываемых деталей. Здесь Фред Хафлигер из IMM прогоняет наши твердые 350 через горячий бак. Зачем заморачиваться с небольшим блоком Chevy, когда вы все еще можете легко найти их в продаже? Мы получили его бесплатно от его предыдущего владельца, который использовал его для питания 9-секундного Camaro второго поколения в течение почти десяти лет, прежде чем кольцевая земля сломалась и выбила отверстие. Выгрузил он его нам после покупки нового блока. Гильзовать этот двигатель экономически выгодно, потому что эти LT-1 эры 70-х годов имели четыре основных болта и кованые внутренние детали, которые мы все еще можем использовать повторно.
Здесь Фред Хафлигер из IMM прогоняет наши твердые 350 через горячий бак. Зачем заморачиваться с небольшим блоком Chevy, когда вы все еще можете легко найти их в продаже? Мы получили его бесплатно от его предыдущего владельца, который использовал его для питания 9-секундного Camaro второго поколения в течение почти десяти лет, прежде чем кольцевая земля сломалась и выбила отверстие. Выгрузил он его нам после покупки нового блока. Гильзовать этот двигатель экономически выгодно, потому что эти LT-1 эры 70-х годов имели четыре основных болта и кованые внутренние детали, которые мы все еще можем использовать повторно.
2. Ремонтный рукав фирмы Melling. Хафлигер измеряет его внешний диаметр и расточивает сломанный цилиндр до посадки с натягом от 0,0015 до 0,002 дюйма, удаляя 0,040 дюйма материала за один разрез.
3. В нижней части канала ствола оставил ступеньку, которая служит посадочным местом для втулки.
4. После нанесения покрытия Permatex Sleeve Retainer компания Hafliger забила втулку кувалдой. Он использует старый фланец оси в качестве инструмента для привода.
Он использует старый фланец оси в качестве инструмента для привода.
5. Поскольку эти ремонтные втулки можно использовать в самых разных областях, они выше, чем необходимо для нашего малоблочного Chevy, и уже, чем наш сменный поршень Speed Pro диаметром 4,030 дюйма.
6. Переместив блок на свой хонинговальный станок Sunnen, Хафлигер отточил втулку до окончательного размера отверстия и финишной обработки для правильной приработки. Он очистил для нас все цилиндры, поэтому машина чистит другой цилиндр, чем тот, в который была установлена наша ремонтная втулка. IMM берет около 460 долларов за детали и работу, показанные здесь.
Больше рабочего объема
Хотите больше кубических дюймов, чем предлагает ваш текущий блок цилиндров? Замена гильз на весь двигатель может быть вашим единственным вариантом, если блоки вторичного рынка недоступны в используемой вами архитектуре. Здесь мы следовали за тем, как Superior Automotive Engineering в Плацентии, Калифорния, выпотрошила весь 6,1-литровый Hemi, чтобы вместить его, чтобы вместить 426 куб. см.
см.
1. Расточный станок с ЧПУ Rottler компании Superior имеет программу замены гильз на новый двигатель Hemi, и конечным результатом является его прежняя оболочка. Цилиндры и конструкции водяной рубашки полностью выточены.
2. Так же, как и при установке ремонтной втулки, в нижней части отверстия остается ступенька для установки новых втулок Darton.
3. Втулки устанавливаются вручную с помощью уплотнительных колец и анаэробного герметика там, где они входят в ступеньку, оставленную в блоке.
4. Как только втулки будут полностью установлены в блоке (они только что установлены на этом рисунке), нижняя часть водяной рубашки будет заполнена 1-2 дюймами Hard Blok, пластина крутящего момента будет прикручены болтами к палубе примерно на 12 часов, чтобы заполнение блока затвердело. Затем процесс повторяется с другой стороны двигателя. Окончательная высота деки составляет 9,235 дюйма.
