Технологический процесс на агрегатном участке
Рассмотрим
технологический процесс ремонта
агрегатов на примере заднего моста
автомобиля ВАЗ (8).
Снятый, на постах
ТР с автомобиля мост, на тележке
транспортируется на автомойку для
очистки от грязи. После очистки, мост
доставляют на агрегатный участок, где
он устанавливается на стенд для разборки
и сборки. С моста сливается масло, после
чего производиться его разборка. Снимают
тормозные барабаны, тормозной механизм,
выпрессовываются полуоси, снимается
редуктор. Детали промываются и обдуваются
воздухом. После удаления грязи детали
проходят контроль и дефектовку.
Тормозные барабаны
проверяют на наличие глубоких рисок
или овальности, и при необходимости их
растачивают и прошлифовывают. Минимальная
толщина накладок тормозных колодок
должна быть не менее 1,5 мм.
На полуоси
замеряют рабочие поверхности под
подшипник, запорное кольцо, сальник, а
так же проверяют саму полуось на биение
вала и торца фланца, если полуось имеет
биение, то проводят правку.
На редукторе
заднего моста осматривают рабочие
поверхности подшипников и зубьев
шестерен главной передачи. При наличии
следов износа детали заменяют. Шестерни
главной передачи меняют только в
комплекте. При сборке редуктора
регулируется зазор и пятно контакта в
шестернях главной передачи.
Балка заднего
моста проверяется на наличие мест
деформации, привалочной поверхности
крепления редуктора, биение фланцев
балки.
После дефектовки
негодные детали утилизируются, а годные
используются дальше. Сборка моста
производиться в обратной последовательности
предварительно, смазывая детали
рекомендуемыми смазками и нанося
герметизирующие мастики на места
соединений(если требуется).
Собранный мост
предъявляют ОТК. После прохождения ОТК
он устанавливается на автомобиль или
отправляется на склад оборотных средств.
Обкатку
отремонтированных деталей осуществляют
холодным и горячим способом на специальных
стендах. Контроль осуществляют на постах
диагностирования и приемки-выдачи
автомобиля.
Ремонт узлов и
агрегатов производиться согласно
техническим инструкциям:
ТИ 3100.25100.40179
«Редуктор заднего моста автомобилей
ВАЗ– ремонт»;
ТИ 3100.25100.40181
«Полуось заднего моста автомобилей
ВАЗ- ремонт» и другие.
Агрегатный
участок обеспечивают необходимой
документацией, в том числе технологическими
картами на выполнение основных видов
работ и соответствующим технологическим
оборудованием.
Специализированный
пост по замене агрегатов и узлов
автомобилей
Производственные
участки и зоны. Зона текущего ремонта.
На постах зоны текущего ремонта проводятся
диагностирование, разборочно-сборочные
и регулировочные работы. Планировочное
решение зоны зависит от типа постов,
способа их расстановки. Посты текущего
ремонта тракторов и машин на их базе,
как правило, располагаются отдельно от
постов ремонта автомобилей. Наибольшее
распространение получили тупиковые
посты с прямоугольным, косоугольным и
комбинированным расположением.
Посты текущего
ремонта оснащаются осмотровыми канавами
и подъемниками.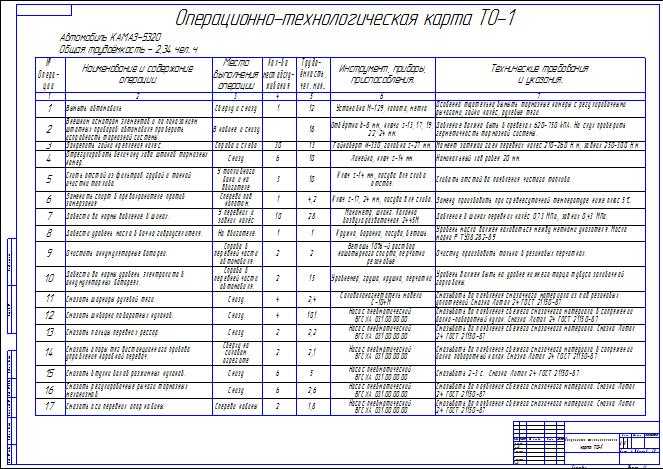 При отсутствии работ
При отсутствии работ
снизу ремонтируемой машины применяют
напольные посты без специального
осмотрового и подъемного оборудования.
Выбор наиболее
эффективных осмотровых устройств для
постов диктуется главным образом
условиями обеспечения минимальной
продолжительности пребывания машин в
ремонте. Кроме того, осмотровые устройства
должны обеспечивать удобство и
безопасность выполнения работ, возможность
одновременного участия нескольких
исполнителей, ремонта различных типов
машин, необходимые санитарно-гигиенические
условия труда.
Работы по замене
агрегатов и узлов, как правило, проводятся
на двух уровнях, сверху и снизу машины,
поэтому для снятия и установки основных
агрегатов наиболее приемлема канава
тупикового типа.
Осмотровая канава
должна иметь механизированный канавный
подъемник и располагаться в зоне действия
кран-балки или других грузоподъемных
средств. Конструкция универсальных
тупиковых канав показана на рис. 30 и
рис. 31.
