описание конструкции, принцип действия, плюсы и минусы
Основным недостатком турбированных двигателей в сравнении с атмосферными вариантами является меньшая отзывчивость, обусловленная тем, что раскрутка турбины занимает определенное время. С развитием турбокомпрессоров производители разрабатывают различные способы повышения их отзывчивости, производительности и эффективности. Наиболее оптимальным вариантом являются твинскрольные турбины.
Общие особенности
Под данным термином понимают турбокомпрессоры со сдвоенной входной частью и двойной крыльчаткой турбинного колеса. Со времен появления первых турбин (примерно 30 лет назад) они были дифференцированы на варианты с открытым и раздельным впуском. Последние являются аналогами современных твинскрольных турбокомпрессоров. Лучшие параметры определяют применение их в тюнинге и автоспорте. К тому же некоторые производители используют их на серийных спортивных машинах, таких как Mitsubishi Evo, Subaru Impreza WRX STI, Pontiac Solstice GXP и др.
Конструкция и принцип функционирования
От обычных турбин твинскрольные отличаются сдвоенным турбинным колесом и разделенной надвое входной частью. Ротор имеет монолитную конструкцию, но размер, форма и изгиб лопастей изменяются по диаметру. Одна его часть рассчитана на малую нагрузку, другая — на большую.
Принцип работы твинскрольных турбин основан на раздельной подаче выхлопных газов под разным углом на турбинное колесо в зависимости от порядка работы цилиндров.
Далее более подробно рассмотрены конструктивные особенности и то, как работает твинскрольная турбина.
Выпускной коллектор
Основное значение для твинскрольных турбокомпрессоров имеет конструкция выпускного коллектора. Она основана на концепции сопряжения цилиндров гоночных коллекторов и определяется количеством цилиндров и порядком их работы. Почти все 4-цилиндровые моторы функционируют в порядке 1-3-4-2. В данном случае один канал объединяет 1 и 4 цилиндры, другой – 2 и 3. На большинстве 6-цилиндровых моторов подача выхлопных газов осуществляется раздельно из 1, 3, 5 и 2, 4, 6 цилиндров. В качестве исключений следует отметить RB26 и 2JZ. Они работают в порядке 1-5-3-6-2-4.
На большинстве 6-цилиндровых моторов подача выхлопных газов осуществляется раздельно из 1, 3, 5 и 2, 4, 6 цилиндров. В качестве исключений следует отметить RB26 и 2JZ. Они работают в порядке 1-5-3-6-2-4.
Следовательно, для данных моторов 1, 2, 3 цилиндры сопрягают для одной крыльчатки, 4, 5, 6 – для второй (в стоке в том же порядке организован привод турбин). Таким образом, названные двигатели отличаются упрощенной конструкцией выпускного коллектора, объединяющего в два канала три первых и три последних цилиндра.
Помимо соединения цилиндров в определенном порядке, очень важны и прочие особенности коллектора. Прежде всего, оба канала должны иметь равную длину и одинаковое количество изгибов. Это обусловлено необходимостью обеспечения одинакового давления подаваемых выхлопных газов. Кроме того, важно соответствие фланца турбины на коллекторе по форме и размерам ее входу. Наконец, для обеспечения наилучшей производительности необходимо точное соответствие конструкции коллектора значению A/R турбины.
Необходимость применения для твинскрольных турбин выпускного коллектора соответствующей конструкции определяется тем, что в случае использования обычного коллектора такой турбокомпрессор будет работать как синглскрольный. То же самое будет наблюдаться при совмещении синглскрольной турбины с коллектором для твинскрольной.
Импульсное взаимодействие цилиндров
Одно из значительных достоинств твинскрольных турбокомпрессоров, определяющих их преимущества перед синглскрольными, состоит в существенном сокращении или устранении взаимного влияния цилиндров импульсами отработанных газов.
Известно, что для прохождения каждым цилиндром всех четырех тактов коленчатый вал должен провернуться на 720°. Это справедливо и для 4- и для 12-цилиндровых двигателей. Однако если при повороте коленвала на 720° на первых цилиндры завершат один такт, то на 12-цилиндровых – все такты. Таким образом, с увеличением количества цилиндров сокращается величина вращения коленвала между одинаковыми тактами для каждого цилиндра. Так, на 4-цилиндровых моторах рабочий ход происходит каждые 180° в различных цилиндрах. Это актуально и для тактов впуска, сжатия и выпуска. На 6-цилиндровых двигателях за 2 оборота коленвала происходит больше событий, поэтому одинаковые такты между цилиндрами разнесены на 120°. Для 8-цилиндровых моторов интервал составляет 90°, для 12-цилиндровых – 60°.
Так, на 4-цилиндровых моторах рабочий ход происходит каждые 180° в различных цилиндрах. Это актуально и для тактов впуска, сжатия и выпуска. На 6-цилиндровых двигателях за 2 оборота коленвала происходит больше событий, поэтому одинаковые такты между цилиндрами разнесены на 120°. Для 8-цилиндровых моторов интервал составляет 90°, для 12-цилиндровых – 60°.
Известно, что распредвалы могут иметь фазу от 256 до 312° и более. Для примера можно взять двигатель с фазами 280° на впуске и выпуске. При выпуске отработавших газов на таком 4-цилиндровом моторе каждые 180° выпускные клапаны цилиндра будут открыты на протяжении 100°. Это требуется для подъема поршня из нижней в верхнюю мертвую точку во время выпуска для данного цилиндра. При порядке работы 1-3-2-4 для третьего цилиндра выпускные клапаны начнут открываться при завершении рабочего хода поршня. В это время в первом цилиндре начнется такт впуска, и станут закрываться выпускные клапаны. В течение первых 50° открытия выпускных клапанов третьего цилиндра будут открыты выпускные клапаны первого, а также начнут открываться его впускные клапаны. Таким образом, происходит перекрытие клапанов между цилиндрами.
Таким образом, происходит перекрытие клапанов между цилиндрами.
После удаления выхлопных газов из первого цилиндра закрываются выпускные клапаны, и начинают открываться впускные. В то же время открываются выпускные клапаны третьего цилиндра, освобождая высокоэнергетические выхлопные газы. Значительная доля их давления и энергии используется для привода турбины, а меньшая часть ищет путь наименьшего сопротивления. Ввиду меньшего давления закрывающихся выпускных клапанов первого цилиндра в сравнении с цельным входом турбины часть отработанных газов третьего цилиндра направляется в первый.
Ввиду того, что в первом цилиндре начинается впускной такт, впускной заряд разбавляется выхлопными газами, теряя мощность. В завершение клапаны первого цилиндра закрываются, а поршень третьего поднимается. Для последнего осуществляется выпуск, и повторяется рассмотренная для цилиндра 1 ситуация, когда открываются выпускные клапаны второго цилиндра. Таким образом, наблюдается смешение. Данная проблема еще больше проявляется на 6- и 8-цилиндровых моторах при интервалах такта выпуска между цилиндрами в 120 и 90° соответственно. В данных случаях наблюдается еще более длительное перекрытие выпускных клапанов двух цилиндров.
В данных случаях наблюдается еще более длительное перекрытие выпускных клапанов двух цилиндров.
Ввиду невозможности изменения количества цилиндров данную проблему можно решить, увеличив интервал между аналогичными тактами путем применения турбокомпрессора. В случае использования двух турбин на 6- и 8-цилиндровых моторах можно совместить цилиндры для привода каждой из них. В таком случае интервалы между аналогичными событиями выпускных клапанов удвоятся. Например, для RB26 можно совместить цилиндры 1-3 для передней турбины и 4-6 для задней. Таким образом исключается последовательное срабатывание цилиндров для одной турбины. Следовательно, интервал между событиями выпускных клапанов для цилиндров одного турбокомпрессора возрастает со 120 до 240°.
Ввиду того, что твинскрольная турбина имеет раздельный выпускной коллектор, в данном смысле она аналогична системе с двумя турбокомпрессорами. Так, 4-цилиндровые моторы с двумя турбинами либо твинскрольным турбокомпрессором имеют интервал в 360° между событиями. 8-цилиндровые двигатели с аналогичными системами наддува имеют тот же интервал. Очень длительный период, превышающий продолжительность подъема клапанов, исключает их перекрытие для цилиндров одной турбины.
8-цилиндровые двигатели с аналогичными системами наддува имеют тот же интервал. Очень длительный период, превышающий продолжительность подъема клапанов, исключает их перекрытие для цилиндров одной турбины.
Таким образом, двигатель втягивает больше воздуха и вытягивает остатки выхлопных газов с малым давлением, заполняя цилиндры более плотным и чистым зарядом, что обеспечивает более интенсивное сгорание, повышающее производительность. К тому же большая объемная эффективность и лучшая очистка позволяют использовать более высокую задержку воспламенения, поддерживающую пиковую температуру в цилиндрах. Благодаря этому эффективность твинскрольных турбин выше на 7-8% в сравнении с синглскрольными при лучшей на 5% эффективности использования топлива.
По данным Full-Race, твинскрольные турбокомпрессоры по сравнению с синглскрольными характеризуются большими средними давлением в цилиндре и эффективностью, но меньшими пиковым давлением в цилиндре и противодавлением на выходе. Твинскрольные системы имеют большее противодавление на низких оборотах (способствующее наддуву) и меньшее на высоких (повышающее производительность). Наконец, двигатель с такой системой наддува менее чувствителен к отрицательным эффектам широкофазных распредвалов.
Наконец, двигатель с такой системой наддува менее чувствителен к отрицательным эффектам широкофазных распредвалов.
Производительность
Выше были приведенные теоретические положения функционирования твинскрольных турбин. Что это дает на практике, установлено замерами. Такое испытание путем сравнения с синглскрольным вариантом было проведено журналом DSPORT на Project KA 240SX. Его KA24DET развивает до 700 л. с. на колесах на E85. Мотор оснащен кастомным выпускным коллектором Wisecraft Fabrication и турбокомпрессором Garrett GTX. В процессе испытаний меняли только корпус турбины при одинаковом значении A/R. Помимо изменения мощности и крутящего момента испытатели оценивали отзывчивость путем замеров времени достижения определенных оборотов и давления наддува на третьей передаче при аналогичных условиях запуска.
Результаты продемонстрировали лучшую производительность твинскрольной турбины во всем диапазоне оборотов. Наибольшее превосходство по мощности она показала в интервале от 3500 до 6000 об/мин. Лучшие результаты объясняются большим давлением наддува при тех же оборотах. К тому же большее давление обеспечило прирост крутящего момента, сравнимый с эффектом от повышения объема двигателя. Наиболее ярко он также проявляется на средних оборотах. В ускорении с 45 до 80 м/ч (3100-5600 об/мин) твинскрольная турбина обошла синглскрольную на 0,49 с (2,93 с против 3,42), что даст разницу в три корпуса. То есть когда машина с сигнлскрольным турбокомпрессором достигнет 80 м/ч, твинскрольный вариант будет ехать на 3 длины автомобиля впереди со скоростью 95 м/ч. В диапазоне скоростей 60-100 м/ч (4200-7000 об/мин) превосходство твинскрольной турбины оказалось менее значительным и составило 0,23 с (1,75 против 1,98 с) и 5 м/ч (105 против 100 м/ч). По скорости достижения определенного давления твинскрольный турбокомпрессор опережает синглскрольный примерно на 0,6 с. Так, при 30 psi разница составляет 400 об/мин (5500 против 5100 об/мин).
Лучшие результаты объясняются большим давлением наддува при тех же оборотах. К тому же большее давление обеспечило прирост крутящего момента, сравнимый с эффектом от повышения объема двигателя. Наиболее ярко он также проявляется на средних оборотах. В ускорении с 45 до 80 м/ч (3100-5600 об/мин) твинскрольная турбина обошла синглскрольную на 0,49 с (2,93 с против 3,42), что даст разницу в три корпуса. То есть когда машина с сигнлскрольным турбокомпрессором достигнет 80 м/ч, твинскрольный вариант будет ехать на 3 длины автомобиля впереди со скоростью 95 м/ч. В диапазоне скоростей 60-100 м/ч (4200-7000 об/мин) превосходство твинскрольной турбины оказалось менее значительным и составило 0,23 с (1,75 против 1,98 с) и 5 м/ч (105 против 100 м/ч). По скорости достижения определенного давления твинскрольный турбокомпрессор опережает синглскрольный примерно на 0,6 с. Так, при 30 psi разница составляет 400 об/мин (5500 против 5100 об/мин).