5. Наконец, двигатель будет отшлифован и отшлифован до окончательного размера отверстия 4,140, чтобы соответствовать новым поршням. С более толстыми контактными площадками и по сравнению со штатными, эти поршни выдерживают гораздо больший наддув, чем оригинальные поршни. Этот размер отверстия в сочетании с разрушенным 3,960-дюймовый коленчатый вал позволяет Superior Automotive построить 426-дюймовый Hemi с отношением штока к ходу 1,55: 1, что, по мнению владельца Джо Джилл, более желательно для приложений с форсированным двигателем, поскольку упорная сторона поршней не нагружается как сильно, как это сделали бы комбинации на складе и вторичном рынке.
Наконец, двигатель будет отшлифован и отшлифован до окончательного размера отверстия 4,140, чтобы соответствовать новым поршням. С более толстыми контактными площадками и по сравнению со штатными, эти поршни выдерживают гораздо больший наддув, чем оригинальные поршни. Этот размер отверстия в сочетании с разрушенным 3,960-дюймовый коленчатый вал позволяет Superior Automotive построить 426-дюймовый Hemi с отношением штока к ходу 1,55: 1, что, по мнению владельца Джо Джилл, более желательно для приложений с форсированным двигателем, поскольку упорная сторона поршней не нагружается как сильно, как это сделали бы комбинации на складе и вторичном рынке.
Trending Pages
Новая шина Goodyear изготовлена из соевого масла, рисовой шелухи и сосновой смолы0047
Его называют Desert Beaver, и это крошечный электрический пикап, который нам нужен
2023 Lucid Air Touring Первый тест: менее затратный, но все же превосходный?
2023 Lucid Air Touring Первый тест: меньше затрат, но все еще превосходно?
Trending Pages
Новые шины Goodyear изготовлены из соевого масла, рисовой шелухи и сосновой смолы0047
Его называют Desert Beaver, и это крошечный электрический пикап, который нам нужен
2023 Lucid Air Touring Первый тест: менее затратный, но все же превосходный?
2023 Lucid Air Touring Первый тест: меньше затрат, но все еще превосходно?
Блоки цилиндров и гильзы цилиндров
В нашем выпуске за февраль 2009 г. технический редактор Ларри Карли (Larry Carley) представил исчерпывающий обзор изменений в блоках цилиндров за последние годы. Отчасти благодаря естественной убыли (ведь многие самые массовые двигатели на самом деле были спроектированы и построены более 50 лет назад) и высокой цене на металлолом в последние несколько лет хорошие сердечники для популярных отечественных двигателей становились все тверже найти.
технический редактор Ларри Карли (Larry Carley) представил исчерпывающий обзор изменений в блоках цилиндров за последние годы. Отчасти благодаря естественной убыли (ведь многие самые массовые двигатели на самом деле были спроектированы и построены более 50 лет назад) и высокой цене на металлолом в последние несколько лет хорошие сердечники для популярных отечественных двигателей становились все тверже найти.
Блоки двигателя из чугуна, литья или алюминиевых заготовок на вторичном рынке облегчают производителям двигателей обслуживание своих клиентов. С появлением множества доступных чугунных и алюминиевых отливок для популярных применений у производителей двигателей появилось больше возможностей, чем когда-либо прежде. Если вы не можете найти хорошее стандартное ядро для работы, вы можете начать с нуля с совершенно нового вторичного блока.
Если вы хотите минимизировать вес, блоки послепродажного обслуживания предлагают значительную экономию веса, если вы выберете алюминий вместо чугуна. Алюминий может стоить дороже, но он может уменьшить вес блока до менее чем 150 фунтов, в зависимости от двигателя. В большинстве алюминиевых блоков используются стальные втулки, запрессованные методом сухого прессования, и главные крышки из стальных заготовок. Различные высоты деки и размеры отверстия доступны для удовлетворения большинства потребностей.
Алюминий может стоить дороже, но он может уменьшить вес блока до менее чем 150 фунтов, в зависимости от двигателя. В большинстве алюминиевых блоков используются стальные втулки, запрессованные методом сухого прессования, и главные крышки из стальных заготовок. Различные высоты деки и размеры отверстия доступны для удовлетворения большинства потребностей.
