Зазор между поршнем и цилиндром
Как только вы завели двигатель и вам послышался звук, похожий на стук, а потом, когда двигатель прогрелся он пропал, либо немного стих, это значит, что пришла пора для проверки зазора между поршнями и цилиндрами. А это говорито том, что в руки нужно взять в руки инструмент и начать разбирать ГБЦ.
- Какие изменения могут быть с зазором между поршнем и цилиндром
- Существуют ли какие-то нормы соответствия поршней и цилиндров
- Причины изменения зазора между поршнем и цилиндром
- К чему может привести возникшая проблема зазора между поршнем и цилиндром
- Как самостоятельно проверить зазор между поршнем и цилиндром
По Вашему мнению может ли быть что-то общее между человеком и мотором машины. Маленький человек, не может вам рассказать или пожаловаться вам на какую-то боль или беспокойство. Только по стечению времени он начинает говорить и может вам что-то объяснить.
Точно так и мотор машины, когда он новый, он работает и ему ничего не мешает. Но опять же проходит какой-то промежуток времени и он начинает сообщать о каких-либо проблемах. Это можно понять по звуку издаваемому им. А точнее по стуку деталей которые находятся внутри.
Но опять же проходит какой-то промежуток времени и он начинает сообщать о каких-либо проблемах. Это можно понять по звуку издаваемому им. А точнее по стуку деталей которые находятся внутри.
У этого стука могут быть разные проблемы происхождения. Это может как распредвал так и коленвал стучать или какие-либо другие детали. Как упоминали ранее возможно это зазор между поршнем и цилиндром. Именно о такой проблеме двигателя пойдет сегодня речь.
Нужно знать, что рано или поздно стук появится и эту проблему необходимо будет решать, а не откладывать на потом.
Какие изменения могут быть с зазором между поршнем и цилиндром
При правильной эксплуатации мотора со временем естественным путем сужается зазор между этими деталями. Происходит это из-за того, что во время эксплуатации при высоких температурах работают детали.
Помимо этого, еще причинами возникновния такой проблемы являются неправильное регулирование движущихся деталей, перегрузки температуры, перекос цилиндров. Вы знаете то, что блоки цилиндров изготавливают чаще всего из аллюминиевого материала, у которых преобладает двойной коэффициент расширения, в сравнении с легированным чугуном.
Вы знаете то, что блоки цилиндров изготавливают чаще всего из аллюминиевого материала, у которых преобладает двойной коэффициент расширения, в сравнении с легированным чугуном.
Причиной уменьшения зазора между описываемыми деталями, является полусухое трение, из-за чего увеличивается температура деталей блока цилиндров. Со временем смазка пропадает и зазор исчезает из-за появления задир на поршне.
Для определения состояния блока цилиндров проводят диагностику, после которой выносят вердикт о ремонте цилиндров и элементов поршневой группы мотора. Но полностью сказать на сколько поршни, гильзы и другие детали деформировались можно при полном разбирании ГБЦ.
Если вы дошли до поршневой группы можно начинать дефектовку цилиндров и поршней. Приборы которыми измеряют диаметры называются микрометр применяют для поршней, а нутрометр применяют при измерении диаметров цилиндров.
Существуют ли какие-то нормы соответствия поршней и цилиндров
Перед началом ремонта поршневой группы, вам нужно узнать о том, что бывают группы диаметров поршней, и таблицы в которых указаны номинальные размеры цилиндров и поршней. Именно этими знаниями нужно пользоваться при ремонте.
Именно этими знаниями нужно пользоваться при ремонте.
Существует определенная классификация поршней в зависимости от наружного диаметра, их всего пять: А, В, С, D, E через каждый 0,01 миллиметр размера. К этому еще категории размеру отверстия под поршневой палец через каждые 0,004 миллиметра. Эти данные в форме цифры — это категория отверстия, а буквы – это класс поршня, они написаны на днище поршня.
Расстояние между поршнем и цилиндром должно соответствовать определенным расчетным нормам. Норма для новеньких деталей считается от 0,05 до 0,07 мм. А для деталей бывших в использовании зазор должен быть не более 0,15 мм.
В общем-то для этого и делается промер зазора между поршнем и цилиндром, чтобы купить поршни такого класса, какого и цилиндры. Но может быть и так, что зазор превышает размер 0,15 мм, то нужно подобрать поршень к цилиндру, с наибольшим близким значением к расчетному размеру.
Сначала нужно делать расточку цилиндров с максимальным приближением близкому к цифрам ремонтного размера.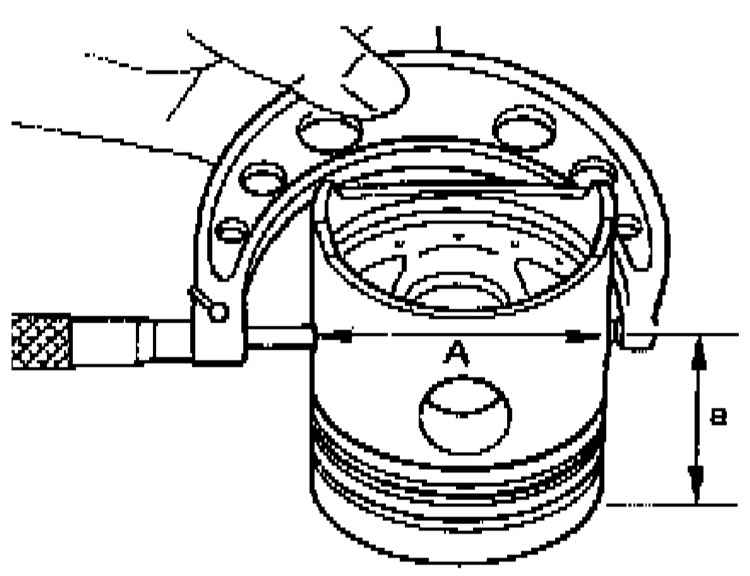 Но еще необходимо не забыть оставить припуск около 0,03 миллиметра для хонингования поверхности цилиндров после расточки. Только после этого всего можно приобретать поршни.
