Замена направляющих втулок клапанов и седел в двигателе автомобиля
Расскажем как заменить направляющие втулок клапанов и седел в двигателе автомобиля. Исходим из того, что трещин в головке двигателя нет, а клапанные сёдла имеют износ.
Как происходит выпрессовка старых втулок
Технология выпрессовки старых втулок бывает разной, но чаще применяют ударный способ. Со стороны седла на втулку устанавливают латунную или бронзовую оправку, по которой наносят удары молотком. Чтобы не повредить посадочное гнездо в головке, оправка должна быть ступенчатой: по меньшему диаметру она с небольшим зазором входит во втулку на глубину 30—40 мм, а по большему — свободно проходит через гнездо в головке цилиндров.
Втулки из бронзы не создают больших проблем при выпрессовке, обычно они устанавливаются в головку с небольшим натягом. При выпрессовке «твердых» втулок головку желательно нагреть до 150 градусов, чтобы несколько уменьшить натяг. Нагревать головку лучше в электропечи, но в условиях гаража подойдет бытовая электроплитка.
Нагревать головку лучше в электропечи, но в условиях гаража подойдет бытовая электроплитка.
Если ни один из способов не позволяет выпрессовать втулку из-за слишком плотной посадки в гнезде, ее приходится высверливать. Обычный сверлильный станок вполне подойдет, а вот при пользовании ручной электродрели неизбежны перекосы и повреждение посадочного гнезда. Кстати, деталь лучше высверливать не полностью. При толщине стенки около 1 мм оставшуюся часть удается выбить без особого труда.
Измеряем натяг втулки перед заменой
Общее правило замены втулок на любых двигателях гласит: ни в коем случае нельзя запрессовывать новые детали без измерений фактического натяга. Поэтому надо точно измерить диаметр гнезда и новой втулки, чтобы определить натяг. Он должен быть в пределах 0,03—0,05 мм (то есть диаметр втулки больше диаметра гнезда на эту величину).
Если натяг недостаточен из-за «слабого» гнезда, придется увеличивать его диаметр, чтобы установить втулку ремонтного размера. Эту работу также следует выполнять только на станке во избежание перекоса отверстия. Натяг для ремонтной втулки желательно сделать большим, поскольку в старом гнезде материал на поверхности уже деформирован, а в новом нет, да и шероховатость поверхности здесь больше.
Эту работу также следует выполнять только на станке во избежание перекоса отверстия. Натяг для ремонтной втулки желательно сделать большим, поскольку в старом гнезде материал на поверхности уже деформирован, а в новом нет, да и шероховатость поверхности здесь больше.
Как запрессовать втулки клапанов
Перед запрессовкой надо обеспечить разность температуры деталей: головку нагреть до 150 градусов, а втулки охладить. Запрессовку выполняют быстро, двумя-тремя ударами молотка по оправке. Если втулка имеет тонкий поясок для посадки маслосъемного колпачка, то оправка не должна опираться на этот поясок ни с одной стороны, иначе втулка сломается.
Некоторые мотористы запрессовывают втулки «вхолодную», без нагрева и охлаждения деталей. Это плохо. Алюминиевый сплав при большом натяге деформируется, и реальный натяг уменьшается. Когда при работе двигателя посадка естественным образом ослабляется, клапан в такой втулке начинает перегреваться. Это связано с нарушением отвода тепла от стержня клапана к головке. В дальнейшем втулка начнет «ездить» в гнезде. Иными словами — потребуется повторный ремонт, причем сложнее предыдущего.
В дальнейшем втулка начнет «ездить» в гнезде. Иными словами — потребуется повторный ремонт, причем сложнее предыдущего.
После запрессовки втулок и остывания головки их отверстия калибруют развертками. Здесь тоже есть свои хитрости. Желательно применять специальные алмазные развертки — они дают стабильный размер отверстия при довольно долгой работе. Простые ручные развертки из инструментальной стали быстро изнашиваются, обычно их хватает на одну-две головки.
Обработав отверстия, надо обязательно проверить зазоры клапанов во втулках. Для впускных клапанов они должны быть в пределах 0,02 — 0,04 мм, для выпускных — 0,03 — 0,04 мм. Стремиться к минимальным зазорам не следует, особенно у выпускных клапанов, поскольку это чревато их заклиниванием при работе.