Стены канав
облицовывают плиткой, ширина канавы
должна быть не менее 1150 мм, глубина —
1100 мм. Для обогрева и вентиляции канавы
Для обогрева и вентиляции канавы
ее оборудуют приточно-вытяжной
вентиляцией. Канавы должны быть
гидроизолированы путем укладки при
строительстве глиняного замка толщиной
не менее 300 мм. Стены канав после заливки
бетоном штукатурятся цементным раствором
с добавлением жидкого стекла и
облицовываются светлой плиткой.
Рис. 30. Универсальная
осмотровая канава тупикового типа:
1 — ниша для
светильников; 2 — ниша для сливной
воронки; 3 — ниша для инструмента; 4 —
вентиляционный канал
Канавы освещаются
светильниками, установленными в нишах.
Допускается применение светильников
напряжением 127 … 220 В с внутренним
(закрытым) подводом электроэнергии,
имеющим надежную электро- и гидроизоляцию.
Кроме ниш, для светильников в канаве
предусматриваются ниши для инструмента
и приспособлений. Конструкции ниш под
светильники и инструмент представлены
на рис. 32.
Рис. 31. Расположение
осмотровых канав:
1 — отбойник; 2 —
упор; 3 — мостик переходный; 4 — ограждение
канавы
Проект агрегатного участка на АТП
Продолжение таблицы 2.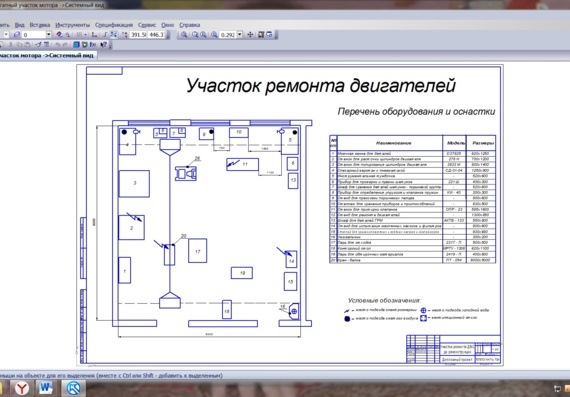 2
2
2. Количество производственных рабочих: Явочное Штатное |
Рт Рш |
чел. чел. |
4,8 5,8 |
5 6 |
3. ОРГАНИЗАЦИОННЫЙ РАЗДЕЛ
3.1. Технологический процесс ТО и ремонта
на АТП
Под технологическим процессом понимается
определённая последовательность работ
или операций, выполняемых в соответствии
с техническими условиями.
При осуществлении технологического
процесса ТО и ТР автомобиля производятся
работы, направленные на поддержание его
технического состояния на заданном уровне.
Рациональная последовательность выполнения
работ обеспечивается технической документацией
в виде технологических карт, заводских
инструкций, технических условий и т.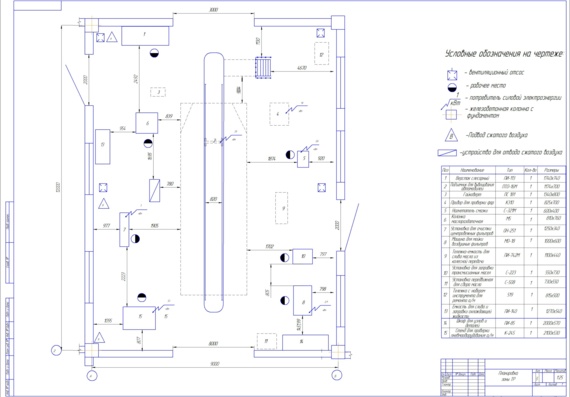 п.
п.
Технологический процесс ТО и ТР осуществляется
на рабочих постах, т.е. участке производственной
площади, снабженной оборудованием и приспособлениями,
предназначенном для размещения автомобиля
и выполнения одной или нескольких однородных
работ.
Работу зон ТО и ТР организуют таким образом,
чтобы уменьшить простои подвижного состава
в неисправном состоянии и в ожидании
технических воздействий, и в этом случае
пользуются общепринятой схемой технологического
процесса ТО и ремонта автомобилей, представленной
на рисунке 3.1.