Еще одно сравнение провели Full Race Motorsports на 2,3 л двигателе Ford EcoBoost с турбиной BorgWarner EFR. В данном случае путем компьютерного моделирования была сопоставлена скорость потока выхлопных газов в каждом канале. Для твинскрольной турбины разброс данной величины составил до 4%, в то время как для синглскрольной – 15%. Лучшая согласованность скоростей потока свидетельствует о меньших потерях при смешивании и большей энергии импульса для твинскрольных турбокомпрессоров.
В данном случае путем компьютерного моделирования была сопоставлена скорость потока выхлопных газов в каждом канале. Для твинскрольной турбины разброс данной величины составил до 4%, в то время как для синглскрольной – 15%. Лучшая согласованность скоростей потока свидетельствует о меньших потерях при смешивании и большей энергии импульса для твинскрольных турбокомпрессоров.
Достоинства и недостатки
Твинскрольные турбины характеризуются множеством преимуществ перед синглскрольными вариантами. К ним относятся:
- повышенная производительность во всем диапазоне оборотов;
- лучшая отзывчивость;
- меньшие потери при смешивании;
- повышенная энергия импульса на турбинное колесо;
- лучшая эффективность наддува;
- больший крутящий момент на низах аналогично системе твин-турбо;
- сокращение ослабления впускного заряда при перекрытии клапанов между цилиндрами;
- понижение температуры выхлопных газов;
- снижение импульсных потерь двигателя;
- снижение расхода топлива.


Основным недостатком является большая сложность конструкции, обуславливающую повышенную стоимость. Кроме того, при большом давлении на высоких оборотах разделение потока газов не позволит получить ту же пиковую производительность, что на синглскрольной турбине.
Конструктивно твинскрольные турбины представляют аналог систем с двумя турбокомпрессорами (би-турбо и твин-турбо). В сравнении с ними такие турбины наоборот имеют преимущества в стоимости и простоте конструкции. Этим пользуются некоторых производители, как, например, BMW, заменившая систему твин-турбо на N54B30 1-Series M Coupe на твинскрольный турбокомпрессор на N55B30 M2.
Следует отметить, что существуют еще более технически совершенные варианты турбин, представляющие высшую ступень их развития — турбокомпрессоры с изменяемой геометрией. В целом они обладают теми же преимуществами перед обычными турбинами, что и твинскрольные, но в большей степени. Однако такие турбокомпрессоры имеют значительно более сложную конструкцию. К тому же их трудно настроить на не рассчитанных изначально на такие системы моторах ввиду того, что они контролируются блоком управления двигателем. Наконец, основным фактором, обуславливающим крайне скудное применение данных турбин на бензиновых двигателях, является очень высокая стоимость моделей для таких моторов. Поэтому как в серийном производстве, так и в тюнинге они встречаются крайне редко, однако обширно распространены на дизельных двигателях коммерческих машин.
К тому же их трудно настроить на не рассчитанных изначально на такие системы моторах ввиду того, что они контролируются блоком управления двигателем. Наконец, основным фактором, обуславливающим крайне скудное применение данных турбин на бензиновых двигателях, является очень высокая стоимость моделей для таких моторов. Поэтому как в серийном производстве, так и в тюнинге они встречаются крайне редко, однако обширно распространены на дизельных двигателях коммерческих машин.
На SEMA 2015 г. BorgWarner была представлена разработка, совмещающая твинскрольную технологию и конструкцию с изменяемой геометрией — твинскрольная турбина с изменяемой геометрией. В ее двойной входной части установлена заслонка, которая в зависимости от нагрузки распределяет поток по крыльчаткам. На низких оборотах все отработанные газу идут на маленькую часть ротора, а большая перекрыта, что обеспечивает еще более быструю раскрутку, чем у обычной твинскрольной турбины. С ростом нагрузки заслонка постепенно переходит в среднее положение и равномерно распределяет поток на высоких оборотах, как в стандартной твинскрольной конструкции. Таким образом, данная технология, как и технология с изменяемой геометрией, обеспечивает изменение соотношения A/R в зависимости от нагрузки, подстраивая турбину под режим работы двигателя, что расширяет рабочий диапазон. При этом рассматривая конструкция значительно проще и дешевле, так как здесь используется только один движущийся элемент, работающий по простому алгоритму, и не требуется применение термостойких материалов. Следует отметить, что подобные решения встречались и ранее (например, quick spool valve), однако эта технология по каким-то причинам не обрела распространения.
Таким образом, данная технология, как и технология с изменяемой геометрией, обеспечивает изменение соотношения A/R в зависимости от нагрузки, подстраивая турбину под режим работы двигателя, что расширяет рабочий диапазон. При этом рассматривая конструкция значительно проще и дешевле, так как здесь используется только один движущийся элемент, работающий по простому алгоритму, и не требуется применение термостойких материалов. Следует отметить, что подобные решения встречались и ранее (например, quick spool valve), однако эта технология по каким-то причинам не обрела распространения.
Применение
Как было отмечено выше, твинскрольные турбины нередко применяются на серийных спорткарах. Однако при тюнинге их использование на многих моторах с синглскрольными системами затруднено ограниченным пространством. Это обусловлено, прежде всего, конструкцией коллектора: при равной длине необходимо сохранить приемлемые радиальные изгибы и характеристики потока. К тому же стоит вопрос оптимальной длины и изгиба, а также материала и толщины стенок.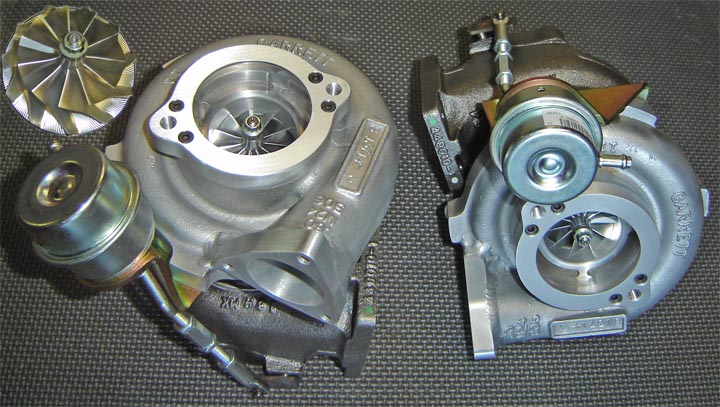 По данным Full-Race, ввиду большей эффективности твинскрольных турбин возможно использование каналов меньшего диаметра. Однако вследствие их сложной формы и двойного входного отверстия такой коллектор в любом случае больше, тяжелее и сложнее обычного из-за большего количества деталей. Поэтому он может не поместиться на стандартное место, вследствие чего потребуется менять картер. К тому же сами твинскрольные турбины больше аналогичных синглскрольных. Кроме того, потребуются другие аппайп и маслоуловитель. Помимо этого, для лучшей производительности с внешними вестгейтами для твинскрольных систем применяют два вестгейта (по одному на крыльчатку) вместо Y-образной трубы.
По данным Full-Race, ввиду большей эффективности твинскрольных турбин возможно использование каналов меньшего диаметра. Однако вследствие их сложной формы и двойного входного отверстия такой коллектор в любом случае больше, тяжелее и сложнее обычного из-за большего количества деталей. Поэтому он может не поместиться на стандартное место, вследствие чего потребуется менять картер. К тому же сами твинскрольные турбины больше аналогичных синглскрольных. Кроме того, потребуются другие аппайп и маслоуловитель. Помимо этого, для лучшей производительности с внешними вестгейтами для твинскрольных систем применяют два вестгейта (по одному на крыльчатку) вместо Y-образной трубы.
В любом случае возможна и установка твинскрольной турбины на ВАЗ, и замена ей синглскрольного турбокомпрессора Porsche. Разница состоит в стоимости и объеме работ по подготовке двигателя: если на серийных турбомоторах при наличии пространства обычно достаточно заменить выпускной коллектор и некоторые прочие детали и сделать настройку, то атмосферные двигатели требуют для турбирования значительно более серьезного вмешательства.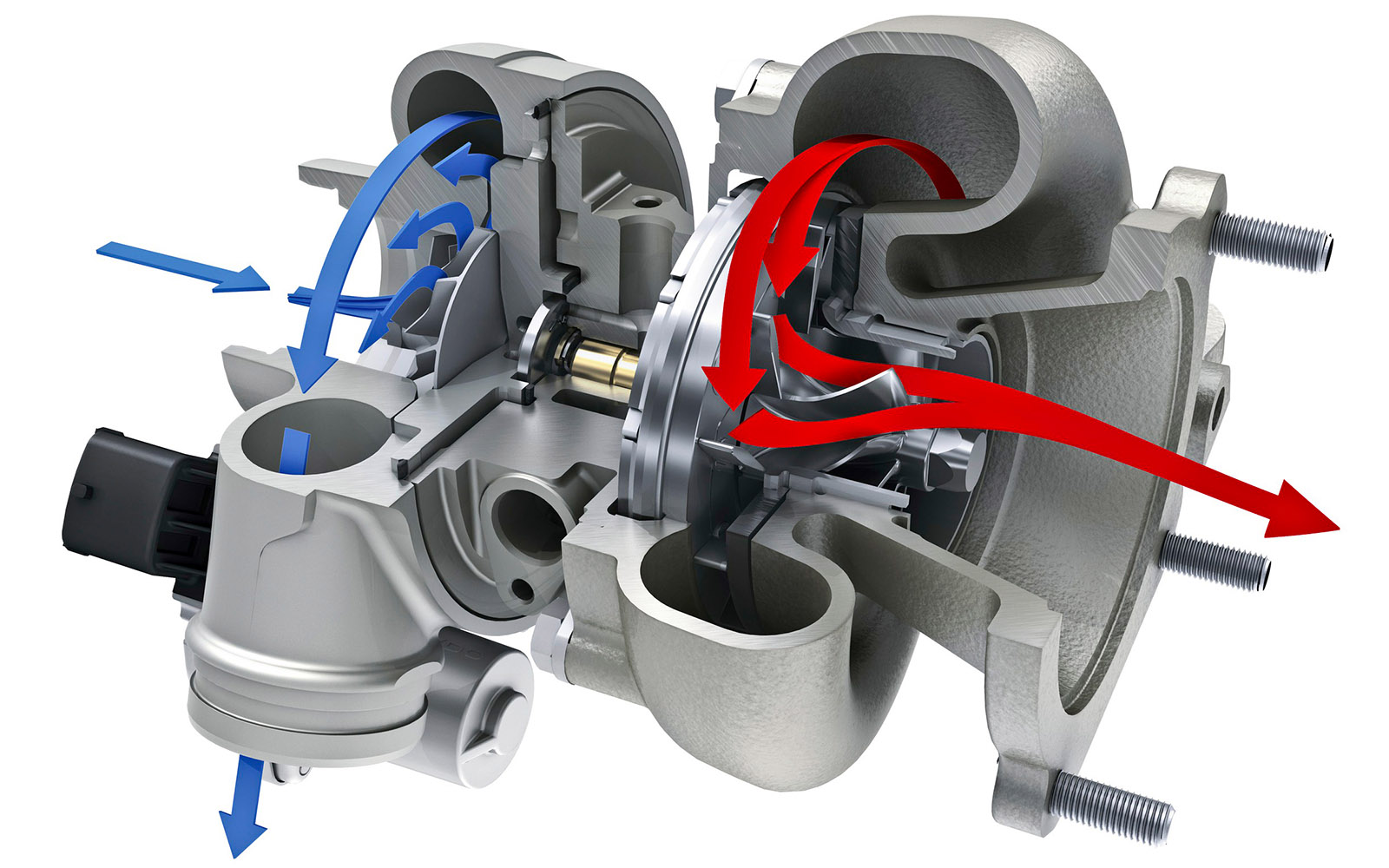 Однако во втором случае разница в сложности установки (но не в стоимости) твинскрольной и синглскрольной систем несущественна.
Однако во втором случае разница в сложности установки (но не в стоимости) твинскрольной и синглскрольной систем несущественна.
Выводы
Твинскрольные турбины, благодаря раздельной подаче выхлопных газов на двойное турбинное колесо и устранению взаимного импульсного влияния цилиндров, обеспечивают лучшие производительность, отзывчивость и эффективность в сравнении с синглскрольными вариантами. Однако создание такой системы может оказаться весьма дорогостоящим. В целом это оптимальное решение для повышения отзывчивости без потери максимальной производительности для турбомоторов.
[rssless]
Читайте НАС ВКонтакте
[/rssless]
описание конструкции, принцип действия, плюсы и минусы — Volk96
Содержание статьи:
Основным недостатком турбированных двигателей в сравнении с атмосферными вариантами является меньшая отзывчивость, обусловленная тем, что раскрутка турбины занимает определенное время. С развитием турбокомпрессоров производители разрабатывают различные способы повышения их отзывчивости, производительности и эффективности. Наиболее оптимальным вариантом являются твинскрольные турбины.