Ремонт седел клапанов
Основные задачи — обеспечение соосности рабочей фаски и отверстия втулки и создание определенного профиля седла, рекомендуемого заводом-изготовителем для данной модели двигателя.
Для обработки сёдел применяют различный инструмент. В гараже чаще всего используют ручные угловые фрезы с жестким креплением на направляющем стержне (пилоте). Фрезы обычно имеют углы при вершине 30, 45 и 60 град. Такие фрезы могут быть изготовлены из инструментальной стали или с твердосплавными пластинами.
В гараже чаще всего используют ручные угловые фрезы с жестким креплением на направляющем стержне (пилоте). Фрезы обычно имеют углы при вершине 30, 45 и 60 град. Такие фрезы могут быть изготовлены из инструментальной стали или с твердосплавными пластинами.
Основной недостаток данного инструмента — люфт пилота в направляющей втулке, особенно когда у нее есть какой-либо износ. Из-за люфта очень трудно обеспечить соосность седла и втулки.
При обработке формируют определенный профиль седла: уплотнительную фаску и две фаски, примыкающие к ней. Здесь надо руководствоваться данными производителей автомобиля, но есть и некоторые общие рекомендации. У подавляющего большинства моторов уплотнительная фаска имеет угол 45 град. и ширину примерно 1,5 мм. Примыкающие фаски чаще сделаны под углами 30 и 60 град., хотя изредка встречаются седла с более сложным профилем.
Если для ремонта используют ручные фрезы и резцовые головки, то предварительную обработку уплотнительной фаски ведут, пока не получится ровная поверхность без дефектов.
Окончательный этап: притирка клапанов
Окончательная обработка стыка клапана и седла — притирка клапанов. При профессиональном ремонте такая операция практически не применяется. Если седло и фаска клапана обработаны точно, то притирка не нужна, но даже вредна. Другое дело при ручной обработке деталей фрезами и резцовыми головками. Поверхности после ремонта могут иметь не идеальную форму и шероховатость.
Притирка нужна не столько для обработки, сколько для контроля качества сопряжения. Если притертые поверхности вытереть насухо и несколько раз провернуть клапан в обе стороны, прижимая его к седлу, то на фасках деталей появится блестящая линия. Получится замкнутой, проходящей по всей окружности — все сделано правильно и прилегание хорошее.
Как заменить направляющие втулки клапанов
Ремонт головки блока цилиндров (ГБЦ) зачастую предполагает необходимость замены направляющих втулок клапанов ГРМ. Для замены необходимо выпрессовывать старые втулки клапанов, после чего на их место устанавливаются новые элементы. Существует несколько способов для выпрессовки старых втулок. Наиболее простым и самым неправильным является выбивание втулок молотком и зубилом. Данный ударный способ широко применяется в практике «гаражных» мастеров. Отметим, что извлечение втулок в подобных случаях часто заканчивается повреждением посадочного гнезда в головке блока цилиндров.
Существует несколько способов для выпрессовки старых втулок. Наиболее простым и самым неправильным является выбивание втулок молотком и зубилом. Данный ударный способ широко применяется в практике «гаражных» мастеров. Отметим, что извлечение втулок в подобных случаях часто заканчивается повреждением посадочного гнезда в головке блока цилиндров.
Немного более правильным вариантом является использование специальной ступенчатой оправки из латуни или бронзы вместо зубила. Такая оправка устанавливается со стороны седла на направляющую втулку, далее по ней ударяют молотком. Указанный способ выпрессовки втулок снижает риск повреждений ГБЦ, но не исключает полностью. Оптимальным же способом выпрессовки втулок является использование специального съемника. Указанный съёмник для снятия направляющих втулок клапанов также используется для последующей установки новых втулок в ГБЦ. Далее мы рассмотрим способы замены направляющих втулок клапанов при помощи оправки и съемника.