Но еще необходимо не забыть оставить припуск около 0,03 миллиметра для хонингования поверхности цилиндров после расточки. Только после этого всего можно приобретать поршни.
Во время хонингования нужно выдерживать диаметр, чтобы при устанавливании поршня зазор входил в пределы допускаемой максимальной цифры зазора новых деталей 0,045 миллиметров.
Микрометр служит для определения размера поршней, а нутрометр для определения размера цилиндров.
При покупке поршней к цилиндрам нужно учитывать не только номинальный или ремонтный размер, а также нужно знать и вес поршней. Он может быть нормальным, а может больше или меньше на пять грамм. К ремонтным поршням нужно подбирать ремонтные кольца ремонтных размеров.
Только после всех нужных проведенных манипуляций с зазором между этими деталями, вы быстро подберете необходимые размеры, и после растачивания установите поршень.
Причины изменения зазора между поршнем и цилиндром
Почему так происходит? Вроде бы стараешься эксплуатировать двигатель согласно инструкции. Масло моторное заливаем как советует производитель. Не жалеем денег на то чтобы двигатель был всегда «накормлен», так как говорят производители.
Масло моторное заливаем как советует производитель. Не жалеем денег на то чтобы двигатель был всегда «накормлен», так как говорят производители.
Но все же есть причины изменения зазора:
Даже во время правильной эксплуатации мотора, не может вам с точностью объяснить почему появляется увеличение зазора между этими двумя деталями. Нужно помнить, что все детали работают в экстремальных условиях, то есть при высоких температурах. Поэтому избежать изменения свойств металла не получится, можно только отодвинуть не надолго, но избежать не удастся. У поршня со временем начинают изнашиваться естественным путем канавки для колец, отверстия под палец и др.
Причинами могут стать неисправности появляющиеся во время эксплуатации мотора: перегрев мотора незафиксированный, не правильно урегулированные движущиеся детали, перекос мотора, плохого качества моторное масло, попадание в моторное масло топлива или охлаждающей жидкости и другие причины.
Все эти возникающие проблемы приводят к образованию такого зазора, который не соответствует заданным параметрам.
К чему может привести возникшая проблема зазора между поршнем и цилиндром
Увеличенный по размерам зазор может привести к стуку, к плохой компрессии мотора, увеличению расхода масла, и к поломке двигателя. А вот уменьшенный зазор может привести к появлению задир на цилиндрах, перегреву деталей блока.
Как при увеличении зазора, так и при его уменьшении понадобится ремонтировать поршневую группу. Тут без вариантов. Можно конечно задуматься о приобретении нового мотора. Но дешевле будет если сделать ремонт такого рода поломки. Весь процесс будет исходить из замены цилиндров и их расточке и хонинговании.
Как самостоятельно проверить зазор между поршнем и цилиндром
Конечно, чтобы проверить зазор, необходимо для начала разобрать ГБЦ. В общем то вы начинаете капитальный ремонт мотора. Так как по результатам диагностики скорее всего появятся проблемы с распредвалом, коленвалом, заменой прокладок, подшипников, вкладышей, работы вам будет предостаточно. Но сегодня мы рассматриваем зазор между цилиндрами и поршнями.
Для начала нам необходимы для измерительных инструмента: нутрометр и микрометр. Для чего они нужны мы упоминали ранее. Останавливаться на структуре материала и технологии изготовления деталей мы не станем. Начнем измерять размеры поршней.
Как и у цилиндров, у поршней тоже есть классификация по наружному диаметру и их пять классов: A, B, C, D, E. Замерять диаметр поршня нужно в районе цилиндрической части юбки, расстояние от днища плоскости в 52,4 миллиметра. Класс поршня вы разгледите на днище поршня.
Расстояние между поршнем и цилиндром должно соответствовать определенным расчетным нормам. Для новых деталей нормой считается от 0,05 до 0,07 мм. А для деталей бывших в использовании зазор должен быть не больше 0,15 мм.
В общем-то для этого и делаются промеры, чтобы купить поршни такого класса, какого и цилиндры. Но возможно и следующее, что зазор превышает размер 0,15 миллиметров, то необходимо подобрать поршень к цилиндру, с наибольшим приближенным значением к расчетному размеру.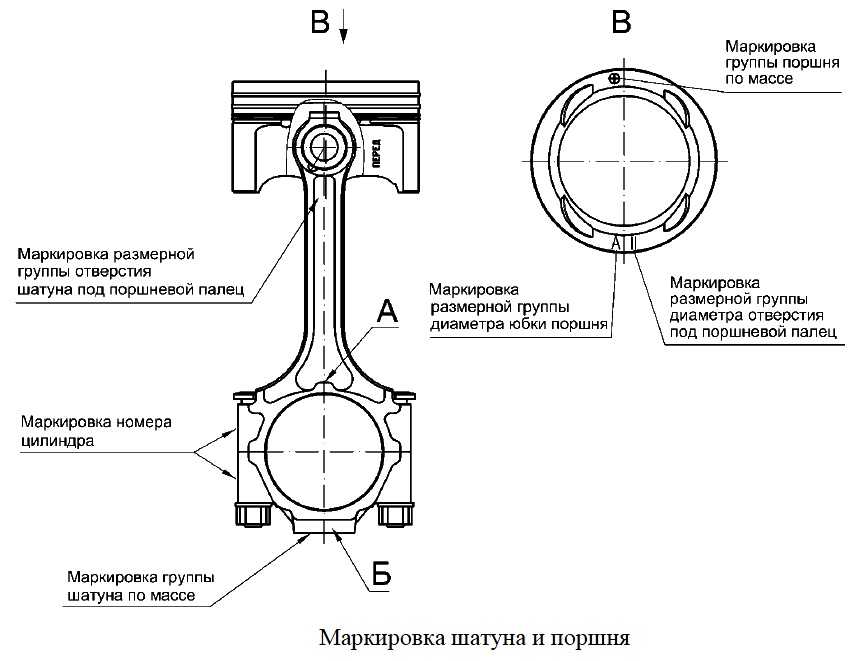
Сначала нужно делать расточку цилиндров к максимально близкому по цифрам ремонтному размеру. Также не нужно забывать оставлять припуск около 0,03 миллиметра для хонингования поверхности цилиндров после растачивания. Только после этого всего можно приобретать поршни.