Наиболее оптимальным вариантом являются твинскрольные турбины.
Общие особенности
Под данным термином понимают турбокомпрессоры со сдвоенной входной частью и двойной крыльчаткой турбинного колеса. Со времен появления первых турбин (примерно 30 лет назад) они были дифференцированы на варианты с открытым и раздельным впуском. Последние являются аналогами современных твинскрольных турбокомпрессоров. Лучшие параметры определяют применение их в тюнинге и автоспорте. К тому же некоторые производители используют их на серийных спортивных машинах, таких как Mitsubishi Evo, Subaru Impreza WRX STI, Pontiac Solstice GXP и др.
Вам будет интересно:Турбина с изменяемой геометрией: принцип работы, устройство, ремонт
Конструкция и принцип функционирования
От обычных турбин твинскрольные отличаются сдвоенным турбинным колесом и разделенной надвое входной частью. Ротор имеет монолитную конструкцию, но размер, форма и изгиб лопастей изменяются по диаметру. Одна его часть рассчитана на малую нагрузку, другая — на большую.
Одна его часть рассчитана на малую нагрузку, другая — на большую.
Вам будет интересно:Как работают подушки безопасности в автомобиле: устройство и принцип работы
Принцип работы твинскрольных турбин основан на раздельной подаче выхлопных газов под разным углом на турбинное колесо в зависимости от порядка работы цилиндров.
Далее более подробно рассмотрены конструктивные особенности и то, как работает твинскрольная турбина.
Выпускной коллектор
Основное значение для твинскрольных турбокомпрессоров имеет конструкция выпускного коллектора. Она основана на концепции сопряжения цилиндров гоночных коллекторов и определяется количеством цилиндров и порядком их работы. Почти все 4-цилиндровые моторы функционируют в порядке 1-3-4-2. В данном случае один канал объединяет 1 и 4 цилиндры, другой – 2 и 3. На большинстве 6-цилиндровых моторов подача выхлопных газов осуществляется раздельно из 1, 3, 5 и 2, 4, 6 цилиндров. В качестве исключений следует отметить RB26 и 2JZ. Они работают в порядке 1-5-3-6-2-4.
Следовательно, для данных моторов 1, 2, 3 цилиндры сопрягают для одной крыльчатки, 4, 5, 6 – для второй (в стоке в том же порядке организован привод турбин). Таким образом, названные двигатели отличаются упрощенной конструкцией выпускного коллектора, объединяющего в два канала три первых и три последних цилиндра.
Вам будет интересно:Доработка «Рено-Логан» своими руками: варианты
Помимо соединения цилиндров в определенном порядке, очень важны и прочие особенности коллектора. Прежде всего, оба канала должны иметь равную длину и одинаковое количество изгибов. Это обусловлено необходимостью обеспечения одинакового давления подаваемых выхлопных газов. Кроме того, важно соответствие фланца турбины на коллекторе по форме и размерам ее входу. Наконец, для обеспечения наилучшей производительности необходимо точное соответствие конструкции коллектора значению A/R турбины.
Необходимость применения для твинскрольных турбин выпускного коллектора соответствующей конструкции определяется тем, что в случае использования обычного коллектора такой турбокомпрессор будет работать как синглскрольный. То же самое будет наблюдаться при совмещении синглскрольной турбины с коллектором для твинскрольной.
То же самое будет наблюдаться при совмещении синглскрольной турбины с коллектором для твинскрольной.
Импульсное взаимодействие цилиндров
Одно из значительных достоинств твинскрольных турбокомпрессоров, определяющих их преимущества перед синглскрольными, состоит в существенном сокращении или устранении взаимного влияния цилиндров импульсами отработанных газов.
Известно, что для прохождения каждым цилиндром всех четырех тактов коленчатый вал должен провернуться на 720°. Это справедливо и для 4- и для 12-цилиндровых двигателей. Однако если при повороте коленвала на 720° на первых цилиндры завершат один такт, то на 12-цилиндровых – все такты. Таким образом, с увеличением количества цилиндров сокращается величина вращения коленвала между одинаковыми тактами для каждого цилиндра. Так, на 4-цилиндровых моторах рабочий ход происходит каждые 180° в различных цилиндрах. Это актуально и для тактов впуска, сжатия и выпуска. На 6-цилиндровых двигателях за 2 оборота коленвала происходит больше событий, поэтому одинаковые такты между цилиндрами разнесены на 120°.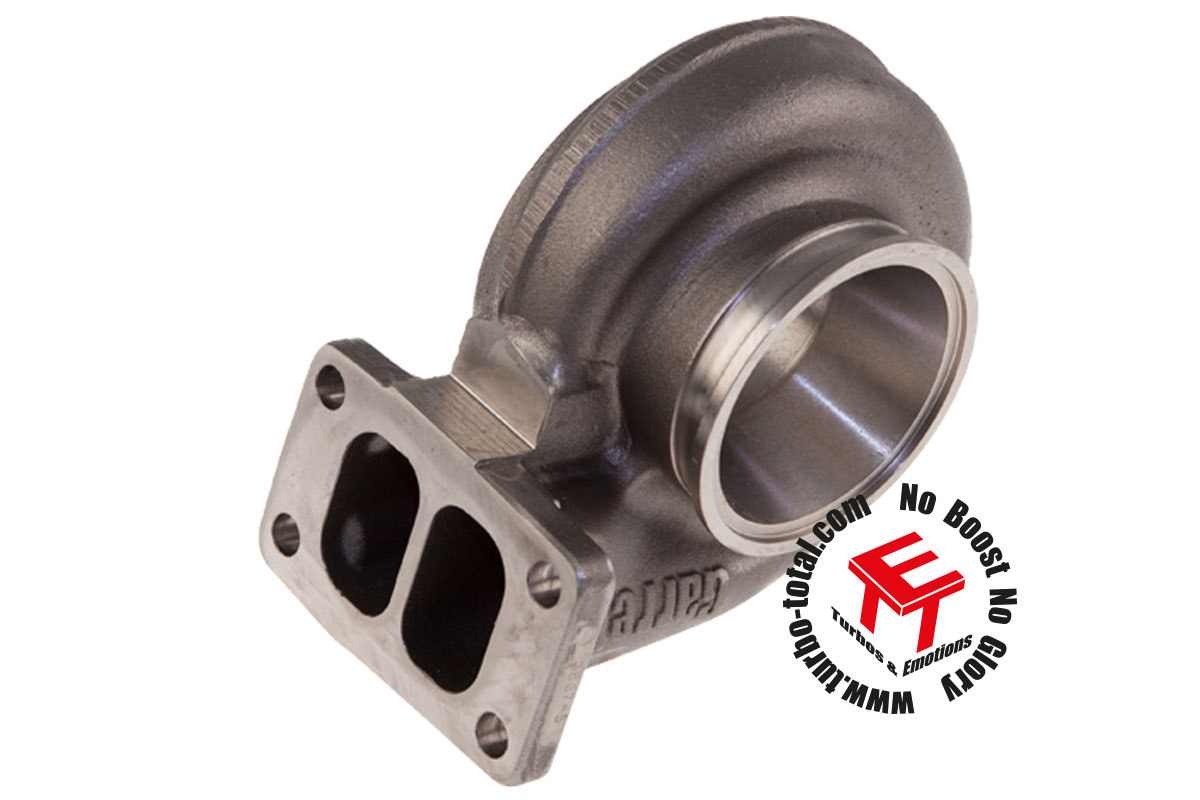 Для 8-цилиндровых моторов интервал составляет 90°, для 12-цилиндровых – 60°.
Для 8-цилиндровых моторов интервал составляет 90°, для 12-цилиндровых – 60°.
Известно, что распредвалы могут иметь фазу от 256 до 312° и более. Для примера можно взять двигатель с фазами 280° на впуске и выпуске. При выпуске отработавших газов на таком 4-цилиндровом моторе каждые 180° выпускные клапаны цилиндра будут открыты на протяжении 100°. Это требуется для подъема поршня из нижней в верхнюю мертвую точку во время выпуска для данного цилиндра. При порядке работы 1-3-2-4 для третьего цилиндра выпускные клапаны начнут открываться при завершении рабочего хода поршня. В это время в первом цилиндре начнется такт впуска, и станут закрываться выпускные клапаны. В течение первых 50° открытия выпускных клапанов третьего цилиндра будут открыты выпускные клапаны первого, а также начнут открываться его впускные клапаны. Таким образом, происходит перекрытие клапанов между цилиндрами.
Вам будет интересно:Топливный фильтр «Ларгус»: где находится и как заменить? Lada Largus
После удаления выхлопных газов из первого цилиндра закрываются выпускные клапаны, и начинают открываться впускные. В то же время открываются выпускные клапаны третьего цилиндра, освобождая высокоэнергетические выхлопные газы. Значительная доля их давления и энергии используется для привода турбины, а меньшая часть ищет путь наименьшего сопротивления. Ввиду меньшего давления закрывающихся выпускных клапанов первого цилиндра в сравнении с цельным входом турбины часть отработанных газов третьего цилиндра направляется в первый.
В то же время открываются выпускные клапаны третьего цилиндра, освобождая высокоэнергетические выхлопные газы. Значительная доля их давления и энергии используется для привода турбины, а меньшая часть ищет путь наименьшего сопротивления. Ввиду меньшего давления закрывающихся выпускных клапанов первого цилиндра в сравнении с цельным входом турбины часть отработанных газов третьего цилиндра направляется в первый.
Ввиду того, что в первом цилиндре начинается впускной такт, впускной заряд разбавляется выхлопными газами, теряя мощность. В завершение клапаны первого цилиндра закрываются, а поршень третьего поднимается. Для последнего осуществляется выпуск, и повторяется рассмотренная для цилиндра 1 ситуация, когда открываются выпускные клапаны второго цилиндра. Таким образом, наблюдается смешение. Данная проблема еще больше проявляется на 6- и 8-цилиндровых моторах при интервалах такта выпуска между цилиндрами в 120 и 90° соответственно. В данных случаях наблюдается еще более длительное перекрытие выпускных клапанов двух цилиндров.
Ввиду невозможности изменения количества цилиндров данную проблему можно решить, увеличив интервал между аналогичными тактами путем применения турбокомпрессора. В случае использования двух турбин на 6- и 8-цилиндровых моторах можно совместить цилиндры для привода каждой из них. В таком случае интервалы между аналогичными событиями выпускных клапанов удвоятся. Например, для RB26 можно совместить цилиндры 1-3 для передней турбины и 4-6 для задней. Таким образом исключается последовательное срабатывание цилиндров для одной турбины. Следовательно, интервал между событиями выпускных клапанов для цилиндров одного турбокомпрессора возрастает со 120 до 240°.
Ввиду того, что твинскрольная турбина имеет раздельный выпускной коллектор, в данном смысле она аналогична системе с двумя турбокомпрессорами. Так, 4-цилиндровые моторы с двумя турбинами либо твинскрольным турбокомпрессором имеют интервал в 360° между событиями. 8-цилиндровые двигатели с аналогичными системами наддува имеют тот же интервал. Очень длительный период, превышающий продолжительность подъема клапанов, исключает их перекрытие для цилиндров одной турбины.
Очень длительный период, превышающий продолжительность подъема клапанов, исключает их перекрытие для цилиндров одной турбины.
Таким образом, двигатель втягивает больше воздуха и вытягивает остатки выхлопных газов с малым давлением, заполняя цилиндры более плотным и чистым зарядом, что обеспечивает более интенсивное сгорание, повышающее производительность. К тому же большая объемная эффективность и лучшая очистка позволяют использовать более высокую задержку воспламенения, поддерживающую пиковую температуру в цилиндрах. Благодаря этому эффективность твинскрольных турбин выше на 7-8% в сравнении с синглскрольными при лучшей на 5% эффективности использования топлива.
По данным Full-Race, твинскрольные турбокомпрессоры по сравнению с синглскрольными характеризуются большими средними давлением в цилиндре и эффективностью, но меньшими пиковым давлением в цилиндре и противодавлением на выходе. Твинскрольные системы имеют большее противодавление на низких оборотах (способствующее наддуву) и меньшее на высоких (повышающее производительность). Наконец, двигатель с такой системой наддува менее чувствителен к отрицательным эффектам широкофазных распредвалов.
Наконец, двигатель с такой системой наддува менее чувствителен к отрицательным эффектам широкофазных распредвалов.