Рис. 3.1 Схема технологического процесса ТО
и ТР
При возвращении с линии автомобиль проходит
через контрольно-технический пункт (КТП), где
дежурный механик проводит визуальный
осмотр автомобиля и при необходимости делает
в установленной форме заявку на ТР, затем
автомобиль подвергается ежедневному
обслуживанию (ЕО) и в зависимости от плана-графика
профилактических работ поступает на
посты общей или поэлементной диагностики
(Д-1 или Д-2) через зону ожидания ТО и ТР
или в зону хранения автомобилей.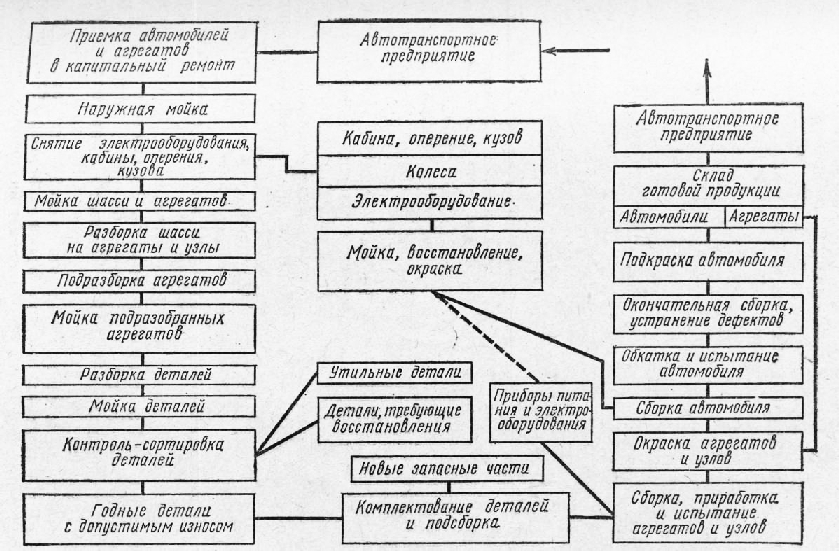
После Д-1 автомобиль поступает
в зону ТО-1, а затем в зону хранения. Туда же направляются автомобили
Д-2. Если при Д-1 не удаётся обнаружить
неисправность, то автомобиль направляется
на Д-2 через зону ожидания. После устранения обнаруженной
неисправности автомобиль поступает в
зону ТО-2, а оттуда в зону хранения.
Автомобили, прошедшие предварительно
за 1-2 дня диагностирование Д-2, направляются
в зону ТО-2 для планового обслуживания
и устранения неисправностей, указанных
в диагностической карте, а оттуда в зону
хранения.
После оформления заявки на ТР автомобиль
подвергается ЕО и направляется на диагностирование
Д-2 для уточнения объёма предстоящего
ТР, после чего направляется в зону ТР
и затем в зону ожидания. Углублённому
диагностированию подвергаются также
все автомобили для выявления потребности
в КР.
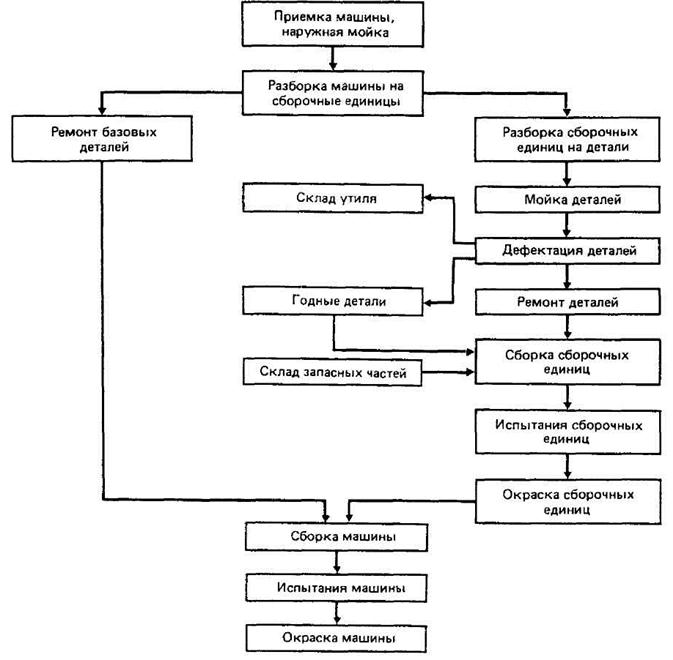
3.2. Технологический процесс на агрегатном
участке
Что касается объекта проектирования,
то с целью повышения производительности
труда и качества работ на агрегатном
участке используют технологические карты.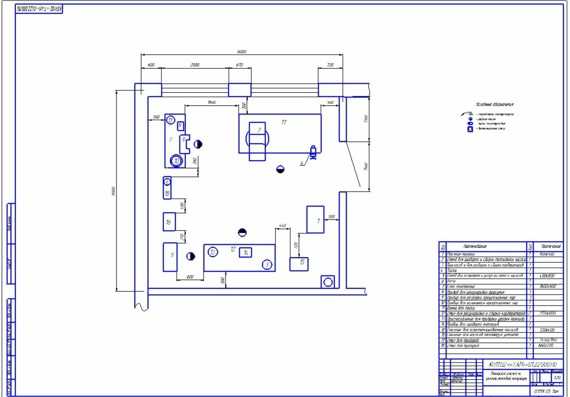
Работы осуществляются в определённой
технологической последовательности
с применением соответствующего технологического
оборудования в соответствии со схемой,
представленной на рисунке 3.2.
Рис.3.2. Схема технологического процесса ремонта
агрегатов
Разборо-сборочные
работы в агрегатном отделении,
как правило, проводятся на специальных
стендах, обеспечивающих возможность
подхода к ремонтируемому
агрегату с разных сторон,
а также поворот и наклон агрегата
для удобства работы. Стенды специализированы по типам
агрегатов.
Их размещают в
зоне действия кран-балки или
тельфера. Для размещения и разборки
снятых с агрегата узлов
слесарные верстаки, столы и стеллажи.
Кроме ключей различного типа
при разборочно-сборочных работах применяют гайковерты,
различные съемники и приспособления,
а также прессы. Снятые с агрегатов детали
моют в ваннах. Контроль, сортировку и
комплектовку деталей производят с помощью
обычного измерительного инструмента
и отдельных специальных приборов, размещаемых
на отдельном столе.