Содержание статьи
- Как самому менять направляющие втулки клапанов
- Выпрессовка и установка направляющих втулок клапанов съемником
Сначала рассмотрим способ выпрессовки направляющих втулок клапанов при помощи оправки, так как указанный способ является распространенным. Перед заменой втулок снимаются пружины и сами клапана. Как уже было сказано выше, оправка для выпрессовывания втулок клапанов используется ступенчатая. Ступенька необходима для того, чтобы снизить риск повреждений посадочного гнезда в головке блока. Меньший диаметр оправки позволяет ей войти во втулку на 3-4 см, причем с зазором. Больший диаметр позволяет свободно пройти через гнездо в ГБЦ.
Перед заменой втулок снимаются пружины и сами клапана. Как уже было сказано выше, оправка для выпрессовывания втулок клапанов используется ступенчатая. Ступенька необходима для того, чтобы снизить риск повреждений посадочного гнезда в головке блока. Меньший диаметр оправки позволяет ей войти во втулку на 3-4 см, причем с зазором. Больший диаметр позволяет свободно пройти через гнездо в ГБЦ.
Отметим, что зачастую бронзовые втулки достаточно легко выпрессовываются из головки, так как установлены с относительно слабым натягом. Если же необходимо выпрессовать направляющую втулку клапана из более жесткого материала, тогда ГБЦ следует предварительно нагреть до температуры 140-160 градусов Цельсия в электропечи или до 80-90 градусов в емкости с горячей водой. Нагрев головки блока цилиндров позволит уменьшить натяг.
В крайних случаях плотно запрессованную втулку нужно высверливать. Обратите внимание, делать это разрешается только на станке, так как попытки высверлить втулку клапана дрелью приведут к перекосу и повреждениям посадочного гнезда. Втулку также желательно высверливать не до конца, то есть оставлять стенки толщиной около 1-го миллиметра. Так снижается риск повреждений гнезда, а сам остаток втулки легко удаляется оправкой.
Втулку также желательно высверливать не до конца, то есть оставлять стенки толщиной около 1-го миллиметра. Так снижается риск повреждений гнезда, а сам остаток втулки легко удаляется оправкой.
Следующим шагом становится обязательный замер натяга новой втулки перед установкой в головку, так как строго запрещается производить запрессовку новых втулок до измерения натяга. Для замеров натяга понадобится определить диаметр гнезда и направляющей втулки. Допускается показатель на отметке от 0.03 до 0.05 мм. Этот показатель следует понимать как то, что диаметр новой втулки превышает диаметр посадочного гнезда на указанную величину.
Слабый натяг по причине гнезда потребует увеличения диаметра гнезда, куда потом устанавливается ремонтная втулка увеличенного размера. Рассверливать гнездо в ГБЦ также нужно исключительно на станке, что позволит избежать возможного перекоса при выполнении нового отверстия. Что касается степени натяга ремонтной втулки, данный показатель следует максимально увеличить, так как в новом отверстии материал более твердый и имеет большую шероховатость на поверхности стенок.
Чтобы запрессовать новые втулки клапанов головку блока следует повторно нагреть в печи аналогично способу снижения натяга при снятии. Параллельно с этим новые втулки охлаждают. Запрессовка новых втулок без нагрева ГБЦ является неправильной. Это касается алюминиевого сплава ГБЦ, в котором происходит деформация при наличии сильного натяга. После такой установки итоговый натяг будет меньше необходимого. В результате после сборки мотора и его нагрева при работе направляющая втулка клапана не будет иметь плотной посадки, а сам клапан в указанной втулке начнет страдать от перегревов. Перегрев клапана будет происходить в результате того, что эффективность отвода избыточного нагрева от стержня клапана к ГБЦ существенно снизится. Неисправность будет быстро прогрессировать, втулка начнет болтаться в посадочном гнезде, что потребует повторной разборки двигателя для проведения ремонта.
Теперь перейдем к тому, как установить направляющие втулки клапанов в головку блока цилиндров. Саму запрессовку реализуют при помощи описанной выше оправки, по которой следует нанести молотком пару резких ударов. Учтите, наличие на новой втулке специального тонкого пояса для размещения маслосъемного колпачка обязывает к тому, чтобы оправка ни с одной стороны не опиралась на данный пояс. Игнорирование данной рекомендации может привести к тому, что втулка деформируется или окажется сломанной.