Производительность
Выше были приведенные теоретические положения функционирования твинскрольных турбин. Что это дает на практике, установлено замерами. Такое испытание путем сравнения с синглскрольным вариантом было проведено журналом DSPORT на Project KA 240SX. Его KA24DET развивает до 700 л. с. на колесах на E85. Мотор оснащен кастомным выпускным коллектором Wisecraft Fabrication и турбокомпрессором Garrett GTX. В процессе испытаний меняли только корпус турбины при одинаковом значении A/R. Помимо изменения мощности и крутящего момента испытатели оценивали отзывчивость путем замеров времени достижения определенных оборотов и давления наддува на третьей передаче при аналогичных условиях запуска.
Результаты продемонстрировали лучшую производительность твинскрольной турбины во всем диапазоне оборотов. Наибольшее превосходство по мощности она показала в интервале от 3500 до 6000 об/мин.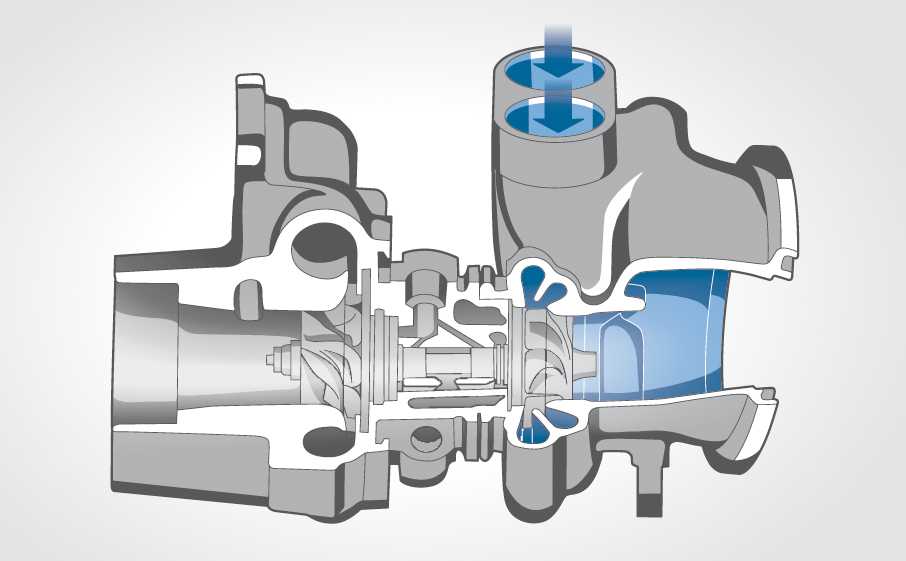 Лучшие результаты объясняются большим давлением наддува при тех же оборотах. К тому же большее давление обеспечило прирост крутящего момента, сравнимый с эффектом от повышения объема двигателя. Наиболее ярко он также проявляется на средних оборотах. В ускорении с 45 до 80 м/ч (3100-5600 об/мин) твинскрольная турбина обошла синглскрольную на 0,49 с (2,93 с против 3,42), что даст разницу в три корпуса. То есть когда машина с сигнлскрольным турбокомпрессором достигнет 80 м/ч, твинскрольный вариант будет ехать на 3 длины автомобиля впереди со скоростью 95 м/ч. В диапазоне скоростей 60-100 м/ч (4200-7000 об/мин) превосходство твинскрольной турбины оказалось менее значительным и составило 0,23 с (1,75 против 1,98 с) и 5 м/ч (105 против 100 м/ч). По скорости достижения определенного давления твинскрольный турбокомпрессор опережает синглскрольный примерно на 0,6 с. Так, при 30 psi разница составляет 400 об/мин (5500 против 5100 об/мин).
Лучшие результаты объясняются большим давлением наддува при тех же оборотах. К тому же большее давление обеспечило прирост крутящего момента, сравнимый с эффектом от повышения объема двигателя. Наиболее ярко он также проявляется на средних оборотах. В ускорении с 45 до 80 м/ч (3100-5600 об/мин) твинскрольная турбина обошла синглскрольную на 0,49 с (2,93 с против 3,42), что даст разницу в три корпуса. То есть когда машина с сигнлскрольным турбокомпрессором достигнет 80 м/ч, твинскрольный вариант будет ехать на 3 длины автомобиля впереди со скоростью 95 м/ч. В диапазоне скоростей 60-100 м/ч (4200-7000 об/мин) превосходство твинскрольной турбины оказалось менее значительным и составило 0,23 с (1,75 против 1,98 с) и 5 м/ч (105 против 100 м/ч). По скорости достижения определенного давления твинскрольный турбокомпрессор опережает синглскрольный примерно на 0,6 с. Так, при 30 psi разница составляет 400 об/мин (5500 против 5100 об/мин).
Еще одно сравнение провели Full Race Motorsports на 2,3 л двигателе Ford EcoBoost с турбиной BorgWarner EFR.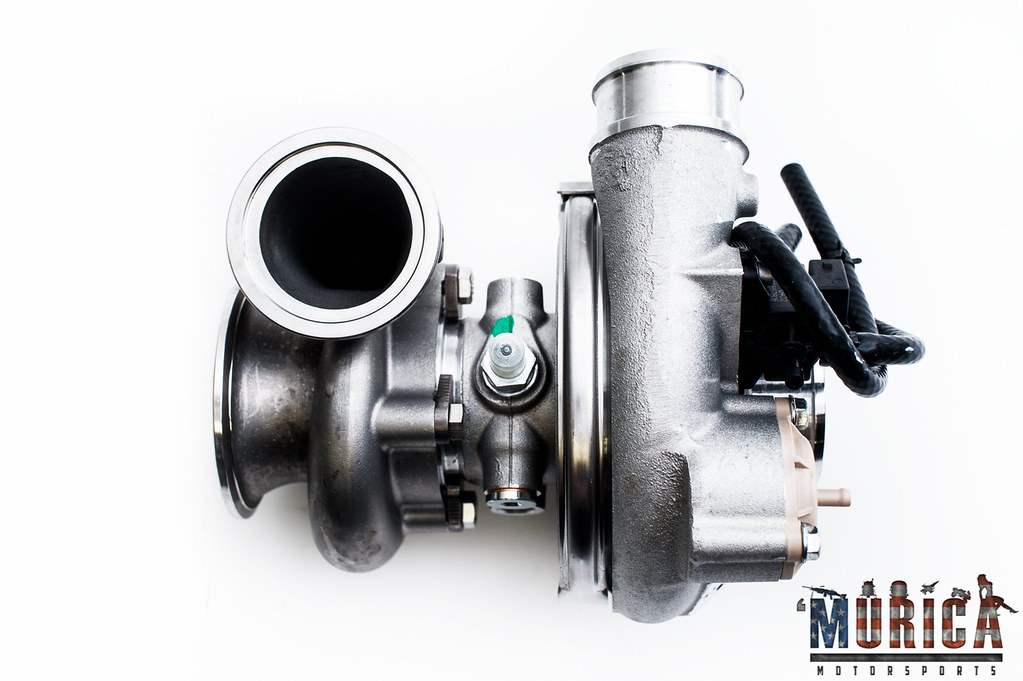 В данном случае путем компьютерного моделирования была сопоставлена скорость потока выхлопных газов в каждом канале. Для твинскрольной турбины разброс данной величины составил до 4%, в то время как для синглскрольной – 15%. Лучшая согласованность скоростей потока свидетельствует о меньших потерях при смешивании и большей энергии импульса для твинскрольных турбокомпрессоров.
В данном случае путем компьютерного моделирования была сопоставлена скорость потока выхлопных газов в каждом канале. Для твинскрольной турбины разброс данной величины составил до 4%, в то время как для синглскрольной – 15%. Лучшая согласованность скоростей потока свидетельствует о меньших потерях при смешивании и большей энергии импульса для твинскрольных турбокомпрессоров.
Достоинства и недостатки
Твинскрольные турбины характеризуются множеством преимуществ перед синглскрольными вариантами. К ним относятся:
- повышенная производительность во всем диапазоне оборотов;
- лучшая отзывчивость;
- меньшие потери при смешивании;
- повышенная энергия импульса на турбинное колесо;
- лучшая эффективность наддува;
- больший крутящий момент на низах аналогично системе твин-турбо;
- сокращение ослабления впускного заряда при перекрытии клапанов между цилиндрами;
- понижение температуры выхлопных газов;
- снижение импульсных потерь двигателя;
- снижение расхода топлива.

Вам будет интересно:Бандитские машины 90-х годов: список. Популярные машины 90-х
Основным недостатком является большая сложность конструкции, обуславливающую повышенную стоимость. Кроме того, при большом давлении на высоких оборотах разделение потока газов не позволит получить ту же пиковую производительность, что на синглскрольной турбине.
Конструктивно твинскрольные турбины представляют аналог систем с двумя турбокомпрессорами (би-турбо и твин-турбо). В сравнении с ними такие турбины наоборот имеют преимущества в стоимости и простоте конструкции. Этим пользуются некоторых производители, как, например, BMW, заменившая систему твин-турбо на N54B30 1-Series M Coupe на твинскрольный турбокомпрессор на N55B30 M2.
Следует отметить, что существуют еще более технически совершенные варианты турбин, представляющие высшую ступень их развития — турбокомпрессоры с изменяемой геометрией. В целом они обладают теми же преимуществами перед обычными турбинами, что и твинскрольные, но в большей степени. Однако такие турбокомпрессоры имеют значительно более сложную конструкцию. К тому же их трудно настроить на не рассчитанных изначально на такие системы моторах ввиду того, что они контролируются блоком управления двигателем. Наконец, основным фактором, обуславливающим крайне скудное применение данных турбин на бензиновых двигателях, является очень высокая стоимость моделей для таких моторов. Поэтому как в серийном производстве, так и в тюнинге они встречаются крайне редко, однако обширно распространены на дизельных двигателях коммерческих машин.
Однако такие турбокомпрессоры имеют значительно более сложную конструкцию. К тому же их трудно настроить на не рассчитанных изначально на такие системы моторах ввиду того, что они контролируются блоком управления двигателем. Наконец, основным фактором, обуславливающим крайне скудное применение данных турбин на бензиновых двигателях, является очень высокая стоимость моделей для таких моторов. Поэтому как в серийном производстве, так и в тюнинге они встречаются крайне редко, однако обширно распространены на дизельных двигателях коммерческих машин.
На SEMA 2015 г. BorgWarner была представлена разработка, совмещающая твинскрольную технологию и конструкцию с изменяемой геометрией — твинскрольная турбина с изменяемой геометрией. В ее двойной входной части установлена заслонка, которая в зависимости от нагрузки распределяет поток по крыльчаткам. На низких оборотах все отработанные газу идут на маленькую часть ротора, а большая перекрыта, что обеспечивает еще более быструю раскрутку, чем у обычной твинскрольной турбины.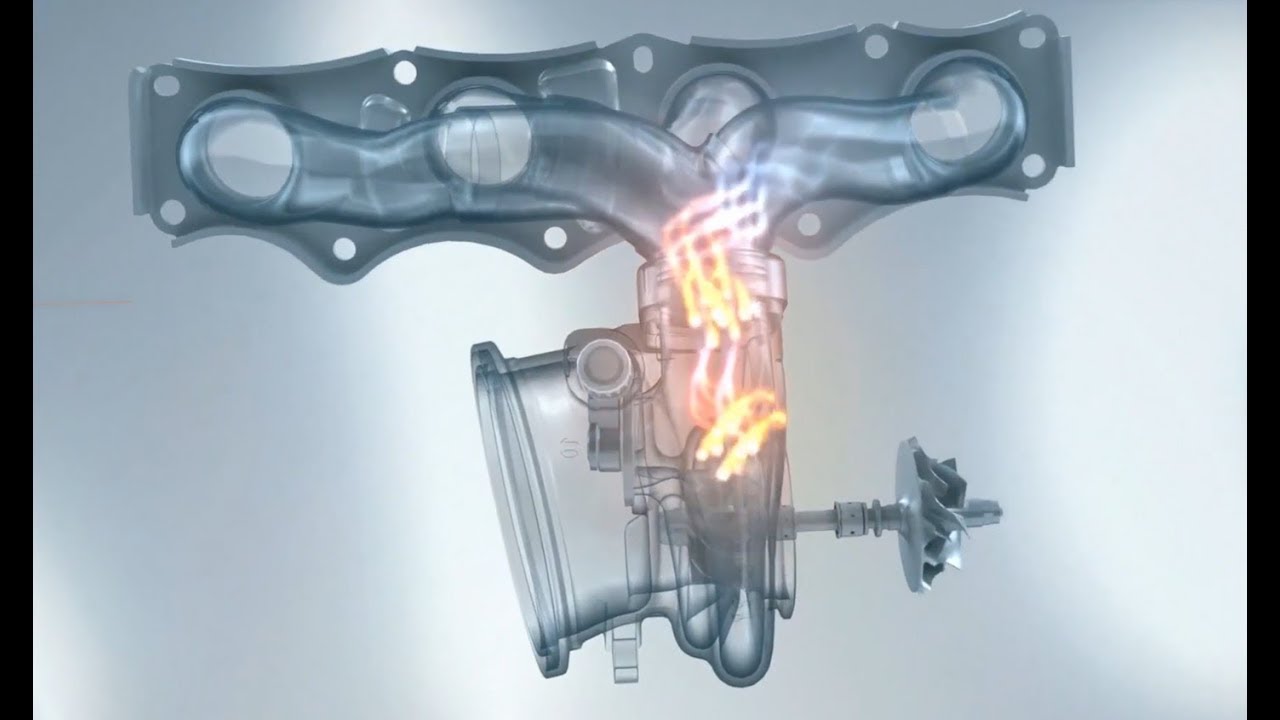 С ростом нагрузки заслонка постепенно переходит в среднее положение и равномерно распределяет поток на высоких оборотах, как в стандартной твинскрольной конструкции. Таким образом, данная технология, как и технология с изменяемой геометрией, обеспечивает изменение соотношения A/R в зависимости от нагрузки, подстраивая турбину под режим работы двигателя, что расширяет рабочий диапазон. При этом рассматривая конструкция значительно проще и дешевле, так как здесь используется только один движущийся элемент, работающий по простому алгоритму, и не требуется применение термостойких материалов. Следует отметить, что подобные решения встречались и ранее (например, quick spool valve), однако эта технология по каким-то причинам не обрела распространения.