3.3. Режим работы агрегатного участка
В целях экономии
производственных площадей и
рационального использования
предлагается организовать
участка в две смены по
режиму:
1 смена:
Количество рабочих дней в году — 305;
Начало смены — 8ºº;
Конец смены- 16ºº;
Время обеда и отдыха — 12ºº-13ºº
2 смена:
Количество рабочих дней в году — 305;
Начало смены — 16ºº;
Конец смены- 24ºº;
Время обеда и отдыха — 20ºº-21ºº
Предлагается следующее распределение слесарей-ремонтников
по видам работ:
Ремонт
передних и задних мостов — 2 чел.;
Ремонт
КПП и РКП — 2 чел.;
Ремонт
карданной передачи и
2 чел.;
3.5. Технологическое оборудование и площадь
агрегатного участка
Подбор технологического оборудования,
технологической и организационной оснастки
для объекта проектирования осуществляется
с учетом рекомендаций типовых проектов
рабочих мест, а также используются «Табелем
технологического оборудования и специализированного
инструмента», каталогами, справочниками
и т. п.
п.
Настоящим дипломным проектом рекомендуется
оснастить оборудованием посты ТО. которое
позволило бы производить полный объем
работ по ремонту агрегатов.
Перечень оборудования для агрегатного участка представлен
в таблице 3.1
Таблица 3.1
Технологическое оборудование агрегатного
участка
Наименование оборудования | Тип или модель | Число единиц | Размеры единицы оборудования в плане | Площадь м | |
1 | 2 | 3 | 4 | 5 | 6 |
1. Стенд для разборки, сборки и регулировки рулевых |
Р-217 |
1 |
760х600 |
0,46 |
0,46 |
2. | Р-215 | 1 | 2015х600 | 1,21 | 1,21 |
3. Верстак слесарный | ОРГ-148-01-060А | 2 | 1200х800 | 0,96 | 1,92 |
4. Тумбочка инструментальная | СД-3701-08 | 2 | 674х522 | 0,35 | 0,70 |
5. Ящик для песка | Нестанд. | 1 | 500х400 | 0,2 | 0,2 |
6. отходов | Нестанд. | 1 | 500х500 | 0,25 | 0,25 |
7. Стол для дефектовки деталей | ОРГ-1468-01-090А | 1 | 2000х600 | 1,20 | 1,20 |
8. Стеллаж для инструментов и приспособлений | ОРГ- 1468-05- 280 | 2 | 1410х500 | 0,71 | 1,42 |