Саму запрессовку реализуют при помощи описанной выше оправки, по которой следует нанести молотком пару резких ударов. Учтите, наличие на новой втулке специального тонкого пояса для размещения маслосъемного колпачка обязывает к тому, чтобы оправка ни с одной стороны не опиралась на данный пояс. Игнорирование данной рекомендации может привести к тому, что втулка деформируется или окажется сломанной.
Завершением процесса установки направляющих втулок клапанов ударным способом является финальная калибровка отверстий. Данную процедуру выполняют при помощи разверток. Рекомендуется использовать алмазные развертки, так как данный инструмент более долговечен и обеспечивает стабильный предсказуемый результат сравнительно с обычными стальными развертками. После обработки отверстий необходимо выполнить проверку зазоров клапанов во втулках с учетом рекомендуемых параметров. Зазоры впускных клапанов должны быть на 0.01 мм меньше по сравнению с выпускными, которые сильнее нагреваются при работе ДВС (например, 0. 02 — 0.04 против 0.03 — 0.04 мм). Отметим, что добиваться минимально допустимых зазоров не обязательно. Следует добавить, что данное утверждение особенно актуально для выпускных клапанов, так как малые зазоры в направляющих втулках могут привести к их заклиниванию.
02 — 0.04 против 0.03 — 0.04 мм). Отметим, что добиваться минимально допустимых зазоров не обязательно. Следует добавить, что данное утверждение особенно актуально для выпускных клапанов, так как малые зазоры в направляющих втулках могут привести к их заклиниванию.
Выпрессовка и установка направляющих втулок клапанов съемником
Далее рассмотрим наиболее оптимальный способ выпрессовки направляющих втулок клапанов специальным съемником-выпрессовщиком втулок. Начнем с того, что съемники бывают разными и являются универсальными инструментами. При помощи данного решения можно снимать втулки клапанов на разных ГБЦ без риска повредить посадочную плоскость в головке блока. Другими словами, наличие съемника сводит к минимуму возможные задиры или другие дефекты отверстия по сравнению с использованием молотка и оправки.
Работа со съемником предполагает:
- под инструмент подкладывается втулка подходящего размера. Подбор такой втулки осуществляется с учетом того, чтобы при установке съёмника резьбовая часть вышла из направляющей клапана на 20-30 мм;
- далее съемник устанавливается и фиксируется парой гаек, которые специально обточены.
 Также допускается использование одной гайки, если таковая предусмотрена конструкцией съемника;
Также допускается использование одной гайки, если таковая предусмотрена конструкцией съемника; - следующим шагом становится необходимость придержать верхним ключом съёмник в его центральной части;
- одновременно с этим нижним ключом выпрессовывается направляющая втулка клапана;
 Также допускается использование одной гайки, если таковая предусмотрена конструкцией съемника;
Также допускается использование одной гайки, если таковая предусмотрена конструкцией съемника;После того, как к съемнику прикладывается определенное усилие, можно услышать явный щелчок. Такой звук укажет на то, что втулка клапана сорвана с посадочного места и движется наружу из отверстия в ГБЦ. Далее нужно крутить винт съемника до того момента, пока втулка не будет извлечена. Затем необходимо приготовить новые втулки для запрессовывания. Далее следует повторить все подготовительные процедуры, описанные выше при установке втулок оправкой. Дополнительно можно смазать втулку клапана моторным маслом для облегчения посадки в гнездо.
Чтобы запрессовать втулки съемником понадобятся 2 проставки, которые имеют коническую фаску и упираются в седло клапана. Одна деталь должна иметь больший диаметр, а другая меньший (в соответствии с тем, что посадочное место впускного клапана больше, а выпускного клапана меньше). Также снова понадобиться осуществить подбор распорных втулок съёмника, учитывая при этом необходимость выхода резьбовой части съемника на 20-30 мм при установке новой втулки клапана.
Также снова понадобиться осуществить подбор распорных втулок съёмника, учитывая при этом необходимость выхода резьбовой части съемника на 20-30 мм при установке новой втулки клапана.