С ростом нагрузки заслонка постепенно переходит в среднее положение и равномерно распределяет поток на высоких оборотах, как в стандартной твинскрольной конструкции. Таким образом, данная технология, как и технология с изменяемой геометрией, обеспечивает изменение соотношения A/R в зависимости от нагрузки, подстраивая турбину под режим работы двигателя, что расширяет рабочий диапазон. При этом рассматривая конструкция значительно проще и дешевле, так как здесь используется только один движущийся элемент, работающий по простому алгоритму, и не требуется применение термостойких материалов. Следует отметить, что подобные решения встречались и ранее (например, quick spool valve), однако эта технология по каким-то причинам не обрела распространения.
Применение
Как было отмечено выше, твинскрольные турбины нередко применяются на серийных спорткарах. Однако при тюнинге их использование на многих моторах с синглскрольными системами затруднено ограниченным пространством.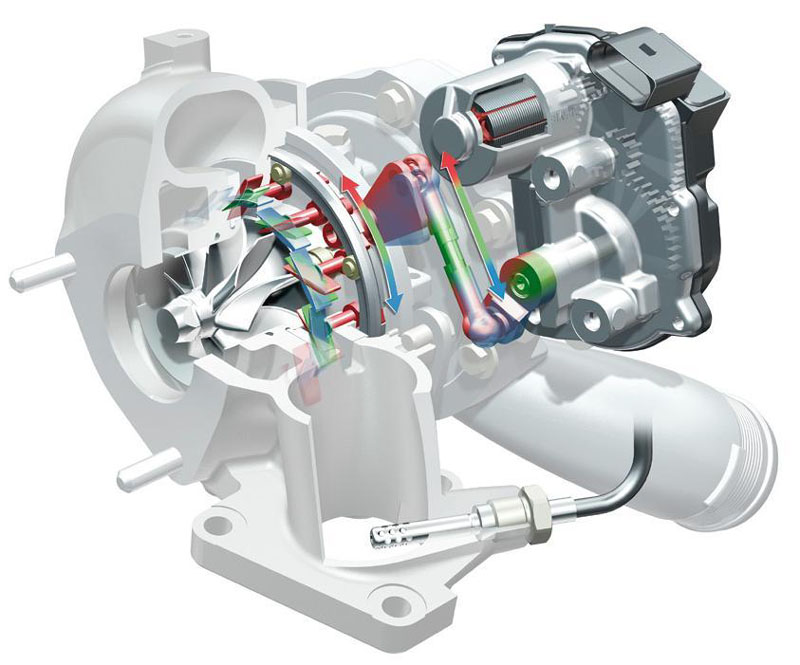 Это обусловлено, прежде всего, конструкцией коллектора: при равной длине необходимо сохранить приемлемые радиальные изгибы и характеристики потока. К тому же стоит вопрос оптимальной длины и изгиба, а также материала и толщины стенок. По данным Full-Race, ввиду большей эффективности твинскрольных турбин возможно использование каналов меньшего диаметра. Однако вследствие их сложной формы и двойного входного отверстия такой коллектор в любом случае больше, тяжелее и сложнее обычного из-за большего количества деталей. Поэтому он может не поместиться на стандартное место, вследствие чего потребуется менять картер. К тому же сами твинскрольные турбины больше аналогичных синглскрольных. Кроме того, потребуются другие аппайп и маслоуловитель. Помимо этого, для лучшей производительности с внешними вестгейтами для твинскрольных систем применяют два вестгейта (по одному на крыльчатку) вместо Y-образной трубы.
Это обусловлено, прежде всего, конструкцией коллектора: при равной длине необходимо сохранить приемлемые радиальные изгибы и характеристики потока. К тому же стоит вопрос оптимальной длины и изгиба, а также материала и толщины стенок. По данным Full-Race, ввиду большей эффективности твинскрольных турбин возможно использование каналов меньшего диаметра. Однако вследствие их сложной формы и двойного входного отверстия такой коллектор в любом случае больше, тяжелее и сложнее обычного из-за большего количества деталей. Поэтому он может не поместиться на стандартное место, вследствие чего потребуется менять картер. К тому же сами твинскрольные турбины больше аналогичных синглскрольных. Кроме того, потребуются другие аппайп и маслоуловитель. Помимо этого, для лучшей производительности с внешними вестгейтами для твинскрольных систем применяют два вестгейта (по одному на крыльчатку) вместо Y-образной трубы.
В любом случае возможна и установка твинскрольной турбины на ВАЗ, и замена ей синглскрольного турбокомпрессора Porsche. Разница состоит в стоимости и объеме работ по подготовке двигателя: если на серийных турбомоторах при наличии пространства обычно достаточно заменить выпускной коллектор и некоторые прочие детали и сделать настройку, то атмосферные двигатели требуют для турбирования значительно более серьезного вмешательства. Однако во втором случае разница в сложности установки (но не в стоимости) твинскрольной и синглскрольной систем несущественна.
Разница состоит в стоимости и объеме работ по подготовке двигателя: если на серийных турбомоторах при наличии пространства обычно достаточно заменить выпускной коллектор и некоторые прочие детали и сделать настройку, то атмосферные двигатели требуют для турбирования значительно более серьезного вмешательства. Однако во втором случае разница в сложности установки (но не в стоимости) твинскрольной и синглскрольной систем несущественна.
Выводы
Твинскрольные турбины, благодаря раздельной подаче выхлопных газов на двойное турбинное колесо и устранению взаимного импульсного влияния цилиндров, обеспечивают лучшие производительность, отзывчивость и эффективность в сравнении с синглскрольными вариантами. Однако создание такой системы может оказаться весьма дорогостоящим. В целом это оптимальное решение для повышения отзывчивости без потери максимальной производительности для турбомоторов.
Источник
Популярные разновидности турбонаддува двигателей внутреннего сгорания | Автомеханик
Существующие в настоящее время разновидности турбонаддува позволяют обеспечить существенное увеличение мощности силового агрегата и не сказываются отрицательно на надежности двигателя.

Одним из эффективных способов увеличения мощности двигателя является использование турбонаддува, что позволяет без внесения каких-либо серьезных доработок в конструкцию мотора получить значительную прибавку в лошадиных силах. Поговорим поподробнее о том, какие бывают типы турбонаддува и что нужно знать о современных форсированных двигателях.
Классический турбонаддув
Конструкция турбонагнетателя в форме улитки была разработана в середине прошлого века и до сих пор используется многими автопроизводителями. Состоит она из так называемой улитки, внутри которой находятся две крыльчатки. Эти крыльчатки контактируют с горячими отработанными газами, приходят в движение, после чего начинают загонять воздух обратно в двигатель, повышая его давление и обеспечивая максимально возможную отдачу.
До недавнего прошло в почете были крупноразмерные классические турбины улитки, которые позволяли поднять мощность двигателя до 450 лошадиных сил. Однако подобные конструкции всё же имели определенные недостатки.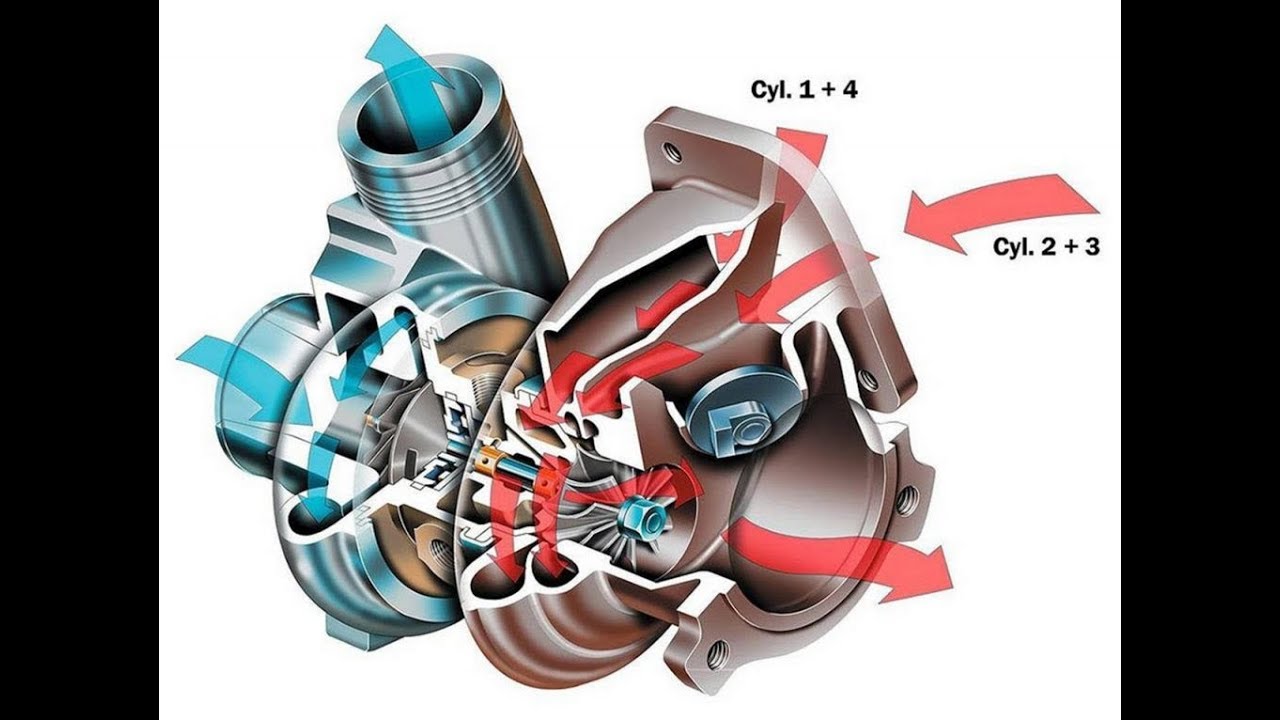 Дело в том, что их установка на двигателе существенно уменьшала моторесурс мотора, кроме того такая конструкция не отличалась надежностью и требовала частого ремонта. Да и размеры такого турбонагнетателя были таковы, что расположить двигатель с дополнительной турбо в небольшом подкапотном пространстве было затруднительно.
Дело в том, что их установка на двигателе существенно уменьшала моторесурс мотора, кроме того такая конструкция не отличалась надежностью и требовала частого ремонта. Да и размеры такого турбонагнетателя были таковы, что расположить двигатель с дополнительной турбо в небольшом подкапотном пространстве было затруднительно.
Твинскрольная турбина
Твинскрольная турбина — это улучшенная классическая конструкция, в которой имеется горячая улитка с расположенными внутри неё параллельными каналами различного диаметра. Каждый из таких каналов обеспечивает сжатым воздухом свою половину цилиндров, при этом имеется возможность получения необходимого давления уже при минимальных оборотах двигателя. Твинскрольная турбина широко используются на современных малообъемных двигателях, где ценятся их компактные габариты, возможность получения отличной мощности уже при минимальной тяги, а также простота такой конструкции.
Турбины с изменяемой геометрией
Это современная разработка, которая позволяет обеспечить максимально возможную эффективность работы надува. Основой такой турбины является крыльчатка с лопатками, форма которых изменяется в зависимости от оборотов двигателя. Крыльчаткой управляет специальный электропривод, который способен менять угол атаки турбины, обеспечивая оптимальную мощность на всём диапазоне оборотов двигателя.