Как только вы сделали ремонт цилиндров, начинаем подбирать поршни нужного ремонтного размера. Для обычных моделей моторов отечественного производства, норма монтажного зазора между этими двумя деталями следующая: 0,06-0,08 миллиметров для двигателей 05 и 06, а 0,05-0,07 для двигателей 01 и 03.
Обязательно при покупке поршней необходимо уделить внимание на их массу. Вес одного поршня двигателя не должен быть меньше или больше на 2,5 грамм. Это нужно для того чтобы снизить вибрацию мотора при разности масс возвратно-поступательного движения.
Все необходимые размеры поршня и цилиндра, а также нормы производителя к зазорам для того мотора который у вас можно узнать из руководства по эксплуатации именно вашего типа мотора.
Желаем удачи вам при проведении замеров зазора между поршнем и цилиндром, а также в правильном выборе необходимых деталей.
каким должен быть и как замерить
Для обеспечения высокой компрессии в двигателе, а это сильно влияет на его КПД и прочие способности по отдаче, лёгкости запуска и удельному расходу, поршни должны стоять в цилиндрах с минимальным зазором. Но сводить его к нулю невозможно, из-за разной температуры деталей двигатель заклинит.
Содержание статьи:
- 1 Почему изменяется зазор между поршнем и цилиндром
- 2 Нормы соответствия
- 3 Результат нарушения зазора
- 4 Как проверить зазор между поршнем и цилиндром
Поэтому зазор определяется расчётным путём и строго соблюдается, а необходимое уплотнение достигается применением пружинных поршневых колец в роли газового и масляного уплотнения.
Почему изменяется зазор между поршнем и цилиндром
Конструкторы автомобилей стремятся, чтобы детали двигателя работали в режиме жидкостного трения.
Это такой способ смазки трущихся поверхностей, когда благодаря прочности масляной плёнки или подаче масла под давлением и при требуемом расходе непосредственного соприкосновения деталей не происходит даже под значительной нагрузкой.
По теме: Как понять что пробита прокладка ГБЦ
Не всегда и не во всех режимах подобное состояние можно удержать. Влияют на это несколько факторов:
- масляное голодание, подвода смазывающей жидкости, как это делается в подшипниках скольжения коленчатого и распределительного валов, под давлением в зону между поршнем и цилиндром не производится, а прочие способы смазки не всегда дают стабильный результат, лучше всего работают специальные масляные форсунки, но по разным причинам ставят их неохотно;
- некачественно сделанный или изношенный рисунок хонингования на поверхности цилиндра, призван он удерживать масляную плёнку и не давать ей полностью исчезнуть под усилием поршневых колец;
- нарушения температурного режима вызывают обнуление теплового зазора, исчезновение масляного слоя и появление задиров на поршнях и цилиндрах;
- применение некачественного масла с отклонением по всем значимым характеристикам.


Кажется, парадоксальным, но больше изнашивается поверхность цилиндра, хотя она обычно изготовлена из чугуна, это цельный чугунный блок или различные сухие и мокрые гильзы, залитые в алюминий блока.
Даже если гильза отсутствует, поверхность алюминиевого цилиндра подвергается специальной обработке, и на ней создаётся слой специального твёрдого износостойкого покрытия.
Связано это с более стабильным давлением на поршень, которое при наличии смазки почти не снимает с него металл при движении. А вот цилиндр подвержен грубой работе пружинных колец с высоким удельным давлением из-за малой площади контакта.
Это интересно: Как проверить датчик положения распредвала ДПРВ
Естественно, поршень тоже изнашивается, даже если это происходит с меньшей скоростью. В результате суммарного износа обеих поверхностей трения зазор непрерывно увеличивается, причём неравномерно.
Нормы соответствия
В исходном состоянии цилиндр полностью соответствует своему названию, это геометрическая фигура с постоянным диаметром по всей высоте и окружностью в любом сечении, перпендикулярном к оси. Однако, поршень имеет куда более сложную форму, к тому же он располагает термофиксирующими вставками, в результате чего неравномерно расширяется при работе.
Однако, поршень имеет куда более сложную форму, к тому же он располагает термофиксирующими вставками, в результате чего неравномерно расширяется при работе.
Для оценки состояния зазора выбирается разница диаметров поршня в зоне юбки и цилиндра в средней его части.
Формально принято считать, что тепловой зазор должен составлять примерно от 3 до 5 сотых долей миллиметра по диаметру у новых деталей, а его максимальная величина в результате износа не должна превышать 15 сотых, то есть 0,15 мм.
Разумеется, это некие средние значения, двигателей великое множество и отличаются они как разными подходами к конструированию, так и геометрическими размерами деталей, зависящими от рабочего объёма.
Результат нарушения зазора
При увеличении зазора, а обычно оно связано ещё и с ухудшением работоспособности колец, всё больше масла начинает проникать в камеру сгорания и расходоваться на угар.