Параллельно с этим нужно избежать повреждения пояса (буртика) на направляющей втулке, так как данный пояс служит местом крепления резинового колпачка. Если пояс повредить при установке, герметичность колпачка-сальника будет нарушена. Чтобы не повредить пояс, используется отдельная гайка, которая упирается в направляющую без риска повреждения пояса. Получается, данная гайка поджимает направляющую втулку клапана. Обратите внимание, установка дополнительной гайки уменьшает количество резьбы на шпильке съемника. По этой причине для уменьшения нагрузки на резьбу следует накрутить еще одну втулку съемника.
Рекомендуем также прочитать статью о том, какой зазор должен быть у поршневого кольца. Из этой статьи вы узнаете о правильном подборе теплового зазора поршневых колец во время их замены или в процессе капитального ремонта двигателя.
Теперь можно запрессовать втулку съемником. Окончанием запрессовки является момент, когда прокручивать съемник станет тяжелее. Это будет говорить о том, что втулка опустилась на посадочное место и уперлась стопорным кольцом, которое выполнено на направляющей для регулировки правильной посадки. После появления усилия крутить съемник дальше не нужно, так как можно повредить направляющую. Съёмник пора разбирать и снимать, так как новая втулка уже запрессована в головку блока.
Далее втулки понадобится подгонять по посадочным размерам. Это необходимо в том случае, если направляющую слегка сдавило при запрессовке. Выполняется данная процедура аналогично описанной выше, то есть при помощи развертки. Развертка вставляется в отверстие и без давления прокручивается, благодаря чему происходит аккуратное развёртывание. По окончании следует выдуть остатки стружки при помощи сжатого воздуха.
Завершающим этапом становятся обязательные замеры диаметра полученного отверстия в направляющей втулке. Для проверки используется специальный индикаторный нутромер. Также следует измерить толщину стержня клапана при помощи микрометра. Если все выполнено правильно, тогда зазор будет находиться в допустимых пределах.
Для проверки используется специальный индикаторный нутромер. Также следует измерить толщину стержня клапана при помощи микрометра. Если все выполнено правильно, тогда зазор будет находиться в допустимых пределах.
Затем можно вставить клапан и проверить качество его прилегания к седлу. В том случае, если клапан не полностью прилегает к седлу, тогда очевидна потеря соосности между центром втулки и центром седла клапана. Такое явление иногда возникает после замены направляющих втулок клапанов. Для решения данной проблемы потребуется осуществить притирку клапанов. Чтобы притереть клапана, нужно обработать специальной шарошкой седло клапана. После притирки клапанов можно считать процесс замены направляющих втулок полностью завершенным.
Сравнение методов замены направляющих клапанов | Goodson Tools & Supplies
Главная
→
Газета Гудсона
→
Сравнение методов замены направляющей клапана
от Goodson Tools & Supplies
В прошлом мы обсуждали измерение ваших направляющих клапанов, чтобы определить, находятся ли они в допустимых пределах. В этой статье мы рассмотрим различные методы ремонта и замены направляющих. Эти методы включают в себя:
- Накатка
- Установка тонкостенных бронзовых направляющих
- Замена направляющих пластин
- Модификация направляющей клапана для установки штоков клапанов увеличенного размера
- Замена встроенных направляющих на ложные
- Установка спиральных вкладышей BronzeWall 2
К концу этой статьи вы должны иметь представление о плюсах и минусах каждого метода. Но независимо от того, какой метод вы выберете, важно, чтобы направляющая клапана была отцентрована, чтобы обеспечить правильное выравнивание всех компонентов. Также важно тщательно очистить головку ПЕРЕД сборкой клапанов. Любой мусор или металлическая стружка, оставшиеся в головке, вызовут преждевременный выход из строя. При выборе метода ремонта направляющих клапанов необходимо учитывать два фактора: стоимость и производительность. В этом контексте производительность — это НЕ выходная мощность, а конечное использование (например, дизель, высокая производительность, чугун, алюминий и т. Д.). Еще один решающий фактор, который косвенно связан с двумя другими) — работаете ли вы со всеми клапанами или только с некоторыми из них. Необходимо учитывать множество переменных, которые мы объясним при обсуждении каждого метода.