Основой такой турбины является крыльчатка с лопатками, форма которых изменяется в зависимости от оборотов двигателя. Крыльчаткой управляет специальный электропривод, который способен менять угол атаки турбины, обеспечивая оптимальную мощность на всём диапазоне оборотов двигателя.
Одним из преимуществ данной технологии является возможность обеспечения ровной тяги без провалов и так называемой турбо ямы на всём диапазоне оборотов. То есть, фактически водитель получает необходимую ему тягу уже буквально с одной полторы тысячи оборотов двигателя в минуту. Сами турбины отличаются компактными габаритами, что позволяет использовать их с небольшими по объему двигателями. Однако подобная конструкция не лишена определенных недостатков. В первую очередь, это сложность устройства турбины, в которой может часто выходить из строя как сам электропривод, так и крыльчатки с изменяемой геометрией лопаток.
Механические нагнетатели
Механические нагнетатели стали использоваться еще до разработки классического турбонаддува. Достаточно часто такие турбины называют суперчарджерами или компрессорами. Это устройство располагается обычно в развале блока цилиндров, а лопасти ротора вращаются за счёт ременного или цепного привода с коленвалом. Забор воздуха осуществляется через соответствующий фильтр, после чего винтообразным ротором сжимается, охлаждается в интеркулере и подается в цилиндры.
Достаточно часто такие турбины называют суперчарджерами или компрессорами. Это устройство располагается обычно в развале блока цилиндров, а лопасти ротора вращаются за счёт ременного или цепного привода с коленвалом. Забор воздуха осуществляется через соответствующий фильтр, после чего винтообразным ротором сжимается, охлаждается в интеркулере и подается в цилиндры.
Основным преимуществом такого механического нагнетателя в сравнении с классическим турбонаддувом является получение необходимой мощности двигателя даже на холостых оборотах. Турбояма у таких моторов не отмечается, при этом вся конструкция нагнетателя не отличается сложностью, соответственно, она надежна и долговечна.
В то же время необходимо сказать, что использование нагнетателей ограничено самим принципом работы таких агрегатов. Дело в том, что привод нагнетателя выполняется напрямую от коленвала, соответственно на этом отбирается часть мощности двигателя. То есть, увеличивать размер нагнетателя и его давление не имеет смысла, так как чем больше будет ротор у данного устройства, тем сложнее его раскрутить, и тем больше будет отобрано мощности у двигателя на привод нагнетателя.
Электрический наддув
В начале двухтысячных годов автопроизводители стали активно внедрять различные автоматические системы управления. Компьютеры стали отвечать за работу тех или иных узлов и компонентов автомобиля. Соответственно, появился электрический компрессор, в котором крыльчатка приходит в движение от электромотора. Конструкция такого наддува чрезвычайно проста, а всю энергию турбина получает от аккумулятора, то есть, фактически какой-либо мощности на привод не теряется.
Автоматический блок управления электронной турбины будет следить за показателями оборотов двигателя, внося соответствующие корректировки в работу наддува. Тем самым обеспечивается оптимальная мощность двигателя, вне зависимости от текущего показателя оборотов. В то же время необходимо сказать, что, несмотря на все возможные преимущества такой технологи, она имеет ограниченное применение, так как конструктивно сложно разработать надежную и долговечную турбину. На сегодняшний день только автопроизводитель компания Audi устанавливает на свои спортивные автомобили такую систему электрического надува, которая на мощных моторах работает в паре с классическими турбинами. На низких оборотах двигателя используется электронагреватель, а по мере увеличения оборотов в дело вступают уже мощные классические турбины.
На низких оборотах двигателя используется электронагреватель, а по мере увеличения оборотов в дело вступают уже мощные классические турбины.
Двойной параллельный наддув
Любой механик вам подтвердит, что лучше использовать две небольших по размеру турбины, чем одну большую. Именно поэтому многие автопроизводители используют на своих V-образных двигателях систему Twin Turbo, в которых оба компрессора работает параллельно друг с другом, и отвечают за обеспечение сжатым воздухом своего блока развала цилиндров. Небольшой размер таких турбин позволяет снизить их инерцию, обеспечивая получение качественной тяги уже с самых низких оборотов.
Последовательный Twin Turbo
Это достаточно интересная разработка мотористов от BMW, которая стала активно использоваться другими производителями. В данном случае используется две небольших по своему размеру турбины, каждая из которых активируется автоматикой при достижении определенных оборотов двигателя. То есть, на низких оборотах работает одна турбина, а при большем ускорении в работу включается вторая, позволяя обеспечить максимально возможное ускорение автомобиля.
Супертурбо: все продвинутые системы наддува
Битурбо, твинтурбо, твинскролл... Наверняка вы давно хотели разложить для себя по полочкам, что как работает и чем отличается. Мы подготовили для вас подробный рассказ о плюсах, минусах и надежности каждой из технологий. Я предельно упростил формулировки, чтобы текст был доступен для понимания широкому кругу читателей. Но для лучшего понимания вопроса рекомендую прочитать мои прошлые публикации о видах наддува и надежности турбомоторов.
Прогресс не стоит на месте, и каждое новое поколение автомобилей должно быть быстрее, экономичнее и мощнее. Часто для повышения мощности используются комбинированные системы наддува, да и «обычные» турбины вовсе не так просты, как кажется на первый взгляд. Каким же образом инженеры научили турбомоторы быть одновременно мощными, эластичными и экономичными? Какие технологии позволяют создавать массовые двигатели с удельной мощностью в 150 л. с. на литр и отличной тягой на низах, и тысячесильных монстров?
с. на литр и отличной тягой на низах, и тысячесильных монстров?
«Обычная» турбина
Как я уже писал, турбокомпрессор прост на первый взгляд, но является высокотехнологичным устройством, которое работает в очень жестких условиях. И любое его усложнение сильно сказывается на надежности. Для примера я постараюсь подробнее описать устройство типичного турбокомпрессора без особых усложнений.
Основной частью турбокомпрессора является средний корпус, в нем расположены подшипники скольжения, упорный подшипник и седло уплотнения с кольцами. В самом корпусе есть каналы для прохождения через него масла и охлаждающей жидкости. На совсем старых конструкциях обходились только маслом и для смазки и для охлаждения, но такие турбины не применяются на серийных машинах уже давно. Для предохранения среднего корпуса от воздействия горячих выхлопных газов служит жароотражатель.
В средний корпус устанавливается турбинный вал. Эта деталь не просто вал, конструктивно он соединен с турбинным колесом неразъемным соединением, чаще всего сваркой трением или выполнен из цельного куска металла. Иногда для создания крыльчатки используется керамика-прочности и коррозийной устойчивости лучших конструкционных сталей может не хватать. Сам вал имеет сложную форму, на нем есть утолщение для уплотнения и упорный выступ, а форма цилиндрической части рассчитана с учетом теплового расширения во время работы.
На турбинный вал надевается компрессорное колесо. Оно изготовлено обычно их алюминия и фиксируется на валу гайкой.
Конструкция из среднего корпуса, установленного в него турбинного вала и компрессорного колеса называется картриджем. После сборки этот узел тщательно балансируется, ведь работает он при очень высоких оборотах и малейший дисбаланс быстро выведет его из строя.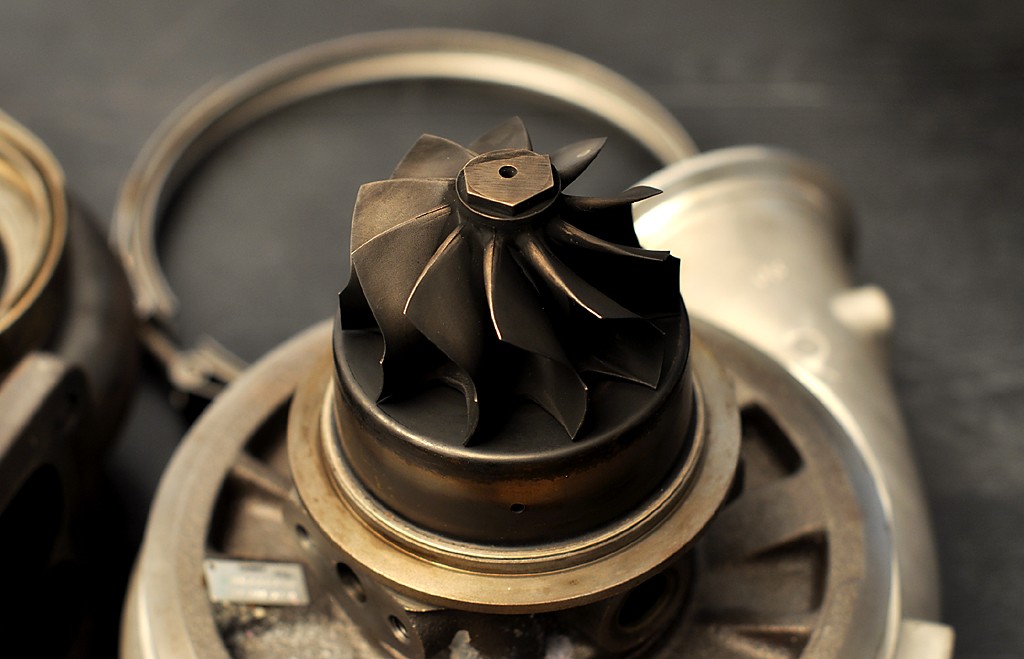
Еще турбине нужны две «улитки» — турбинная и компрессорная. Часто они индивидуальны для каждого производителя машин, тогда как центральная часть — картридж и размеры турбинного и компрессорного колеса являются признаками конкретной модели турбины и ее модификации.
Для предохранения от слишком высокого давления наддува используется клапан сброса давления газов, он же вастегейт. Обычно он является частью турбинной улитки и управляется вакуумом. Он закрыт при обычном режиме работы турбины и открывается в случае слишком высокого давления наддува или других проблем в работе мотора, сбрасывая скорость вращения турбины.
А теперь о том, как используют турбины и какие технологии применяют, чтобы достичь самых высоких показателей моторов.
Twin-turbo и Bi-turbo
Чем больше и мощнее мотор, тем больше воздуха нужно подавать в цилиндры. Для этого нужно сделать турбину больше или быстрее. А чем больше размер турбины, тем тяжелее ее крыльчатки и тем инерционнее она получается. При нажатии на педаль газа открывается дроссельная заслонка и больше горючей смеси попадает в цилиндры. Образуется больше выхлопных газов и они раскручивают турбину до более высокой частоты вращения, что, в свою очередь, увеличивает количество подаваемой горючей смеси в цилиндры. Чтобы сократить время раскрутки турбин и сопутствующую им «турбояму», изначально испробовали способы, которые называются твин-турбо и би-турбо.
Для этого нужно сделать турбину больше или быстрее. А чем больше размер турбины, тем тяжелее ее крыльчатки и тем инерционнее она получается. При нажатии на педаль газа открывается дроссельная заслонка и больше горючей смеси попадает в цилиндры. Образуется больше выхлопных газов и они раскручивают турбину до более высокой частоты вращения, что, в свою очередь, увеличивает количество подаваемой горючей смеси в цилиндры. Чтобы сократить время раскрутки турбин и сопутствующую им «турбояму», изначально испробовали способы, которые называются твин-турбо и би-турбо.
Это две разные технологии, но маркетологи компаний-производителей внесли немало путаницы. Например, на Maserati Biturbo и Mercedes AMG Biturbo на самом деле используют технологию твин-турбо. Так в чем же разница? Изначально Twin Turbo («турбины-близнецы») называлась технология, при которой выхлопные газы разделялись на два равных потока и распределялись на две одинаковые турбины малого размера. Это позволяло получить лучшее время отклика, а иногда и упростить конструкцию мотора, используя недорогие турбокомпрессоры, что очень актуально для V образных двигателей с выхлопными коллекторами «вниз».
Это позволяло получить лучшее время отклика, а иногда и упростить конструкцию мотора, используя недорогие турбокомпрессоры, что очень актуально для V образных двигателей с выхлопными коллекторами «вниз».
Фото:twin turbo Nissan
Обозначение Biturbo («двойная турбина») же относят к конструкциям, в которых применяются последовательно подключенные ко впуску две турбины-маленькую и большую. Маленькая хорошо работает на малой нагрузке, быстро раскручивается и обеспечивает тягу «на низах», а потом в действие вступает большая турбина, более эффективная на большой нагрузке. Маленькая турбина в этот момент отключается системой дроссельных заслонок.