Прочность имеет решающее значение для любого высокопроизводительного двигателя, поэтому некоторые поставщики блоков цилиндров для вторичного рынка теперь предлагают чугун с уплотненным графитом (CGI) в качестве дополнительной модернизации для определенных двигателей. Блок, изготовленный из CGI, а не из обычного чугуна, является хорошим выбором для двигателя с наддувом или турбонаддувом, который работает с большим давлением наддува, или двигателя, который подвергается воздействию высоких доз закиси азота (N2O).
CGI примерно удваивает прочность отливки, но не добавляет дополнительного веса. Однако это недешево. Блок CGI обойдется вам примерно на 40 процентов дороже, чем обычный чугунный блок.
Еще один вариант, который сегодня есть у производителей двигателей, — это выбор блока заготовок. В последние годы обработка с числовым программным управлением (ЧПУ) сделала возможным многое, что было либо слишком дорого, либо слишком дорого для выполнения другими средствами.
Компьютерное проектирование и картографирование теперь позволяют копировать или проектировать с нуля блок двигателя на экране компьютера, а затем обрабатывать его из цельного куска алюминиевой заготовки.
Блоки-заготовки имеют ряд преимуществ перед блоками из литого алюминия, например прочность. Блоки из заготовок намного прочнее литых блоков, при этом прочность на растяжение блока заготовок примерно на треть выше, чем у блока из алюминия 356. Это повышает жесткость, уменьшает деформацию блока и улучшает уплотнение цилиндра под нагрузкой.
Еще одним преимуществом блоков-заготовок является вес. Толщина заготовки может быть уменьшена в областях, где прочность не так критична. Это может уменьшить вес цельного алюминиевого блока на 20–30 фунтов по сравнению с литым алюминиевым блоком.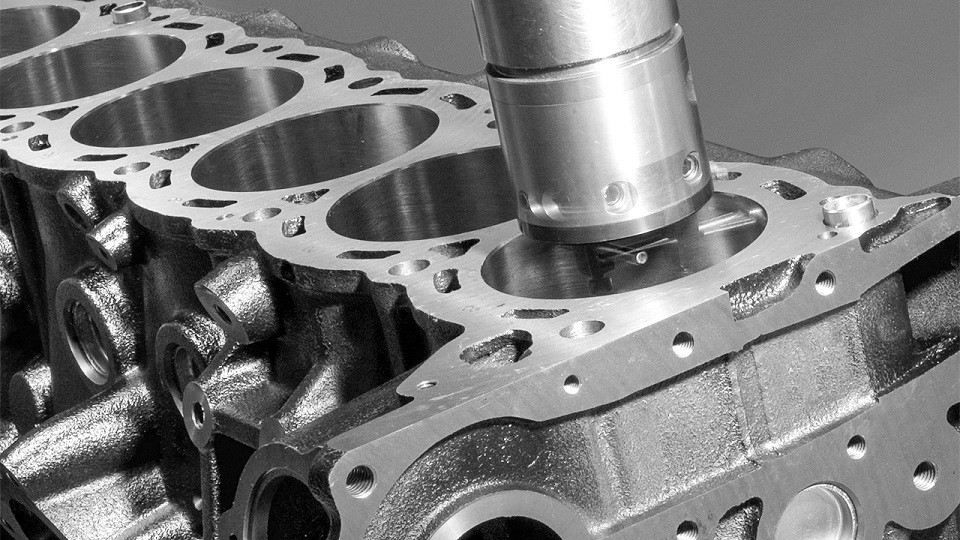 Блоки заготовок также легче ремонтировать, чем отливки, с помощью сварки TIG. Наконец, блоки заготовок можно легко настроить практически под любые размеры (высота деки, расстояние между отверстиями, расположение кулачков и т. д.).
Блоки заготовок также легче ремонтировать, чем отливки, с помощью сварки TIG. Наконец, блоки заготовок можно легко настроить практически под любые размеры (высота деки, расстояние между отверстиями, расположение кулачков и т. д.).