Направляющие вставки
| Способ ремонта | Преимущества | Недостатки |
| Накатка направляющей клапана | Низкая стоимость. Требуются простые инструменты (электрическая дрель, редуктор, накатная оправка, развертка, хонинговальный инструмент и инструмент для удаления заусенцев). Созданная спиральная канавка помогает удерживать масло в направляющей. Операция выполняется на скамье, а не на сидении, а на направляющей машине. | Временное исправление. Канавка смята, а не срезана. Ограничивается ремонтом чугунных направляющих. Groove затрудняет измерение внутреннего диаметра направляющей. Ограничено износом направляющей менее 0,005 сверх указанного зазора. |
| Тонкостенные Бронзовые вкладыши | Более низкая стоимость по сравнению с фальшивыми направляющими. Улучшает работу чугунных направляющих. Сплав фосфористой бронзы превосходит чугун. Сменный. Операция обычно выполняется на скамье, а не на сиденье и направляющей машине. Сплав фосфористой бронзы обладает высокими прочностными характеристиками и хорошими теплообменными свойствами. | Требуется специальный инструмент. Для каждой направляющей клапана требуется несколько шагов. Особое внимание следует уделить тому, чтобы выравнивание направляющих не сместилось во время установки. При установке вкладыша в существующую неинтегрированную направляющую важно, чтобы направляющая была прочной (не ослаблена и не повреждена) в литой головке.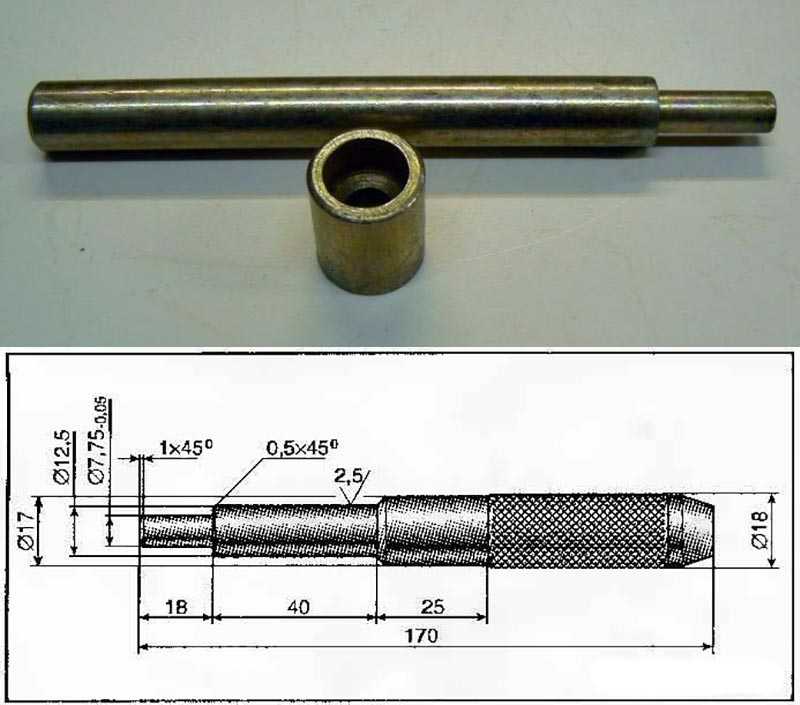 |
| Сменные направляющие вставки | Предназначен для замены при износе. Удобство обслуживания — идеально подходит для автопарка или других транспортных средств с высокой нагрузкой. | могут привариться к головке во время работы двигателя, что затруднит их удаление. В редких случаях направляющие вставки могут сжиматься во время использования, что может привести к повреждению головки, если они будут перемещаться вверх и вниз вместе со штоками клапана. Замена в этом случае требует специального инструмента для установки направляющих наружного диаметра увеличенного размера. |
| Модификация направляющих для штоков клапанов увеличенного размера | Рекомендуемый метод, если вы все равно будете заменять клапаны. Может выполняться с помощью развертки или хонинга направляющих клапанов. Хонингование дает точный контроль зазоров. | Для надежного уплотнения могут потребоваться другие уплотнения штока. Приводит к другим операциям, таким как замена сиденья. Не все магазины оборудованы для обслуживания этих модифицированных головок. Потребуется специальный инструмент. |
| Замена встроенных направляющих ложными (ремонтными) направляющими | Использует меньше инструментов, чем вкладыши. Операция выполняется на машине с сиденьем и направляющими, поэтому вы можете настроить один раз и выполнить все направляющие. Более быстрое снятие и установка по сравнению с тонкостенными вкладышами. Доступны варианты из сплава чугуна и бронзы. Самонесущий дымоход. Удобство обслуживания – в будущем его можно будет заменить с большей легкостью. | Большая масса направляющей более равномерно передает тепло на головку. Время настройки может быть непомерно высоким, если вы ремонтируете только одну или две направляющие в головке. В этих случаях методы на стенде обычно быстрее. В этих случаях методы на стенде обычно быстрее. |