Преимуществом такой схемы является большая эффективность одной большой турбины на большой нагрузке: она обеспечивает лучшее давление и меньший нагрев воздуха при большом ресурсе. А еще вместо маленького турбокомпрессора можно использовать механический или электронагнетатель. Они нагревают воздух меньше, чем турбокомпрессор, и не инерционны.
А еще вместо маленького турбокомпрессора можно использовать механический или электронагнетатель. Они нагревают воздух меньше, чем турбокомпрессор, и не инерционны.
Но как же потери мощности, которые нужны для их раскрутки? Потери на их привод при малой нагрузке не так существенны. Но расплатой за улучшение характеристик турбин является усложнение впускной системы, приходится использовать много труб и дроссельные заслонки, переключающие потоки воздуха.
Обе технологии используются до сих пор всеми производителями, но все они значительно удорожают мотор, ведь дорогих турбокомпрессоров становится в два раза больше, а система управления ими — сложнее. Для сильно форсированных моторов альтернативы этим технологиям нет или почти нет. Но иногда можно просто улучшить конструкцию стандартной турбины.
Тонкое управление вастегейтом
Wastegate – это, дословно, «ворота для сброса», то есть перепускной клапан. На первых турбинах вастегейт работает очень просто: когда давление на впуске преодолевало натяжение пружины, он открывался, стравливал газы и давление падало. Позже систему усложнили: теперь его открытием руководила не только разница давлений, но и электроника, учитывающая множество параметров — обогащение смеси, режим движения, температуру, детонацию и умеющую избегать нежелательных режимов работы самой турбины. Но управлялся он точно так же — пневматикой. Когда нужно было сбросить давление, клапан просто открывался.
На первых турбинах вастегейт работает очень просто: когда давление на впуске преодолевало натяжение пружины, он открывался, стравливал газы и давление падало. Позже систему усложнили: теперь его открытием руководила не только разница давлений, но и электроника, учитывающая множество параметров — обогащение смеси, режим движения, температуру, детонацию и умеющую избегать нежелательных режимов работы самой турбины. Но управлялся он точно так же — пневматикой. Когда нужно было сбросить давление, клапан просто открывался.
Получить качественный скачок характеристик позволяла плавная регулировка степени открытия перепускного клапана. В этом случае турбина может чаще работать с максимальной отдачей, даже при малых оборотах, а на средних нагрузках уже вступает в действие регулирование и в опасные режимы турбина не переходит.
К сожалению, такой способ сложнее. Для его реализации потребовалось разместить электропривод регулировки рядом с турбиной, что понизило ее надежность: электронике приходится работать в очень жестких условиях, при высокой температуре и высокой вибрации. Но улучшение характеристик стоит того и почти все современные турбины высокофорсированных небольших моторов имеют такую конструкцию.
Для его реализации потребовалось разместить электропривод регулировки рядом с турбиной, что понизило ее надежность: электронике приходится работать в очень жестких условиях, при высокой температуре и высокой вибрации. Но улучшение характеристик стоит того и почти все современные турбины высокофорсированных небольших моторов имеют такую конструкцию.
Более эффективное турбинное колесо. Twinscroll
В поисках повышения эффективности одиночной турбины конструкторская мысль придумала способ, который позволял увеличить эффективность работы турбины и на малых и на больших нагрузках. Турбинное колесо, на которое воздействуют выхлопные газы, разделили на две части, отсюда и название технологии – twin scroll (“двойная улитка”), одна часть турбины более эффективна на большой нагрузке, а другая — на малой, но раскручивают они одно и то же компрессорное колесо на общем валу. Турбина получается не намного сложнее, но несколько эффективнее.
В сочетании с подводом выхлопных газов к разным частям «улитки» от разных групп цилиндров и точной настройки это позволяет получить неплохую прибавку производительности без ухудшения характеристик в зоне малых оборотов. Конечно, такая турбина не даст максимальной возможной мощности, но зато такой мотор будет тяговитее и на практике удобнее и быстрее.
Более эффективное турбинное колесо – турбины с изменяемой геометрией
В твин-скролл турбине выхлопные газы разделяются на два потока и один всегда работает с меньшей эффективностью, чем возможно. Но есть и другой способ! Можно регулировать направляющий аппарат турбинного колеса, и выхлопные газы будут работать всегда с максимальной эффективностью. Все это требует весьма сложной механической системы, расположенной в самой горячей части турбины-на выхлопной «улитке». И сложного механизма управления.
И сложного механизма управления.
Геометрию впускного канала турбины изменяют с помощью направляющих лопаток. На малых оборотах, когда давление выхлопных газов малое, лопатки, поворачиваясь, сужают канал. Через узкое отверстие газы проходят с более высокой скоростью, обеспечивая быструю раскрутку турбины. Когда обороты мотора растут, лопатки пропорционально растущему давлению газов расширяют отверстие, и скорость вращения турбины остается стабильной.
Сначала такие устройства стали применять на турбинах для дизельных моторов — у них ниже температура выхлопных газов, а значит и условие работы тонкой механики лучше. Постепенно технология появилась на в турбинах для бензиновых моторов. Усложнилась и система управления. Вместо изначальной пневматики (как и в случае с вастгейтом), управлять направляющими лопатками стал шаговый электромоторчик.
Резкое усложнение турбины сказывается и на ее стоимости и на ее надежности. Но в высокофорсированных дизельных моторах отказаться от такого эффективного способа сложно, а простое умножение числа турбин не позволяет добиться такого же эффекта. А в мире бензиновых моторов эта технология все еще используется не так уж часто.
Но в высокофорсированных дизельных моторах отказаться от такого эффективного способа сложно, а простое умножение числа турбин не позволяет добиться такого же эффекта. А в мире бензиновых моторов эта технология все еще используется не так уж часто.
Улучшение механики турбин
Подшипники качения (с шариками) имеют намного лучшие характеристики, чем подшипники скольжения (с маслом) — это практически аксиома. Они позволяют уменьшить трение, а значит сделать вращение турбины легким, уменьшить массу вала, снизить зависимость от давления масла. Но высокоточные и очень «выносливые» подшипники качения для огромных скоростей вращения и температур массово стали применять сравнительно недавно.
Турбины на керамических (а не металлических) подшипниках качения надежнее и долговечнее, они не боятся потери давления масла и остановок, менее чувствительны к вибрациям и перегреву. Разумеется, они дороже турбин прошлого поколения, и серийные модели машин с ними появились только недавно, но в автоспорте их возможности оценили уже давно. Например турбины IHI VF серии или Garrett GTxxR/RS применяются на тюнинговых машинах уже много лет.
В заключение
Постепенно новые технологии дешевеют и внедряются на все более массовых машинах. Для последнего поколения моторов почти обязательным атрибутом стало электронное регулирование работы турбины. Все чаще применяются twinscroll-варианты. На больших V образных моторах почти всегда используют технологию twin-turbo, но и турбины при этом не простые, а использующие весь необходимый арсенал новых технологий изготовления.
В сочетании с прямым впрыском топлива это позволяет создавать моторы, характеристики которых еще лет десять назад сочли бы фантастическими — при мощности в 400-500 лошадиных сил они довольствуются 95-м бензином, да и его «едят» не сильно больше, чем малолитражки недавнего прошлого. Что же до надежности современных моторов, то об этом я уже рассказывал в другой статье, ведь в технике ничто не дается просто так.
<a href=»http://polldaddy.com/poll/8537901/»>Считаете ли Вы системы Twin и Bi турбонаддува достаточно отлаженной для установки в массовые машины?</a>
Читайте также
Твинскрольная турбина на ваз
Количество гостей со мной:
Опции темы
Какую ТВИНСКРОЛЛ турбину ставить?
Расскажите, пожалуйста, какие есть большие твинскрольные турбины, которые отлично хватают на низах, но в то же время способны «дотянуть» мощность до верхов?
Есть ли что-то мощнее VF-37? Кто нибудь видел живьем или в продаже VF-42?
Всем заранее спасибо!
Расскажите, пожалуйста, какие есть большие твинскрольные турбины, которые отлично хватают на низах, но в то же время способны «дотянуть» мощность до верхов?
Есть ли что-то мощнее VF-37? Кто нибудь видел живьем или в продаже VF-42?
Чем больше турбина, тем больше лаг.
Не мощнее ВФ37, а «живей» ВФ36 – на подшипнике. ВФ42 – С203 – 204. В продаже оч. редко и то только на Яхе.
хочу найти оптимальный вариант – чтобы низы были и верха были более менее приемлемые.
Мощность под 370, но не засчет только огромной турбы, а чтобы с низов тоже подхватывало.
Поэтому и решил, что относительно немаленькая твинскрольная турба должна справиться с этой задачей.
Хочется что нить побольше 36-ой, но подхват чтобы был не намного позже!
Есть такие достойные варианты?
прошу варианты по замене двигла на 2.5 не предлагать
хочу найти оптимальный вариант – чтобы низы были и верха были более менее приемлемые.
Мощность под 370, но не засчет только огромной турбы, а чтобы с низов тоже подхватывало.
Поэтому и решил, что относительно немаленькая твинскрольная турба должна справиться с этой задачей.
Хочется что нить побольше 36-ой, но подхват чтобы был не намного позже!
Есть такие достойные варианты?
Спасибо. Кто больше?
Неужели либо низы, либо верха?? Не верю, что нет более менее универсальной турбины, покрывающий наибольший диапозон полезной работы! Верю в то, что я просто пока не знаю о её существовании
у гарретта есть на базе ГТ28 твинскролл только по моему он не болт он.
З.Ы. поставь колено от 2.5))))))
если честно, то не в курсе, что это возможно, и что это даст, + сложности в установке?
ГТ28 без других цифр? Сейчас посмотрю на неё подробные спеки!
это даст полезный обьем на 10% больше 2150 будет)))
по сути, получается своего рода строкер кит засчет своей поршневой.
неужели просто надо коленвал поменять и все будет отлично работать.
вот те раз
вот те три
нюансов тоже три
1-без авцс это все равно будет работать убого
2-турба 3+килобакса
3-я надеюсь вкурсе про поддон коллектор даунпайп и а по людски впускной коллектор патрубок впуска и еще много всего.
«не предлагайте мне 2.5″— глупо 205 мотор без 2.5 внизу труп трупом и таким и останется —проверено на кошечках))
ЗЫ
ни одно животное в ходе эксперимента не пострадало)
Двигатель 2.5 не предлагайте, так как на него пока денег нет!
Спасибо за совет по турбинке! То что всё под твинскролл менять надо, я в курсе)
+1000 к ATOMIC. Саша, десять раз подумай, установка твискролла влечёт за собой замену много чего. Ну, если ты уж хочешь большой твинскролл, то поговори с Петровичем – он как-то вскользь при мне упоминал о гибридных твинскроллах и, вроде, цена была не 3+, а чё-то около 1,5 т. Но могу ошибаться.
Двигатель 2.5 не предлагайте, так как на него пока денег нет!
Спасибо за совет по турбинке! То что всё под твинскролл менять надо, я в курсе)
так -для справки 2.5 дешевле чем история с нормальным хоть 36ым твинскролом )))) (если не лепить горбатого)
Как понимаю, идеальный вариант для города – двигатель 2.5, верхний большой кулер и большой твинскрол!
Фу.. буду начинать копить на всё это)
Спасибо, Егор, спасибо, Атомик!
Как понимаю, идеальный вариант для города – двигатель 2.5, верхний большой кулер и большой твинскрол!
Фу.. буду начинать копить на всё это)
Просто откатался на фронталке и VF-22, лаг ужасный и решил бюджетно поднять низы, но, как понял, так не получится)
буду ставить верхний огромный кулер, а турбу не так давно поставил – VF-39 (значительно лучше на низах, чем 22).
вот те раз
вот те три
нюансов тоже три
1-без авцс это все равно будет работать убого
2-турба 3+килобакса
3-я надеюсь вкурсе про поддон коллектор даунпайп и а по людски впускной коллектор патрубок впуска и еще много всего.
«не предлагайте мне 2.5″— глупо 205 мотор без 2.5 внизу труп трупом и таким и останется —проверено на кошечках))
ЗЫ
ни одно животное в ходе эксперимента не пострадало)
это не тот твинскролл, как 36 и 37, или как сток на Эвике с 4ого поколения, у ХКС, как и у Гарретов нету разного АР на горячей части, как у 36,37 и у Эво, ХКС просто сделан болт-он на изначально твинскролловые японские СТИ с 2004 года, там просто две дырки,
Twin-turbo, Bi-turbo, Wastegate и Twinscroll
В современном мире к автомобилям предъявляют жесткие требования. При смене поколений они должны стать мощнее, быстрее и при этом экономичнее. Поэтому инженеры вовсю «шаманят» с системой турбонаддува. Благодаря их стараниям из условного ДВС объемом в 1 литр удалось «выжать» порядка 150 вполне реальных «лошадок». Постараемся разобраться, как такое возможно.