Теоретически при этом должна снижаться компрессия, но чаще она наоборот, повышается, из-за обилия масла на компрессионных кольцах, герметизирующего их зазоры.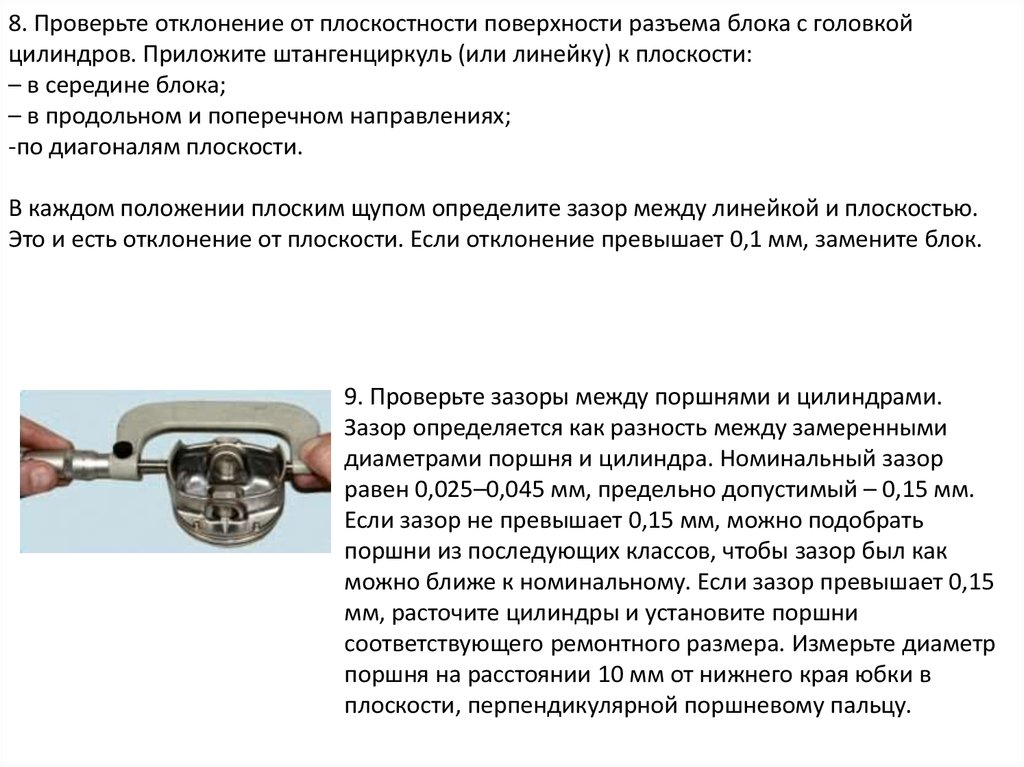 Но это ненадолго, кольца коксуются, залегают, и компрессия пропадает окончательно.
Но это ненадолго, кольца коксуются, залегают, и компрессия пропадает окончательно.
Поршни при увеличенных зазорах нормально работать уже не смогут и начинают стучать. Стук поршневой хорошо слышно на перекладке, то есть в верхнем положении, когда изменяет направление своего движения нижняя головка шатуна, а поршень проходит мёртвую точку.
Юбка отходит от одной стенки цилиндра и выбирая зазор с силой ударяет по противоположной. С таким звоном ездить нельзя, поршень может разрушиться, что приведёт к катастрофе всего мотора.
Как проверить зазор между поршнем и цилиндром
Для проверки зазора используется измерительная аппаратура в виде микрометра и нутромера, эта пара обладает классом точности, позволяющим реагировать на каждую сотую долю миллиметра.
Микрометром замеряется диаметр поршня в зоне его юбки, перпендикулярно пальцу. Стержень микрометра фиксируется зажимом, после чего нутромер устанавливается на ноль при опоре своим измерительным наконечником на стержень микрометра.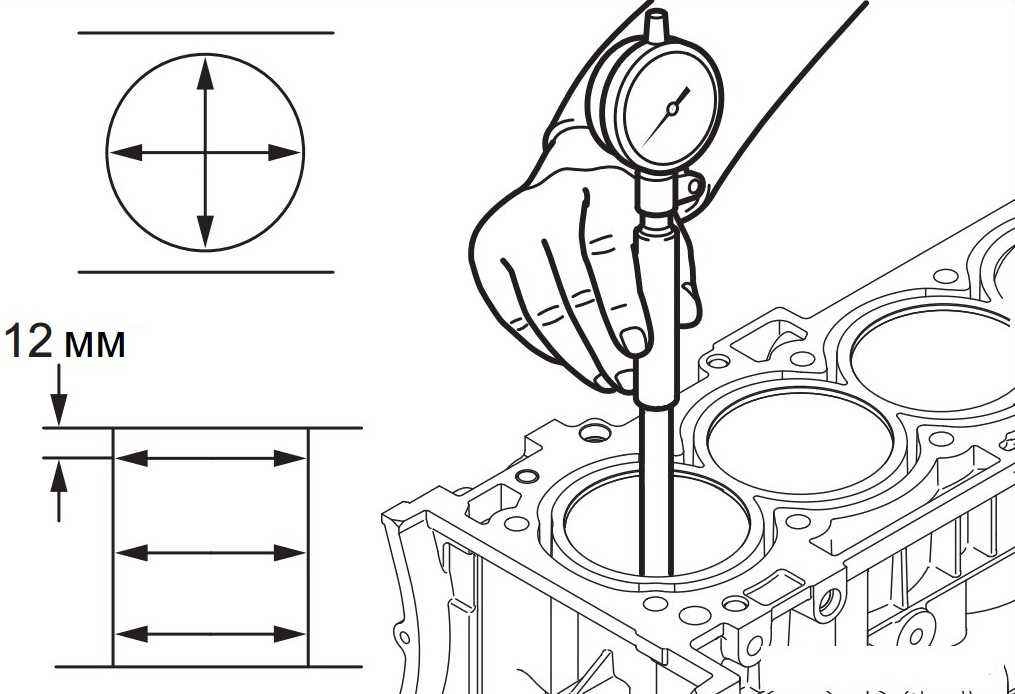
После такого обнуления индикатор нутромера будет показывать отклонения от диаметра поршня в сотых долях миллиметра.