 Стенд для разборки, сборки карданных
Стенд для разборки, сборки карданных Ларь для
Ларь для
Продолжение таблицы 3.1
1 | 2 | 3 | 4 | 5 | 6 |
9. материалов | Нестанд. | 1 | 500х400 | 0,2 | 0,2 |
10. Тележка на рельсовом ходу | Нестанд. | 1 | 1200х800 | 0,96 | 0,96 |
11. Станок настольно- сверлильный на подставке | 2М112 | 1 | 800х600 | 0,48 | 0,48 |
12.Стеллаж для приборов | Нест. | 1 | 930х510 | 0,47 | 0,47 |
13. мостов | Р-640 | 1 | 850х650 | 0,55 | 0,55 |
14. Стенд для разборки, сборки передних мостов | Р-785 | 1 | 1020х780 | 0,80 | 0,80 |
15. Стенд для разборки, сборки КПП | Р-784 | 1 | 1000х486 | 0,49 | 0,49 |
16. Стенд для разборки, сборки и сцепления настольный | Р-724 | 1 | 580х490 | 0,28 | 0,28 |
17. барабанов и обточки колодок | Р-114 | 1 | 920х900 | 0,83 | 0,83 |
18. Пресс для клепки фрикционных накладок и дисков настольный | Р-335 | 1 | 420х430 | 0,18 | 0,18 |
19. Стенд для срезания накладок с тормозных колодок | Р-174 | 1 | 920х990 | 0,83 | 0,83 |
20. Ванна моечная | 9510 | 1 | 1400х600 | 0,84 | 0,84 |
21. | НКМ | 1 | |||
22. Станок точильно- шлифовальный | Р-187 | 1 | 513х670 | 0,35 | 0,35 |
23.Пресс гидравлический | Р-338 | 1 | 700х600 | 0,42 | 0,42 |
24.Подставка под пресс для | Нестанд. | 1 | 1200х700 | 0,84 | 0,84 |
итого | 15. |
 Ларь для обтирочных
Ларь для обтирочных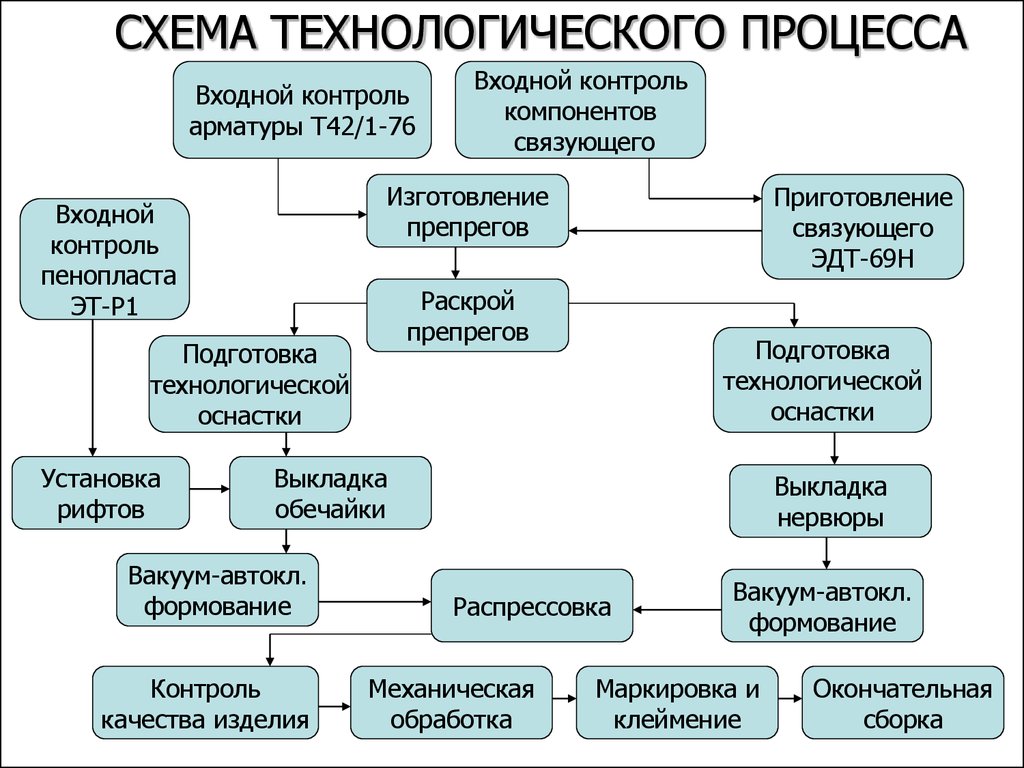 Стенд для разборки, сборки редукторов
Стенд для разборки, сборки редукторов  Установка для расточки
Установка для расточки  Кран-балка
Кран-балка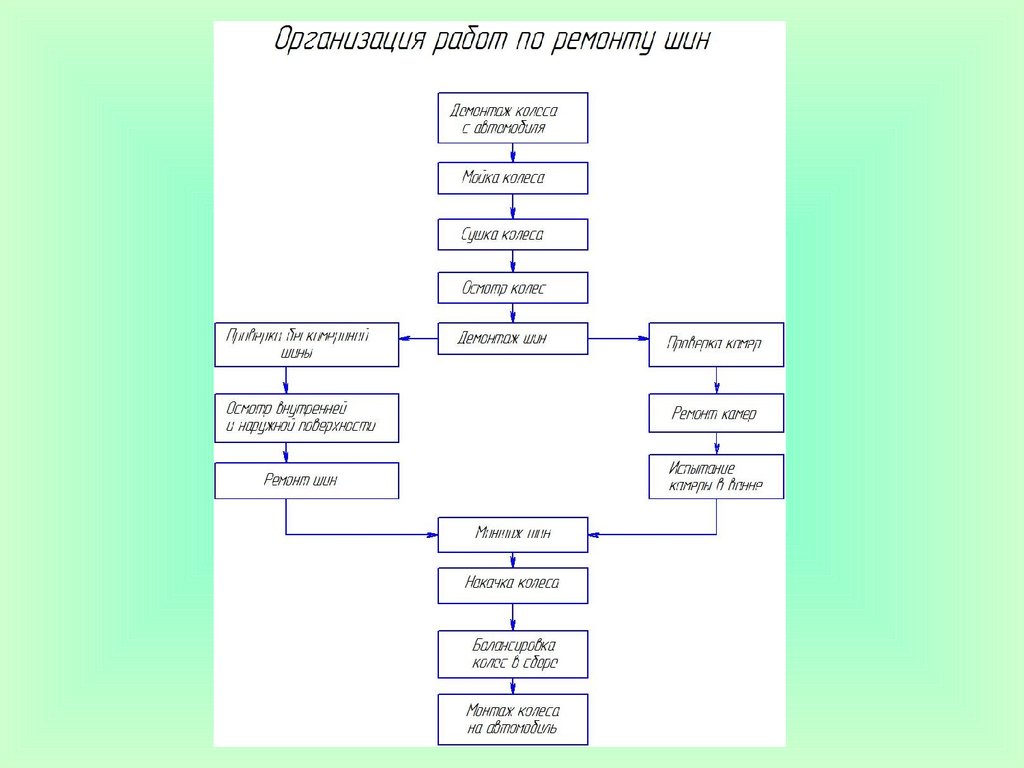 75
75
Площадь агрегатного участка определяется из выражения [6,
с. 77]:
(2.36)
где
— суммарная площадь горизонтальной проекции
по габаритам.
К — коэффициент плотности расстановки
постов и оборудования. При одностороннем
расположении постов К = 4,5 [6, с.77].
Площадь участка:
Курсовым проектом предлагается
принять к производству проект
участка с общей площадью 72 м2 с размерами сторон 12000 х 6000.