Но как насчет тех случаев, когда у вас есть блок в хорошем состоянии, за исключением двух или трех цилиндров? Независимо от того, нужно ли вам просто отремонтировать несколько отверстий двигателя, изменить размеры отверстий при стандартном восстановлении двигателя или, возможно, добавить немного прочности двигателю с высокими эксплуатационными характеристиками, чтобы обеспечить немного большую степень сжатия, больше оборотов и большую мощность, гильзы цилиндров — это популярная, проверенная методика.
Рукав есть рукав, верно?
Не верьте внешнему виду, говорят эксперты. Все рукава не созданы одинаковыми, даже если они начинаются с одинаковых устремлений.
«Истинное определение назначения втулки — обеспечить износостойкую поверхность поршневых колец», — объясняет Джон Катапанг из Darton Sleeves. «По сути, втулки предназначены для «изменения размера канала ствола» до некоторого известного размера, при этом качество канала ствола возвращается к заводским спецификациям».
«По сути, втулки предназначены для «изменения размера канала ствола» до некоторого известного размера, при этом качество канала ствола возвращается к заводским спецификациям».
Следовательно, говорит Катапанг, гильзы, как правило, должны изготавливаться из материала, обеспечивающего приспосабливаемую поверхность износа, которая также жертвует определенным количеством материала для облегчения процесса приработки.
Но, «как и в случае с механическими мастерскими и техниками, все вкладыши и втулки не одинаковы», — говорит Стив Скотт, IPD Parts, LLC. «Материал втулки, технические характеристики, термообработка и производственный процесс имеют решающее значение для производства качественной футеровки. Вы не можете пропустить один и ожидать, что двигатель будет работать правильно».
Современные гильзы цилиндров изготавливаются из различных материалов, подходящих для различных бензиновых и дизельных двигателей.
«Есть два типа рукавов, — говорит Дэйв Мечкофф из LA Sleeve. «Центробежный чугун и литой чугун. Из этих двух производственных процессов есть также два неравных композитных материала. Существует наиболее часто используемый чугун, который просто называется серым чугуном. Кроме того, есть ковкое (также называемое шаровидным) железо».
«Центробежный чугун и литой чугун. Из этих двух производственных процессов есть также два неравных композитных материала. Существует наиболее часто используемый чугун, который просто называется серым чугуном. Кроме того, есть ковкое (также называемое шаровидным) железо».
Литой чугун, что неудивительно, заливают в литейную форму для цилиндров. Как правило, материал из серого чугуна более склонен к пористости и слабости, так как хорош только после заливки и термообработки. Воздушные карманы или углеродистые отложения могут скапливаться внутри стенок отливок. «Если такие втулки используются в высокопроизводительных приложениях, они могут стирать поверхность, трескаться или деформироваться под большой нагрузкой», — говорит Мечкофф.
«Метод формования, используемый для производства центробежного формованного чугуна, будет вытягивать примеси, пористость и воздушные карманы из центра исходного литейного материала на внешнюю поверхность, которые будут удалены при производстве гильз», — продолжает Мечкофф. «Это создает материал втулки с большей плотностью и микроструктурой, что позволяет втулке выдерживать большие нагрузки без потери формы или цилиндрической округлости».
«Это создает материал втулки с большей плотностью и микроструктурой, что позволяет втулке выдерживать большие нагрузки без потери формы или цилиндрической округлости».
Серый чугун лучше всего использовать в строго контролируемой среде, говорит Мечкофф. Монтажник или изготовитель двигателя будет удовлетворен использованием серого чугуна в чугунном блоке с очень стабильной толщиной стенок. Толщина стенки имеет ключевое значение, поскольку она будет удерживать втулку в устойчивой зоне, обеспечивая хорошее кольцевое уплотнение.