Замер цилиндра производится в трёх плоскостях, верхней части, средней и нижней, вдоль зоны хода поршня. Замеры повторяются вдоль оси пальца и поперёк.
В результате можно оценить состояние цилиндра после износа. Главное, что потребуется – это наличие неравномерностей типа «эллипс» и «конус». Первое – отклонение сечения от окружности в сторону овала, а второе – изменение диаметра вдоль вертикальной оси.
Наличие отклонений в несколько соток говорит о невозможности нормальной работы колец и необходимости ремонта цилиндров или замены блока.
Заводы стремятся навязывать клиентам блок в сборе с коленвалом (шорт-блок). Но часто оказывается гораздо дешевле отремонтироваться расточкой, в тяжёлых случаях – гильзовкой, с заменой поршней на новые стандартные или ремонтного увеличенного размера.
Даже не новых двигателях со стандартными поршнями существует возможность точного подбора зазоров. Для этого поршни распределяются по группам с отклонением диаметра на одну сотку. Это позволяет выставить зазор с идеальной точностью и обеспечить оптимальные характеристики мотора и его предстоящий ресурс.
Разъяснение мифов, тайн и заблуждений
Toggle Nav
Зазор между поршнем и стенкой является важным параметром для любого двигателя, и для разных применений могут потребоваться совершенно разные характеристики. Мы объясняем науке, почему.
Среди блестящих предметов, которые появляются из новой коробки с высокопроизводительными поршнями, вам также предоставляется спецификация с подробным описанием критических размеров поршня и, помимо прочего, важнейшего отношения поршня к цилиндру. зазор стены. Это основная спецификация, на которую производители двигателей всегда ориентируются, чтобы обеспечить безотказную работу своих двигателей.
зазор стены. Это основная спецификация, на которую производители двигателей всегда ориентируются, чтобы обеспечить безотказную работу своих двигателей.
Чтобы узнать больше советов, приемов и приемов по сборке двигателей, НАЖМИТЕ ЗДЕСЬ!
Зазор между поршнем и стенкой устанавливается в нижней части юбки со стороны упора, как показано здесь. Между точкой зазора и пакетом колец ни одна часть поршня не соприкасается со стенкой цилиндра.
Общеизвестно, что правильный зазор необходим для успешной работы, и что слишком большой или слишком маленький зазор может легко привести к фатальному повреждению двигателя. Небольшой зазор необходим для обеспечения места для смазочной среды, но большая часть зазора встроена для обеспечения скорости расширения компонентов по мере того, как двигатель достигает рабочей температуры.
Ваш новый комплект поршней Wiseco обеспечит максимальную производительность, если вы будете следовать инструкциям, приложенным к каждой упаковке. Рекомендуемый зазор между поршнем и стенкой обеспечивает правильную посадку и бесперебойную работу.
Рекомендуемый зазор между поршнем и стенкой обеспечивает правильную посадку и бесперебойную работу.
Большинство конечных пользователей считают рекомендуемый зазор между поршнем и стенкой всеобъемлющим показателем оптимальной посадки поршня в отверстии цилиндра для безопасной работы.
В целом они верны, и внимательное отношение к рекомендуемой посадке почти всегда предотвратит такие страшные бедствия, как чрезмерное трение, удары поршня, повреждение колец и сопутствующие неисправности.
Рекомендуемой точкой измерения на поршне является точка наибольшего диаметра на поршне, поэтому она должна быть установлена с надлежащим зазором производителя. Думайте об этом как о точке безопасности, которую производители предоставляют для предотвращения неправильной установки и последующего повреждения двигателя. Но это еще не все. Когда двигатель работает при рабочей температуре, каждая точка на юбке поршня и в области контакта с кольцом имеет определенный зазор, предназначенный для обеспечения надлежащего функционирования поршня и связанного с ним пакета колец.
Юбка поршня является точкой контакта на упорных сторонах поршня. Зазор измеряется здесь в рекомендуемой производителем точке, которая варьируется в зависимости от поршня. Это самый большой диаметр поршня и точка критического зазора.
При определении оптимального зазора между поршнем и стенкой конструкторы учитывают все физические и тепловые условия эксплуатации поршня, оценивая следующие факторы и их взаимосвязь для каждой конструкции поршня.