3.5. Охрана труда
При обработке металла резанием наиболее
опасными производственными факторами,
которые могут вызвать травмирование
работающих, являются движущие части станков,
заготовки, приспособления, режущие и
крепежные инструменты, металлическая
стружка и пыль, электрический ток.
Выполнять работу на станках разрешается
только тем лицам, за которыми они закреплены.
Для обеспечения безопасности работы
на станках должны соблюдаться следующие
условия. Все приводные и передаточные
механизмы станков и их части размещают
в корпусе станка или ограждают предохранительными
устройствами. Ограждению подлежат и обрабатываемые
движущиеся предметы, выступающие за габариты
металлорежущего станка.
Для защиты глаз и лица работающих от
отлетающей стружки станки снабжают предохранительными
приспособлениями (защитными экранами),
выполненными из прозрачного материала.
Станок следует обязательно выключить
при: установке и смене рабочего инструмента
(за исключением быстросъемных патронов),
установке, креплении, измерении, снятии
заготовки, ремонте, чистке, смазывании
станка, уборке опилок и стружки, прекращении
подачи тока, снятии ограждения.
Запрещается после выключения ускорять
остановку путем торможения рукой патрона,
планшайбы и других вращающихся частей
для предотвращения травмирования рук
стружку со станков удаляют крючками или
щетками. Собирать стружку следует в металлические
Собирать стружку следует в металлические
ящики.
При работе станочники должны пользоваться
спецодеждой и средствами индивидуальной
защиты. Спецодежда должна быть наглухо
застегнута, а волосы закрыты головным
убором и подобраны под него.
Рабочее место станочника должно содержаться
в чистоте и не загромождаться деталями.
Работающий станок не должен оставаться
без присмотра. При уходе с рабочего места
даже на короткий промежуток времени и
при окончании работы станок необходимо
отключить.
Технологические достижения в производстве заполнителей
«Было бы замечательно, если бы вы могли сделать свой завод необслуживаемым. Вы не можете. Но конусные дробилки, грохоты, конвейеры и все, что с ними связано, более не требует технического обслуживания». Специалист по агрегатам ДЭН ДЖОНСОН- Интервью в Pit and Quarry
производители щебня предоставляют больше полезных данных для улучшения процессов и увеличения производительности на заводах по переработке карьеров и карьеров.
 Традиционное высокопроизводительное карьерное оборудование, включая дробилки, конвейеры и грохоты, является воплощением дорогостоящих эксплуатационных активов, требующих высоких затрат на техническое обслуживание. Все они сталкиваются с постоянным износом, износом и периодическим техническим обслуживанием.
Традиционное высокопроизводительное карьерное оборудование, включая дробилки, конвейеры и грохоты, является воплощением дорогостоящих эксплуатационных активов, требующих высоких затрат на техническое обслуживание. Все они сталкиваются с постоянным износом, износом и периодическим техническим обслуживанием.
Но все меняется к лучшему, так как новые передовые материалы для этих важнейших производственных активов увеличивают время безотказной работы предприятия и повышают безопасность.
По словам эксперта по агрегатам Дэна Джонсона; До того, как были применены передовые материалы, компоненты установки для тяжелых условий эксплуатации, такие как футеровка дробилки, требовали утомительного и дорогостоящего простоя для обслуживания со скоростью один раз в месяц. Теперь время простоя, пожирающего прибыль, можно сократить до 8 раз в год. Жизненный цикл с 400 часов может быть увеличен до 600 часов, если производители оснастки предлагают продукцию с более высоким содержанием быстроизнашивающихся металлов.
В интервью Pit and Quarry Джонсон высказал мнение, что в целом оборудование для агрегатных заводов становится безопаснее. И все это благодаря инновациям, которые снижают потребность в повторном техническом обслуживании, что, в свою очередь, снижает вероятность несчастных случаев при выполнении этих сложных работ по техническому обслуживанию.
Давайте посмотрим, как горнодобывающая промышленность всегда ищет способы увеличить время безотказной работы при одновременном снижении проблем с охраной труда и техникой безопасности на месте.
Начнем с одного из самых интригующих нововведений, которое привлекло наше внимание, упомянутого Дэном Джонсоном.
Гайки, болты и натяжители ремней с гидравлическими головками в современных карьерах
Здесь, в Resource Erectors, мы часто упоминали эмпирическое правило, согласно которому в отраслях с высоким спросом и высокой производительностью всегда необходимо опережать технологическая кривая, будь то с жесткими операционными активами или труднодоступными человеческими ресурсами. Всегда возникает вопрос: «Что делают мои успешные конкуренты, чего не делаем мы?»
Всегда возникает вопрос: «Что делают мои успешные конкуренты, чего не делаем мы?»
Время простоя может увеличить эксплуатационные расходы, как счетчик в извилистом нью-йоркском такси, когда менеджеры по техническому обслуживанию смиренно принимают статус-кво. Между тем, конкуренты сосредоточены на повышении KPI для достижения «бережливого среднего» производства и постоянного улучшения. Теперь это правило для всех отраслей 2021 года, а не исключение.
Болты и гайки с гидравлической головкой являются хорошим примером. Они упрощают процесс технического обслуживания, устраняя необходимость приваривать накидные гайки на место только для того, чтобы вызывать резаки, стропы и кувалды позже, когда их необходимо заменить.
Пришло время заново изобрести старые добрые гайки и болты.