Ковкий чугун в два раза прочнее и прочнее серого чугуна и подходит для гораздо менее предсказуемых применений, например, в двигателях с очень тонкостенными чугунными блоками или в большинстве алюминиевых блоков вторичного рынка. «В алюминиевых блоках, где толщина стенок является основным фактором, изготовители двигателей захотят использовать ковкий чугун, потому что ковкий материал фактически укрепит блоки из легкого сплава», — говорит Метчков. «Пластичное вещество может деформироваться под большой нагрузкой, но оно вернется к своему исходному состоянию, потому что обладает потрясающей памятью. Материал имеет способность адаптироваться к движению поршня или алюминиевого блока и возвращать его к круглой форме».
Материал имеет способность адаптироваться к движению поршня или алюминиевого блока и возвращать его к круглой форме».
Установка и вмешательство
Помимо различий в материалах, существует два основных типа гильз цилиндров: сухие и мокрые. Проще говоря, гильза сухого типа не контактирует с теплоносителем, а гильза мокрого типа находится в непосредственном контакте с теплоносителем.
«Мокрый рукав после установки дополняет систему охлаждения», — говорит Джей Вагнер из MAHLE Clevite. «Без вкладышей нет рубашки охлаждения. Верхняя часть герметизируется посадкой с натягом где-то в области раззенковки, и эта область уплотнения может включать в себя уплотнительные прокладки или уплотнения. Дно обычно уплотняется уплотнительными кольцами в канавках, которые могут быть как на втулке, так и в блоке».
Втулка сухого типа запрессована в полный цилиндр, полностью закрывающий водяную рубашку. Поскольку втулка имеет опорный блок, она может быть очень тонкой.
«Это наш самый распространенный тип рукавов, — объясняет Майк Уолш из Melling. «Сухие гильзы закрыты для охлаждающего канала двигателя, поэтому уплотнительное кольцо не требуется. Втулки сухого типа можно использовать в качестве новой изнашиваемой поверхности или в качестве средства для ремонта небольших трещин и отверстий в блоке цилиндров. Сухие втулки требуют прессовой посадки и механической обработки внутри после установки».
Втулки с фланцевым верхом обычно используются в алюминиевых блоках, по словам Метчкова из LA Sleeve и других, поскольку их конструкция обеспечивает устойчивость поверхности настила. И именно эта комбинация формы и функции позволяет всем различным стилям работать в каждом рекомендуемом приложении.
«Чтобы обеспечить надлежащее уплотнение цилиндра с минимальной «утечкой», в гильзе цилиндра, поршнях и кольцах, а также в процессе сборки должны использоваться наилучшие методы сборки и инструменты и обеспечивать ИДЕАЛЬНОЕ соединение деталей в рабочем состоянии, в холодном или жарко», — объясняет Катапанг Дартона. «Другими словами, отверстие цилиндра должно иметь идеальную округлость, а кольца должны сидеть так, чтобы предотвратить утечку из цилиндра. Втулка и способ ее установки – это начало процесса. Неправильная установка втулки, безусловно, приведет к деформации цилиндра и последующей утечке, что приведет к снижению производительности».
«Другими словами, отверстие цилиндра должно иметь идеальную округлость, а кольца должны сидеть так, чтобы предотвратить утечку из цилиндра. Втулка и способ ее установки – это начало процесса. Неправильная установка втулки, безусловно, приведет к деформации цилиндра и последующей утечке, что приведет к снижению производительности».
Вагнер из MAHLE Clevite соглашается с тем, что все начинается с блока цилиндров, а зенковки для мокрых и сухих втулок должны быть плоскими, чистыми и параллельными поверхности блока.
«Каждый производитель предоставляет спецификации допустимого отклонения. Должен поддерживаться правильный выступ и существуют пределы того, насколько выступ может варьироваться между соседними рукавами и в целом», — говорит Вагнер. «Большинство производителей предоставляют комплекты регулировочных прокладок, чтобы можно было выправить расточенные отверстия и выступающие части гильзы. Ресиверы нижнего отверстия на блоках мокрых втулок должны быть квадратными и неповрежденными. Поврежденные нижние каналы должны быть сначала отремонтированы».