- Приложение
- Тип блока (материал)
- Материал поршня (сплав)
- Тип (литой, кованый, заэвтектический)
- Размер поршня
- Смазка
- Охлаждение
ПРИМЕНЕНИЕ:
Различные приложения предъявляют различные требования. Частота вращения двигателя, давление в цилиндре, нагрузка на юбку, угол наклона штока и другие факторы играют роль в оценке проектировщиком окончательного требования к зазору поршня. Во многих низкоскоростных серийных двигателях до сих пор используются недорогие литые поршни с очень контролируемыми характеристиками расширения.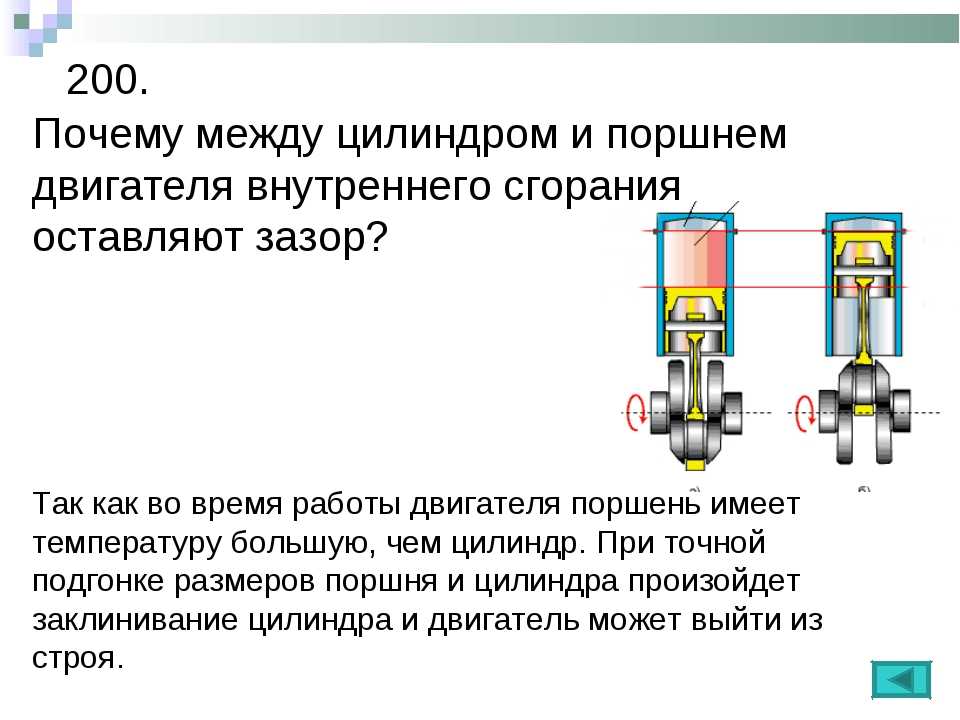 Они могут быть установлены очень плотно в канале ствола и служить долгое время при нормальной эксплуатации. Они не гремят при запуске, что является серьезной проблемой для автопроизводителей, и год за годом обеспечивают плавную и безотказную работу.
Они могут быть установлены очень плотно в канале ствола и служить долгое время при нормальной эксплуатации. Они не гремят при запуске, что является серьезной проблемой для автопроизводителей, и год за годом обеспечивают плавную и безотказную работу.
Зазор между поршнем и стенкой является важным параметром, на который влияет множество факторов. Знание размера поршня, основного материала, типа двигателя и многих других деталей имеет решающее значение для правильного выбора.
Непрерывная работа в режиме WOT резко увеличивает тепловую нагрузку на поршень, вызывая его большее расширение. Двигатели, подвергающиеся длительному WOT, почти всегда требуют дополнительного зазора, чтобы обеспечить повышенное расширение и обеспечить достаточное пространство для разбрызгивания пленки смазочного масла на стенках цилиндра. Гоночные двигатели и судовые двигатели, которые выдерживают длительную работу WOT, являются яркими примерами необходимости увеличения зазора.
Высокопроизводительные дорожные двигатели с впрыском закиси азота требуют большего зазора между поршнем и стенкой, чем, скажем, у обычного водителя, оборудованного четырьмя цилиндрами для ежедневного использования.
Другие соображения включают двигатели с высоким форсированием и двигатели с впрыском закиси азота. Рекомендуемые зазоры зависят от области применения, и разработчики поршней учитывают это, помогая вам с набором нестандартных поршней. Подобные высоконагруженные двигатели, как правило, испытывают более высокие тепловые нагрузки и гораздо более высокое давление в цилиндрах, что может увеличить отклонение поршня и потребовать большего зазора. В то время как поршень и шток являются механизмом, с помощью которого усилие передается на коленчатый вал, поршню также поручено поддерживать стабильную платформу для поддержки колец. Нестабильный поршень снижает уплотнительное кольцо и, следовательно, мощность.
Тип блока и материал
Тип блока имеет огромное значение в требованиях к зазору между поршнем и стенкой.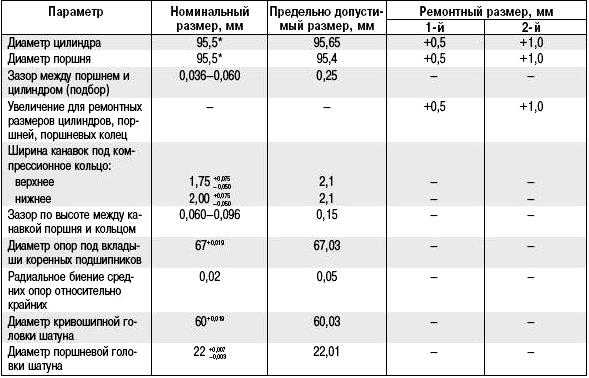 Алюминиевый блок, такой как этот блок Chevrolet LS3, будет расширяться больше, чем чугунный блок, что значительно изменит требования к зазору.
Алюминиевый блок, такой как этот блок Chevrolet LS3, будет расширяться больше, чем чугунный блок, что значительно изменит требования к зазору.
Чугун и алюминий являются основными материалами, из которых изготавливаются корпуса цилиндров. Эти материалы оказывают значительное влияние на зазор между поршнем и стенкой, в первую очередь из-за их характеристик теплового расширения. Чугунные блоки расширяются меньше, чем алюминиевые блоки с чугунными гильзами цилиндров, и поэтому более термически стабильны.
В некоторых блоках используются алюминиевые цилиндры с никасиловым покрытием без вкладышей — они расширяются еще больше. В любом случае необходимо учитывать изменения размеров из-за нагрева, чтобы получить надлежащий зазор поршня. И это включает в себя учет тепловых характеристик материала поршня. Деформация отверстия из-за усилия зажима крепления головки блока цилиндров также влияет на окончательные значения зазора поршня. В зависимости от двигателя и конструкции блока возможно искривление канала ствола и другими креплениями. Это могут быть опоры двигателя, насосы, кронштейны и так далее.