Мы рассмотрели высокоточные инженерные решения Technofast Industries , чтобы увидеть, как гидравлические инструменты могут повысить производительность и сократить время простоя дробилки J50 Terex Jaques, работающей на карьере в Квинсленде. Вот некоторые из распространенных проблем с исходной конфигурацией дробилки, как описано в тематическом исследовании Technofast .
Вот некоторые из распространенных проблем с исходной конфигурацией дробилки, как описано в тематическом исследовании Technofast .
J50 имеет по 12 гаек и болтов класса M64, которые необходимо затягивать вручную с помощью гаечного ключа. Это создает множество текущих проблем с обслуживанием, в том числе:
- Неравномерное закрытие корпусов дробилки
- Отсутствие контроля нагрузки на болты
- Постоянный контроль и проверка ослабления болтов из-за вибрации
- Неизбежные проблемы OH&S всякий раз, когда для работы требуется гаечный ключ.
- Замена этой грязной дюжины требует 2-3 часов простоя, 2-х человек на 4-6 человеко-часов труда.
Так как насчет того, чтобы сократить это время до 30 минут с помощью 2 человек, что в сумме составляет 1 человеко-час обслуживания? Согласно Technofast, их гидравлические гайки EzTite с пылезащитными крышками обеспечивают множество преимуществ:
- Простота установки и обращения.

- Устраняет необходимость в гаечном ключе для решения потенциальных проблем в области OH&S.
- Точная контролируемая нагрузка на болт.
- Установки остаются герметичными на протяжении всего периода эксплуатации.
- Выравнивание кожуха дробилки достигнуто.
- 2 часа 30 минут простоя устраняются за 30-минутную установку.
Итак, теперь, когда мы увидели, как Квинслендский карьер сокрушает цифры с помощью высокотехнологичных гаек и болтов, давайте погрузимся в облако, нависшее над работой некоторых карьеров и карьеров в Висконсине, Мичигане и северном Иллинойсе.
Пейн и Долан и стремление улучшить процессы и прибыль
Пейн и Долан существует с 1930 года, и сейчас приближается столетие услуг по проектированию и строительству и производству асфальта «для того, чтобы наши бригады тщательно укладывали», как они выражались. на сайте P+D.
Когда в наши оцифрованные дни появляются данные, вы можете поспорить, что замешано облако. В этом случае менеджеры по производству P+D Кайл Бош и Спенсер Джонсон искали современное цифровое решение для достижения своей цели по улучшению производства и сокращению времени простоя на трех карьерах компании в Висконсине.
В этом случае менеджеры по производству P+D Кайл Бош и Спенсер Джонсон искали современное цифровое решение для достижения своей цели по улучшению производства и сокращению времени простоя на трех карьерах компании в Висконсине.
Решение для них состояло в буквальном «масштабировании». Так что же было самой большой проблемой в их стационарных дробильных операциях? В интервью, снова на карьере 9.Менеджер 0007 Спенсер Джонсон объяснил:
«При стационарном дроблении оказалось, что у нас много рециркулируемого материала», — говорит Джонсон. «Он шел по конвейерной ленте, через сортировочные установки, в различные дробилки, а затем возвращался обратно на эту конвейерную ленту».
Джонсон и его коллега Кайл Бош поняли, что их неинтегрированная операция одновременно снижает пропускную способность и увеличивает эксплуатационные расходы за счет использования гораздо большего количества энергии, чем необходимо. Им нужно было подключить все это, чтобы ускориться, и поэтому они переключили свой ИТ-отдел на Trimble Insight Operations Portal для разработки своего «подключенного карьера».
Теперь менеджеры могут контролировать операции дробления «в режиме реального времени в любое время». Джонсон объяснил: «Каждые конвейерные весы появляются на приборной панели и показывают ваши текущие и средние тонны в час в течение дня, что очень важно, потому что это действительно конечный результат».
Всего за первый месяц операция с подключением к облаку смогла увеличить пропускную способность на впечатляющие 20%. Результаты масштабирования в реальном времени, которые операторы могут видеть на iPad, всегда доступны, а руководители предприятий используют планшеты для отслеживания прогресса в достижении контрольных показателей производительности тонн в час. Это означает, что нет необходимости ждать в конце смены неточного анализа недостатков и препятствий, тормозящих производственный процесс, что слишком часто похоже на закрытие двери сарая после того, как лошади ушли.
Bosch и Johnson использовали функцию создания отчетов Trimble для накопления данных за несколько недель работы. С помощью стратегически расположенных и соединенных весов по всему заводу они смогли определить болевую точку, когда весы показывали, что одно место было перегружено.
С помощью стратегически расположенных и соединенных весов по всему заводу они смогли определить болевую точку, когда весы показывали, что одно место было перегружено.
Менеджеры смогли перенаправить поток материалов, чтобы уменьшить перегрузку в этой проблемной части завода и более эффективно распределять материалы по другим частям. Результатом стало значительное увеличение общей пропускной способности. По словам менеджера Bosch, подключенная система масштабирования предоставляет «дорожную карту» в режиме реального времени для всей операции на предприятии. И мы должны согласиться с его оценкой добычи полезных ископаемых в цифровую эпоху, когда он сказал Pit and Quarry:
«Это отличный инструмент, чтобы показать всем прогресс, которого мы добились в улучшении операций», — говорит Bosch. «Без достоверных данных для демонстрации вы не сможете так же легко нарисовать ту же картину».