Поврежденные нижние каналы должны быть сначала отремонтированы».
Вагнер признает простоту, которую предлагают специализированные станки с ЧПУ, но говорит, что производитель двигателей не должен уклоняться от установки гильз только потому, что у него нет самого современного оборудования. «Что касается специального оборудования, то хороший слесарь может творить чудеса с помощью простейших инструментов. Конечно, есть оборудование, которое сделает вас более эффективным, но если вы не будете следовать передовым методам обработки при его использовании, лучший в мире станок все равно может дать плохие результаты».
Установка втулок в отверстия цилиндров и удержание их там являются важными этапами процесса установки втулок. Термин «прессовая посадка» подразумевает простой процесс установки рукавов на место, закрытия капота и выезда. Однако Уолш из Меллинга указывает, что на самом деле это гораздо более сложный процесс.
«Втулку необходимо тщательно измерить, чтобы определить степень прессовой посадки, — говорит Уолш, — и на самом деле он должен включать в себя среднее значение шести отдельных измерений».
Уолш говорит, что знание следующих измерений очень поможет:
1) Измерьте наружный диаметр в верхней части втулки, в середине втулки и в нижней части втулки.
2) Поверните рукав на 90 градусов и снова снимите те же мерки.
«Среднее значение этих измерений определяет фактический наружный диаметр втулки, — объясняет Уолш. «Во время транспортировки могла произойти незначительная деформация гильз, но гильзы по-прежнему будут соответствовать форме цилиндра».
В то время как другие представители индустрии говорят, что стандартный номер .001? давления на каждый дюйм диаметра втулки, Уолш предупреждает, что эти цифры приведены для «идеальных» и «нормальных» условий, а не для использования во всех областях применения. «Следует также учитывать прошлый опыт машиниста, а также множество других факторов, которые будут влиять на количество необходимого пресса».
Неправильный пресс приведет к неправильной герметизации, и это больше, чем просто неприятность. «Если мокрый рукав неплотно закреплен, помимо проблемы с утечкой может возникнуть повышенная кавитация», — предупреждает Вагнер. «В течение многих лет мы думали, что кавитация является результатом коррозии. Хотя это все еще небольшая вероятность, более вероятным виновником является быстрая вибрация и схлопывание пузырьков пара на боковой стороне лайнера. Эти крошечные взрывы могут разъесть лайнер и, в конце концов, пройти его насквозь».
«Если мокрый рукав неплотно закреплен, помимо проблемы с утечкой может возникнуть повышенная кавитация», — предупреждает Вагнер. «В течение многих лет мы думали, что кавитация является результатом коррозии. Хотя это все еще небольшая вероятность, более вероятным виновником является быстрая вибрация и схлопывание пузырьков пара на боковой стороне лайнера. Эти крошечные взрывы могут разъесть лайнер и, в конце концов, пройти его насквозь».
Так же плохо, как и слишком слабое нажатие, однако слишком тугое нажатие может стать проблемой. «При наложении гильз на железный блок очень важно не вдавливать гильзы в блок слишком туго», — предупреждает Метчков. Плотная прессовая посадка может сломать или расколоть исходный железный блок. Гильзы с прямыми стенками, обычно используемые в железных блоках, могут иметь обычную прессовую посадку 0,002?, но если вы надеваете втулки на все восемь цилиндров, вам нужно учитывать, что блок где-то будет испытывать напряжение. Поэтому мы рекомендуем гораздо меньшую прессовую посадку, потому что при установке втулки на каждый цилиндр материал будет выталкиваться к отверстию соседнего цилиндра».
В этом случае для рукавов с фланцем требуется всего .0001? до 0,0003? прессы. По словам Мечкоффа, фланец предотвращает падение втулки и может быть отличным вариантом для втулки гоночных блоков.