| Установка вставок/втулок спирального типа Bronze-Wall 2® | Более низкая стоимость по сравнению с фальшивыми направляющими. Идеально подходит для ремонта некоторых, но не всех направляющих в головке. Направляющие с чрезмерным износом не будут поддерживать проводник. Износостойкий сплав фосфористой бронзы. Простота установки и удаления. | Требуется специальный инструмент из быстрорежущей стали, что делает срок службы инструмента непредсказуемым. Для установки требуется несколько шагов. Работает только в чугунных головках. |
Выберите систему, которая наилучшим образом соответствует вашим потребностям. Методы на стенде обычно используются мастерами-сделай сам и небольшими магазинами. Цеха с большим объемом могут оправдать расходы на направляющий и посадочный станок для замены направляющих, а также другие операции по механической обработке ГБЦ. Конечно, из каждого правила есть исключения, поэтому используйте это как дорожную карту, а не свод правил.
Конечно, из каждого правила есть исключения, поэтому используйте это как дорожную карту, а не свод правил.
Вы также можете прочитать пару книг с отличным объяснением методов и пошаговыми инструкциями по большинству этих процедур. Первым из них является «Полное руководство по головке цилиндров и двигателю» Sunnen, написанное Джоном Г. Эдвардсом. К сожалению, эта книга больше не издается, но вы можете приобрести подержанную копию на E-Bay или Amazon. Вторая книга, которую мы рекомендуем, — это Engine Service Automotive Machining & Engine Repair Гэри Льюиса, опубликованная AERA.
Если вы запутались или у вас есть дополнительные вопросы, обратитесь в технический отдел.
Поделиться этой публикацией…
Предыдущий пост
Следующий пост
Снятие направляющей клапана | Goodson Tools & Supplies
Главная
→
Газета Гудсона
→
Разборка двигателя: Снятие направляющей клапана
от Goodson Tools & Supplies
Направляющие клапана… они есть в каждом двигателе, и если вы ремонтируете головку блока цилиндров, вам придется их снять. И именно об этом мы говорим сегодня.
И именно об этом мы говорим сегодня.
В прошлом мы много говорили об изменении размеров направляющих клапанов, замене направляющих клапанов, накатке направляющих клапанов и т. д., но мы редко касались того, как вытащить из головки эти маленькие гады.
На самом деле все довольно просто. Вы можете развернуть их; их можно высверлить; вы можете выгнать их. Все зависит от того, с каким руководителем и проводником вы имеете дело.
Конечно, прежде чем снимать направляющие клапанов, необходимо снять сальники клапанов. На рынке есть множество инструментов для выполнения этой работы — от кирок до плоскогубцев. Goodson предлагает три инструмента для снятия уплотнений клапанов. Съемник уплотнений клапана со скользящим молотком, съемник уплотнений с регулируемой головкой и универсальными клещами для уплотнений.
У каждого из этих средств для снятия уплотнений есть свои плюсы и минусы; это действительно сводится к тому, какой из них вам удобнее всего использовать.
Теперь, когда уплотнения сняты, пришло время снова взглянуть на направляющие. Давайте углубимся…
Давайте углубимся…
Сменные направляющие из алюминиевых или чугунных головок
У вас есть несколько вариантов снятия направляющих клапанов с алюминиевых и чугунных головок. Вы можете
- выбить их и заменить на новые направляющие
- развернуть оригинальные направляющие для установки штоков клапанов увеличенного размера
- изношенные направляющие и вставные вкладыши
Выбор за вами.
Goodson, конечно же, предлагает инструменты и расходные материалы для всех ваших вариантов, включая сменные направляющие.