Это могут быть опоры двигателя, насосы, кронштейны и так далее.
МАТЕРИАЛ ПОРШНЯ
Основной материал поршня, вероятно, является самым большим фактором, определяющим требования к прилеганию поршня к стенке. Для поршней из материала 2618 потребуются немного большие зазоры, чем для поршней из материала 4032, который содержит термостабилизирующий силикон.
Литые поршни со встроенной компенсационной стойкой были обычным явлением в течение многих лет, и они до сих пор обеспечивают очень надежную работу в условиях малой мощности и низких оборотов. Около века назад было обнаружено, что добавление 12 процентов кремния в качестве легирующего компонента значительно стабилизирует расширение алюминиевых компонентов, таких как поршни.
Известный как эвтектический алюминиево-кремниевый сплав, он позволил разработать литые поршни с высоким содержанием кремния, содержащие до 20 процентов кремниевого сплава. Они известны как заэвтектические поршни, и их главным преимуществом является очень низкая скорость расширения. Они могут быть установлены с зазором между поршнем и стенкой всего 0,0005 дюйма по основному диаметру.
Интересно, что когда современный кованый поршень с большим начальным холодным зазором достигает рабочей температуры, разница в рабочем зазоре меньше, чем можно было бы предположить. Например, Wiseco использует сплавы 2618 и 4032 для всех своих поковок. Несмотря на то, что степень расширения различна для каждого сплава, компания Wiseco изготовила поршни из каждого сплава для одного и того же двигателя, которые успешно работают практически с одинаковым рабочим зазором. Поршень 2618 с более высоким расширением может иметь больший начальный зазор, чем поршень 4032, но как только двигатель достигает рабочей температуры, оба поршня будут иметь одинаковые рабочие зазоры.
Профиль поршня
Бочкообразная форма поршня помещает точку критического контакта на нижнюю часть юбки, чтобы обеспечить точку стабилизации вблизи нижней части поршня. Поршни также овальные, а не круглые, чтобы уменьшить трение на неосевых поверхностях.
Профиль поршня играет важную роль в определении зазора. Более узкие зазоры, как правило, уменьшают стук поршня при холодном пуске и обеспечивают более стабильную посадку, что способствует хорошему уплотнению колец.
Поршни с юбками полного радиуса (в отличие от бочкообразных профилей), как утверждается, способны к более плотной посадке. Реальность такова, что поршень с полной юбкой, поскольку он имеет профиль полного радиуса, измеряется в самом низу и имеет гораздо больший зазор везде, кроме точки измерения. Это пример того, как общий зазор поршня значительно отличается от опубликованной спецификации зазора.
Размер поршня
Чем больше поршень, тем больше он расширится. Хот-роды и американские двигатели V8, как правило, используют большие поршни, которые требуют большего начального зазора между поршнем и стенкой, чем, скажем, двигатель Honda с меньшим размером отверстия.
Для поршней большего размера обычно требуется больший зазор, чем для поршней меньшего размера. Сравнение крайностей иллюстрирует этот момент, если мы рассмотрим разницу в двух несвязанных поршнях, используемых для полета. Поршень размером с наперсток от Cox .049Двигатель модели самолета работает просто отлично с таким минимальным зазором, что ему даже не требуется поршневое кольцо какой-либо формы для герметизации продуктов сгорания.
И наоборот, поршень диаметром 5400 дюймов от двигателя Merlin V-12, который приводил в действие истребитель P-51 времен Второй мировой войны, требует зазора от 0,012 до 0,014 дюйма для удовлетворительной работы. Здесь мы также отмечаем, что тепловая нагрузка от трения далека. больше в двигателе Мерлина, чем в двигателе Кокса.В экстремальных условиях авиагонок в двигателе Мерлина возникает большая тепловая нагрузка с соответствующим расширением поршней.
Установка зазора между поршнем и стенкой часто зависит от процесса хонингования. Большинство механических мастерских не будут точить блок, пока у них не будут поршни и спецификация. Хонинговальные бруски удаляют материал очень медленно, а также делают стенки цилиндров гладкими и имеют необходимые впадины для прилипания к ним масла.
Смазка
Масло на стенке цилиндра адаптируется к местным условиям при рабочей температуре, но зазор поршня должен оставлять некоторое пространство для того, чтобы смазочная пленка выполняла свою работу. Масляная пленка создается брызгами, исходящими от быстро вращающегося коленчатого вала. Проще говоря, масло, вытекающее из боковых зазоров штока и коренных подшипников, отбрасывается на стенки цилиндра и контролируется тонким слоем маслосъемного кольца. Масляная пленка может быть менее 0,001 дюйма и учитывается в окончательном зазоре поршня. Масляная пленка должна присутствовать не только для смазки поверхностей, но и для передачи тепла от поршня к блоку цилиндров, а затем к системе охлаждения.
Способ охлаждения двигателя влияет на зазор между поршнем и стенкой. Поскольку двигатели с воздушным охлаждением зависят от температуры окружающего воздуха и обтекания ребер охлаждения двигателя (показано), они работают при более широком диапазоне рабочих температур и нуждаются в дополнительном зазоре.
Тип системы охлаждения
Существует значительная разница в требованиях к зазорам для двигателей с воздушным охлаждением и жидкостным охлаждением. Системы с воздушным охлаждением, такие как в автомобилях Volkswagen или Porsche, по сути являются нерегулируемыми системами, зависящими от условий воздушного потока. Они более склонны к деформации отверстия и неравномерному расширению. Воздушное охлаждение более привередливо из-за больших колебаний воздушного потока. Например, в авиационном двигателе охлаждение также уменьшается с высотой, поскольку воздух становится тоньше и уносит меньше тепла.