В любом случае Скотт из IPD напоминает производителям двигателей о необходимости следовать рекомендациям и инструкциям производителя. «Несмотря на то, что гильза или гильза цилиндра рассчитаны на то, чтобы противостоять силам, возникающим при работе двигателя внутри блока цилиндров, сами по себе они довольно хрупкие, и с ними нужно обращаться соответствующим образом. Термообработанные вкладыши подвержены растрескиванию при неправильном обращении или установке.
«Покрытие Ra отверстия гильзы, степень угла поперечной штриховки, округлость и диаметр гильзы влияют на способность колец прилегать к гильзе и играют важную роль в расходе масла», — продолжает Скотт. «Индукционная термообработка и твердость материала являются факторами, определяющими срок службы и долговечность цилиндра».
Опять же, отмечает Скотт, все сводится к тому, насколько хорошо компоненты работают вместе. «Качество и посадка — две основные характеристики, которые следует учитывать при выборе лайнера. Учитывая, что компоненты цилиндра должны выдерживать и выдерживать силы сгорания цилиндров, это не те детали, на которых вы хотите сэкономить. Если гильза исправна, но другие компоненты двигателя не соответствуют спецификациям, гильзы могут подвергаться воздействию условий, выходящих за рамки тех, в которых они должны были работать».
Diesel Dialogue
«Большинство дизелей для тяжелых условий эксплуатации отказались от мокрого рукава», — говорит Вагнер из MAHLE Clevite. «Охлаждение стало очень серьезной проблемой, особенно с внедрением EGR, и производители двигателей постоянно пытаются снизить температуру в цилиндре, чтобы уменьшить количество производимых NOX».
Уолш из Melling говорит, что одни и те же правила применяются независимо от того, работаете ли вы с газовым или дизельным двигателем: «Подгонка с натягом должна основываться на степени повреждения блока, типе втулки и прошлом опыте установщика. ”
”
Мечкофф из LA Sleeve повторяет это. «Что касается интерференционной подгонки, теории на самом деле немного изменились за последние несколько лет. Таким образом, если диаметр втулки составляет 4,500 дюйма, установщик рассмотрит вариант 0,004 дюйма. посадка с натягом. В железном блоке это может быть катастрофическим. Если блок был слегка сломан, прессовая посадка, возможно, расколет блок, что сделает его неработоспособным. Но с использованием современного высокотехнологичного фиксирующего компаунда для втулок (доступного от Loctite) запрессовка значительно снижается. Как правило, максимальное давление, необходимое для втулки в железном блоке, составляет 0,002? а в алюминиевом блоке рекомендуется идти с .0035.?»
Catapang от Darton сообщает, что современные втулки предлагают множество материалов и технологий для соединения отверстия цилиндра и окружающей массы блока цилиндров. «По своей конструкции и необходимости, дизельные втулки влажные, с толстыми стенками и из превосходного материала, чтобы выдерживать сотни тысяч миль очень высокого давления в цилиндре и высокой температуры. И наоборот, двигатели автомобилей малого рабочего объема обычно имеют алюминиевые двигатели с «литой» чугунной гильзой и минимальной толщиной стенки, разделяющей цилиндры, из-за низкой выходной мощности».
Тем не менее, несмотря на различия, сходства еще больше. «Главным и ЕДИНСТВЕННЫМ соображением, касающимся производительности двигателя, является разработка решения, в котором ожидаемая выходная мощность в лошадиных силах в течение ожидаемой продолжительности работы двигателя соответствует задаче», — говорит Катапанг. «Двигатели Top Fuel должны работать только несколько секунд. Двигатели Indycar должны прослужить 500 миль. Двигатели NASCAR должны работать несколько часов в течение выходных, а двигатели уличных автомобилей должны работать тысячи и тысячи миль».
Хотя все они связаны с разными уровнями производительности, Катапанг отмечает, что их объединяет контроль над процессом горения. «Например, в Top Fuel давление в цилиндре может приближаться к 25 000 фунтов на квадратный дюйм, и все же предполагается, что гильза будет жить и выдерживать несколько циклов, герметизируя это огромное давление».