О Resource Erectors
В Resource Erectors наши клиенты, работающие в сфере производства агрегатов, полагаются на наш многолетний опыт работы с кадрами в тяжелой промышленности при подборе и трудоустройстве лучших специалистов, необходимых им для удовлетворения постоянно растущего производственного спроса. Мы также нанимаем лучших из лучших специалистов в области машиностроения, строительных материалов, тоннелей, гражданского строительства, бетона и горнодобывающей промышленности.
Мы также нанимаем лучших из лучших специалистов в области машиностроения, строительных материалов, тоннелей, гражданского строительства, бетона и горнодобывающей промышленности.
Если вы работаете в тяжелой промышленности, обязательно ознакомьтесь с доступными сейчас прибыльными вакансиями с конкурентоспособной заработной платой. Когда пришло время приступить к работе и избежать высокой стоимости вакансий в вашей организации, пришло время для разработчиков ресурсов, поэтому не стесняйтесь обращаться к нам сегодня.
Заполнители
Заполнители представляют собой инертные гранулированные материалы, такие как песок, гравий или щебень, которые вместе с водой и портландцементом являются важным компонентом бетона.
Для получения качественной бетонной смеси заполнители должны быть чистыми, твердыми, прочными, без абсорбированных химикатов или покрытий из глины и других мелких материалов, которые могут вызвать разрушение бетона. Заполнители, составляющие от 60 до 75 процентов от общего объема бетона, делятся на две отдельные категории — мелкие и крупные. Мелкие заполнители обычно состоят из природного песка или щебня, причем большинство частиц проходят через сито 3/8 дюйма. К крупным агрегатам относятся любые частицы крупнее 0,19дюйма, но обычно имеют диаметр от 3/8 до 1,5 дюйма. Гравий составляет большую часть крупного заполнителя, используемого в бетоне, а щебень составляет большую часть остатка.
Мелкие заполнители обычно состоят из природного песка или щебня, причем большинство частиц проходят через сито 3/8 дюйма. К крупным агрегатам относятся любые частицы крупнее 0,19дюйма, но обычно имеют диаметр от 3/8 до 1,5 дюйма. Гравий составляет большую часть крупного заполнителя, используемого в бетоне, а щебень составляет большую часть остатка.
Природный гравий и песок обычно добывают или извлекают из карьера, реки, озера или морского дна. Щебень получают путем дробления карьерной породы, валунов, булыжников или крупного гравия. Переработанный бетон является жизнеспособным источником заполнителя и удовлетворительно используется в гранулированных основаниях, цементно-грунтовом и новом бетоне.
После сбора заполнитель обрабатывается: измельчается, просеивается и промывается для получения надлежащей чистоты и градации. При необходимости для повышения качества можно использовать такой процесс обогащения, как отсадка или разделение тяжелых сред. После обработки агрегаты обрабатываются и хранятся, чтобы свести к минимуму сегрегацию и деградацию и предотвратить загрязнение.
Заполнители сильно влияют на свойства свежеперемешанного и затвердевшего бетона, пропорции смеси и экономичность. Следовательно, выбор агрегатов является важным процессом. Несмотря на то, что ожидается некоторое изменение совокупных свойств, рассматриваемые характеристики включают:
- классификация
- долговечность
- форма частиц и текстура поверхности
- сопротивление истиранию и скольжению
- удельный вес и пустоты
- абсорбция и поверхностная влажность
градация относится к определению распределения частиц по размерам. Пределы сортности и максимальный размер заполнителя указаны, потому что эти свойства влияют на количество используемого заполнителя, а также на требования к цементу и воде, удобоукладываемость, прокачиваемость и долговечность бетона. В целом, если водоцементное отношение выбрано правильно, можно использовать широкий диапазон фракций без существенного влияния на прочность. Когда указан заполнитель с интервалом градации, определенные размеры частиц заполнителя исключаются из континуума размеров. Щелевой заполнитель используется для получения однородной текстуры бетона с открытым заполнителем. Тщательный контроль пропорций смеси необходим, чтобы избежать сегрегации.
Щелевой заполнитель используется для получения однородной текстуры бетона с открытым заполнителем. Тщательный контроль пропорций смеси необходим, чтобы избежать сегрегации.
Форма частиц и текстура поверхности влияют на свойства свежезамешанного бетона больше, чем на свойства затвердевшего бетона. Шероховатые, угловатые и удлиненные частицы требуют больше воды для производства бетона, пригодного для обработки, чем гладкие, округлые компактные заполнители. Следовательно, содержание цемента также должно быть увеличено для поддержания водоцементного отношения. Как правило, плоских и удлиненных частиц избегают или ограничивают примерно 15 вес.% от общего заполнителя. Удельный вес измеряет объем, который гранулированный заполнитель и пустоты между ними будут занимать в бетоне.
Содержание пустот между частицами влияет на количество цементного теста, необходимого для смеси. Угловатые заполнители увеличивают содержание пустот. Более крупный размер хорошо измельченного заполнителя и улучшенный гранулометрический состав уменьшают содержание пустот.