Жидкостное охлаждение обеспечивает большую стабильность благодаря легко регулируемой системе и более быстрому прогреву в качестве бонуса. Охлаждающая среда подается внутрь и наружу в соответствии с тепловыми условиями и регулированием, обеспечиваемым термостатом. Эти факторы влияют на результирующий зазор между поршнем и цилиндром.
Двигатели сверхвысокой мощности с устройствами увеличения мощности, такими как турбокомпрессоры, нагнетатели и закись азота, требуют большего зазора, чтобы справиться с экстремальным нагревом, выделяемым в условиях WOT.
Инженеры идут на многое, чтобы определить правильный зазор между поршнем и стенкой. Сюда входят испытания в реальных условиях на работающих двигателях с различными конфигурациями юбки и различными зазорами для определения пригодности каждого поршня для конкретного применения. Когда конструкция завершена, зазор и место проверки указываются в инструкциях, прилагаемых к поршням. Если эти рекомендации строго соблюдаются, вы можете рассчитывать на бесперебойную работу ваших новых поршней и оптимальное уплотнение цилиндра для достижения максимальной мощности.
АВТОРСКИЕ ПРАВА © 2022 WISECO PERFORMANCE PRODUCTS. ВСЕ ПРАВА ЗАЩИЩЕНЫ. WISECO PERFORMANCE PRODUCTS ЯВЛЯЕТСЯ ЧАСТЬЮ СЕМЕЙСТВА БРЕНДОВ-ПОБЕДИТЕЛЕЙ ГОНОК.
Зазор между поршнем и цилиндром: обучающее видео с Mahle
Сборка двигателя требует измерения нескольких компонентов для обеспечения адекватных зазоров. Зазор между поршнем и цилиндром является одной из таких критических областей. Хотя зазор обычно устанавливается оператором во время хонингования цилиндра, крайне важно, чтобы сборщик знал, как проводить измерения, чтобы перепроверить работу оператора. Mahle Motorsports подготовила это информативное видео о процессе.
Для измерения зазора между поршнем и отверстием требуются специальные инструменты. Список включает следующее: микрометр, штангенциркуль и нутромер. Микрометры имеют диапазон в один дюйм и будут использоваться для измерения поршня. Выберите микрометр с диапазоном, включающим диаметр поршня. Штангенциркуль используется для определения точки измерения на поршне. Будет достаточно штангенциркуля от нуля до шести дюймов.
Наконец, нутромер будет использоваться для измерения диаметра цилиндра. Как и микрометр, нутромеры охватывают определенный диапазон. Тем не менее, нутромер поставляется с рядом удлинителей и прокладок, чтобы покрыть больший диапазон, например от двух до шести дюймов.
После того, как все инструменты были приобретены, необходимо найти спецификацию зазора и точку измерения поршня. Оба они предоставляются производителем поршня. Mahle предоставляет онлайн-версию своего руководства по применению через свой веб-сайт.
Руководство по применению Mahle очень простое. Найдите свое приложение, затем найдите номер детали поршня справа. Слева от номера детали указаны минимальный и максимальный зазоры и точка измерения поршня.
Определение правильной точки измерения имеет решающее значение, поскольку каждый поршень имеет уникальный профиль. Измерения, проведенные выше или ниже указанной точки, будут неверными. Неверное измерение поршня приведет к неправильному расчету зазора между поршнем и отверстием.
Штангенциркуль устанавливается на нужное расстояние для определения точки измерения (см. выше), а затем маркером отмечается точка на поршне (см. ниже).
Не забудьте поставить по одной отметке на каждой юбке для справки. Крайне важно, чтобы микрометр располагался на каждой юбке на правильной высоте.
Наковальня и шпиндель микрометра должны быть перпендикулярны юбке. Если одна сторона немного отклонится, вы получите неправильные измерения. Запишите размер поршня.
Существует несколько способов установки нутромера. В этом примере Mahle настроил нутромер для измерения фактического диаметра отверстия. Нутромер показывает ноль на отметке 4,040 дюйма. Альтернативный метод заключается в измерении зазора без выполнения каких-либо расчетов путем установки нутромера на ноль при измерении поршня. Показанием нутромера будет зазор между поршнем и отверстием.
Покачайте датчик вперед и назад и возьмите наименьшее показание. Наименьшее показание получается, когда манометр расположен перпендикулярно стенке цилиндра. Добавьте показание к 4,040, чтобы определить размер отверстия. Этот калибр показывает 0,0002 дюйма (две десятитысячных дюйма), что обычно называют «двумя десятыми». Это в 15 раз тоньше среднего человеческого волоса!
Если цилиндр был отточен с помощью динамометрической пластины, скорее всего, отверстие имеет некруглую форму без затяжки головки цилиндра на месте. Поэтому рекомендуется проверять размер отверстия при установленной пластине крутящего момента. Если его нет, произведите измерение в нижней части цилиндра в месте выхода гильзы из сердечника блока. Деформация цилиндра в этой области ограничена.
Размер отверстия цилиндра минус диаметр поршня равняется зазору между поршнем и отверстием.
Переменные, влияющие на зазор между поршнями и цилиндрами
Точные измерения, такие как размер отверстия и диаметр поршня, имеют решающее значение для долговечности двигателя. Учитывайте любые внешние факторы, которые могут исказить измерения. Мале указал на два общих.
Во-первых, температура заставляет цилиндры и поршни расширяться и сжиматься. Крайне важно, чтобы и блок цилиндров, и поршни были комнатной температуры. Небольшие различия в температуре могут значительно изменить измерения, учитывая, что микрометр и нутромер измеряют с шагом в одну десятитысячную долю дюйма.
Измерительные инструменты также должны иметь комнатную температуру.