Приводы для направляющих клапанов
Как видно из названия, эти инструменты используются для выталкивания (или выталкивания) существующей направляющей из направляющего отверстия. У вас есть выбор приводов с механическим или механическим приводом в широком диапазоне размеров, включая множество дизельных двигателей. Все драйверы направляющих Goodson имеют направляющие, которые немного меньше внутреннего диаметра направляющей для легкого удаления и имеют отрицательный угол 1 °, чтобы предотвратить грибовидное образование направляющих и их заклинивание в канале ствола. Направляющие с электроприводом рассчитаны на работу с большинством стандартных пневматических инструментов, включая пневмомолот Goodson (AH-335). Для получения дополнительной информации о драйверах направляющих клапанов Goodson, в том числе о ценах и размерах, посетите раздел драйверов направляющих клапанов в интернет-магазине.
Направляющие с электроприводом рассчитаны на работу с большинством стандартных пневматических инструментов, включая пневмомолот Goodson (AH-335). Для получения дополнительной информации о драйверах направляющих клапанов Goodson, в том числе о ценах и размерах, посетите раздел драйверов направляющих клапанов в интернет-магазине.
Применение для дизельных двигателей
Съемники направляющих клапанов также доступны для головок дизельных двигателей. Эти драйверы продаются по приложениям, а не по размерам, но, как и со всеми инструментами, если размеры подходят для другого приложения, вы можете его использовать. Goodson предлагает несколько размеров для различных областей применения.
Регулируемый привод направляющей клапана с электроприводом и сменными направляющими
Последний привод направляющей клапана, о котором мы поговорим сегодня, — регулируемый привод направляющей клапана с приводом со сменными направляющими (это полный рот!). Что делает этот драйвер уникальным, так это сменный пилот с резьбой 5/16″ – 18. Они доступны как в SAE, так и в метрическом диаметре от 0,312″ до 9,0 мм. Благодаря конструкции этой отвертки вы можете отрегулировать установочную втулку для регулировки высоты направляющих от 0″ до 1-1/4″. После того, как вы установили правильную высоту установки, вы можете переходить от одной направляющей к другой без необходимости все переустанавливать.
Что делает этот драйвер уникальным, так это сменный пилот с резьбой 5/16″ – 18. Они доступны как в SAE, так и в метрическом диаметре от 0,312″ до 9,0 мм. Благодаря конструкции этой отвертки вы можете отрегулировать установочную втулку для регулировки высоты направляющих от 0″ до 1-1/4″. После того, как вы установили правильную высоту установки, вы можете переходить от одной направляющей к другой без необходимости все переустанавливать.
Колонковые буры и развертки
Пилотные корончатые буры и развертки существуют уже много лет и до сих пор отлично работают! Goodson рекомендует использовать их всухую с весом от 175 до 225 RM для достижения наилучших результатов и использовать их в соответствующих парах, где это возможно (см. таблицу справа). Пилотные корончатые буры предназначены для точного центрирования в направляющей.
Если у вас есть головки цилиндров со встроенными направляющими клапанов (т. е. они являются частью базовой отливки), вам потребуются корончатое сверло и развертка.
Очень простой выбор инструмента
Узнайте, какой внутренний диаметр у направляющей клапана. Узнайте наружный диаметр новой направляющей клапана и выберите в соответствии с ней.
Пример: направляющая клапана имеет внутренний диаметр 11/32 дюйма, 0,343 дюйма, а сменный клапан имеет внешний диаметр 0,500 дюйма, тогда вам следует выбрать корончатое сверло с пилотным отверстием 11/32 дюйма, диаметром 0,343 дюйма и размером сверла . 468”.
Затем вы должны выбрать колонковый расширитель, который направляется в только что просверленное отверстие диаметром 0,468 дюйма, и теперь вы будете направлять колонковый расширитель через отверстие направляющей клапана, оставляя готовое отверстие 0,500 «½». Когда вы нажмете на направляющую клапана, вы достигнете «раздавливания 0,002».
Это в значительной степени охватывает основы. Как обычно, если у вас есть дополнительные вопросы, свяжитесь с Goodson Techxperts™ по телефону 1-800-533-8010 .
Поделиться этой публикацией.