Ferrari 488 GTB twin-turbo V8 engine (Фото: forcegt.com)
«Двойная турбина» и «турбины-близнецы»
Кто хотя бы немного знаком с устройством силового агрегата, знает, что габаритному и мощному мотору необходимо большое количество воздуха в цилиндрах. Справиться с этой задачей способна турбина, причем увеличенная в размерах и максимально шустрая.
Вес крыльчатки напрямую зависит от величины турбины. Чем больше последняя, тем тяжелее первая. Когда водитель нажимает на газ, дроссельная заслонка открывается и в цилиндры отправляется необходимое количество «горючки». Это приводит к появлению в больших количествах выхлопных газов, что способствует сильному раскручиванию турбины. Чтобы сэкономить время на ее «раскачку» и минимизировать ущерб от традиционной «турбоямы», в современном моторостроении используют две технологии — twin-turbo («турбины-близнецы») и bi-turbo («двойная турбина»).
На деле, это непохожие друг на друга технологии. Но из-за неточных формулировок маркетологов произошла путаница. Запуталась даже «элита» — Maserati и Mercedes AMG имеют модели с пометкой «Biturbo». На деле, в этих автомобилях используется система твин-турбо.
Первоначально под twin-turbo подразумевалась конструкция, разделяющая выхлопные газы на два одинаковых «отряда». И каждый из них направлялся «нести службу» на свою, небольшую турбину. Благодаря такому распределению уменьшался вес крыльчаток, сокращалось время «раскачки», а также упрощался сам силовой агрегат (можно было задействовать более простые турбокомпрессоры).
Конструкция bi-turbo отличается тем, что к впуску последовательно присоединены две разные по размеру турбины — одна меньше, другая, соответственно, побольше. Первая обеспечивает эффективную тягу «на низах», при небольшой нагрузке, и хорошо раскручивается. Как только нагрузка возрастает, в дело вступает большая турбина, а дроссельные заслонки в это время отключают ее маленькую «сестру». Главная проблема «двойной турбины» — усложнение всего узла. Ведь там «налеплено» множество трубок, плюс дроссельные заслонки. Эти технологии сильно влияют на цену силового агрегата. Но для форсированных двигателей пока альтернативы не придумали.
Wastegate
Изначально от wastegate (перепускной клапан) не требовалось ничего фантастического. Он срабатывал после того, как давление справлялось с натяжением рабочей пружины. Благодаря открывшемуся клапану газы отводились и давление падало.
Затем для wastegate задачку усложнили. Он стал подчиняться не только давлению, но и электронике, которая следила за происходящим (температура, режим движения, детонация и так далее). Но управлялся перепускной клапан по старинке — пневматикой. Когда появлялась необходимость снизить давление, он открывался.
Необходимые изменения характеристик достигаются за счет точной регулировки работы клапана. Благодаря этому турбина даже на небольших оборотах способна работать максимально эффективно. Главная проблема этой технологии — это ее сложность и невысокие показатели надежности. Ведь электронике приходится трудиться в неблагоприятных условиях: тут и температура зашкаливает, и вибрация сильная.
Twinscroll
Мысль об улучшении работоспособности одной турбины долго время не давала конструкторам покоя. И решение, как увеличить ее эффективность при различных нагрузках, все-таки было найдено.
Турбинное колесо взяли, да и разделили на две части. Собственно, twinscroll переводится как «двойная улитка». Это решение привело к тому, что один «кусок» турбины эффективнее всего при малой нагрузке, а другой — при высокой. В результате, конструкция получается не слишком сложной, а КПД системы увеличивается. Однако из-за «жесткого» разделения турбины агрегат все-таки не способен реализовать максимум возможностей.
Механика турбин
Как известно, подшипники качения имеют определенное преимущество перед «коллегами» — подшипниками скольжения. Заключается оно в уменьшенном трении. Поэтому подшипникам с шариками под силу сделать раскручивание турбины еще более быстрым и легким, снизить вес вала и уменьшить роль давления.
Именно турбины, оснащенные керамическими подшипниками качения, отличаются надежностью и долговечностью. Они не слишком чувствительны к изменению давления наддува, и не слишком восприимчивы к перегреву и сильной вибрации (в отличие от турбин традиционной конструкции).
Понятно, что турбины с такими «наворотами» получаются существенно дороже. Тем не менее, ими постепенно стали оснащать и серийные авто. А всю прелесть керамических турбин по полной программе оценили в автомобильном спорте.
Итог
Новые технологии через короткий промежуток времени перестают быть эксклюзивными. А значит, теряют в цене и становятся более доступными для массового производства.
Например, большинство современных двигателей оснащено электронным контролем турбины. Twinscroll постепенно уходит «в народ». А без twin-turbo не обходится практически не один серьезный V-образный силовой агрегат. Проблемы, конечно, остаются. Главная из них — невысокий запас прочности турбин, дороговизна их ремонта и обслуживания. Но ведь приходится чем-то жертвовать ради технического прогресса!
Основным недостатком турбированных двигателей в сравнении с атмосферными вариантами является меньшая отзывчивость, обусловленная тем, что раскрутка турбины занимает определенное время. С развитием турбокомпрессоров производители разрабатывают различные способы повышения их отзывчивости, производительности и эффективности. Наиболее оптимальным вариантом являются твинскрольные турбины.
Общие особенности
Под данным термином понимают турбокомпрессоры со сдвоенной входной частью и двойной крыльчаткой турбинного колеса. Со времен появления первых турбин (примерно 30 лет назад) они были дифференцированы на варианты с открытым и раздельным впуском. Последние являются аналогами современных твинскрольных турбокомпрессоров. Лучшие параметры определяют применение их в тюнинге и автоспорте. К тому же некоторые производители используют их на серийных спортивных машинах, таких как Mitsubishi Evo, Subaru Impreza WRX STI, Pontiac Solstice GXP и др.
Конструкция и принцип функционирования
От обычных турбин твинскрольные отличаются сдвоенным турбинным колесом и разделенной надвое входной частью. Ротор имеет монолитную конструкцию, но размер, форма и изгиб лопастей изменяются по диаметру. Одна его часть рассчитана на малую нагрузку, другая – на большую.
Принцип работы твинскрольных турбин основан на раздельной подаче выхлопных газов под разным углом на турбинное колесо в зависимости от порядка работы цилиндров.
Далее более подробно рассмотрены конструктивные особенности и то, как работает твинскрольная турбина.
Выпускной коллектор
Основное значение для твинскрольных турбокомпрессоров имеет конструкция выпускного коллектора. Она основана на концепции сопряжения цилиндров гоночных коллекторов и определяется количеством цилиндров и порядком их работы. Почти все 4-цилиндровые моторы функционируют в порядке 1-3-4-2. В данном случае один канал объединяет 1 и 4 цилиндры, другой – 2 и 3. На большинстве 6-цилиндровых моторов подача выхлопных газов осуществляется раздельно из 1, 3, 5 и 2, 4, 6 цилиндров. В качестве исключений следует отметить RB26 и 2JZ. Они работают в порядке 1-5-3-6-2-4.
Следовательно, для данных моторов 1, 2, 3 цилиндры сопрягают для одной крыльчатки, 4, 5, 6 – для второй (в стоке в том же порядке организован привод турбин). Таким образом, названные двигатели отличаются упрощенной конструкцией выпускного коллектора, объединяющего в два канала три первых и три последних цилиндра.
Помимо соединения цилиндров в определенном порядке, очень важны и прочие особенности коллектора. Прежде всего, оба канала должны иметь равную длину и одинаковое количество изгибов. Это обусловлено необходимостью обеспечения одинакового давления подаваемых выхлопных газов. Кроме того, важно соответствие фланца турбины на коллекторе по форме и размерам ее входу. Наконец, для обеспечения наилучшей производительности необходимо точное соответствие конструкции коллектора значению A/R турбины.
Необходимость применения для твинскрольных турбин выпускного коллектора соответствующей конструкции определяется тем, что в случае использования обычного коллектора такой турбокомпрессор будет работать как синглскрольный. То же самое будет наблюдаться при совмещении синглскрольной турбины с коллектором для твинскрольной.
Импульсное взаимодействие цилиндров
Одно из значительных достоинств твинскрольных турбокомпрессоров, определяющих их преимущества перед синглскрольными, состоит в существенном сокращении или устранении взаимного влияния цилиндров импульсами отработанных газов.
Известно, что для прохождения каждым цилиндром всех четырех тактов коленчатый вал должен провернуться на 720°. Это справедливо и для 4- и для 12-цилиндровых двигателей. Однако если при повороте коленвала на 720° на первых цилиндры завершат один такт, то на 12-цилиндровых – все такты. Таким образом, с увеличением количества цилиндров сокращается величина вращения коленвала между одинаковыми тактами для каждого цилиндра. Так, на 4-цилиндровых моторах рабочий ход происходит каждые 180° в различных цилиндрах. Это актуально и для тактов впуска, сжатия и выпуска. На 6-цилиндровых двигателях за 2 оборота коленвала происходит больше событий, поэтому одинаковые такты между цилиндрами разнесены на 120°. Для 8-цилиндровых моторов интервал составляет 90°, для 12-цилиндровых – 60°.
Известно, что распредвалы могут иметь фазу от 256 до 312° и более. Для примера можно взять двигатель с фазами 280° на впуске и выпуске. При выпуске отработавших газов на таком 4-цилиндровом моторе каждые 180° выпускные клапаны цилиндра будут открыты на протяжении 100°. Это требуется для подъема поршня из нижней в верхнюю мертвую точку во время выпуска для данного цилиндра. При порядке работы 1-3-2-4 для третьего цилиндра выпускные клапаны начнут открываться при завершении рабочего хода поршня. В это время в первом цилиндре начнется такт впуска, и станут закрываться выпускные клапаны. В течение первых 50° открытия выпускных клапанов третьего цилиндра будут открыты выпускные клапаны первого, а также начнут открываться его впускные клапаны. Таким образом, происходит перекрытие клапанов между цилиндрами.
После удаления выхлопных газов из первого цилиндра закрываются выпускные клапаны, и начинают открываться впускные. В то же время открываются выпускные клапаны третьего цилиндра, освобождая высокоэнергетические выхлопные газы. Значительная доля их давления и энергии используется для привода турбины, а меньшая часть ищет путь наименьшего сопротивления. Ввиду меньшего давления закрывающихся выпускных клапанов первого цилиндра в сравнении с цельным входом турбины часть отработанных газов третьего цилиндра направляется в первый.
Ввиду того, что в первом цилиндре начинается впускной такт, впускной заряд разбавляется выхлопными газами, теряя мощность. В завершение клапаны первого цилиндра закрываются, а поршень третьего поднимается. Для последнего осуществляется выпуск, и повторяется рассмотренная для цилиндра 1 ситуация, когда открываются выпускные клапаны второго цилиндра. Таким образом, наблюдается смешение. Данная проблема еще больше проявляется на 6- и 8-цилиндровых моторах при интервалах такта выпуска между цилиндрами в 120 и 90° соответственно. В данных случаях наблюдается еще более длительное перекрытие выпускных клапанов двух цилиндров.
Ввиду невозможности изменения количества цилиндров данную проблему можно решить, увеличив интервал между аналогичными тактами путем применения турбокомпрессора. В случае использования двух турбин на 6- и 8-цилиндровых моторах можно совместить цилиндры для привода каждой из них. В таком случае интервалы между аналогичными событиями выпускных клапанов удвоятся. Например, для RB26 можно совместить цилиндры 1-3 для передней турбины и 4-6 для задней. Таким образом исключается последовательное срабатывание цилиндров для одной турбины. Следовательно, интервал между событиями выпускных клапанов для цилиндров одного турбокомпрессора возрастает со 120 до 240°.
Ввиду того, что твинскрольная турбина имеет раздельный выпускной коллектор, в данном смысле она аналогична системе с двумя турбокомпрессорами. Так, 4-цилиндровые моторы с двумя турбинами либо твинскрольным турбокомпрессором имеют интервал в 360° между событиями. 8-цилиндровые двигатели с аналогичными системами наддува имеют тот же интервал. Очень длительный период, превышающий продолжительность подъема клапанов, исключает их перекрытие для цилиндров одной турбины.
Таким образом, двигатель втягивает больше воздуха и вытягивает остатки выхлопных газов с малым давлением, заполняя цилиндры более плотным и чистым зарядом, что обеспечивает более интенсивное сгорание, повышающее производительность. К тому же большая объемная эффективность и лучшая очистка позволяют использовать более высокую задержку воспламенения, поддерживающую пиковую температуру в цилиндрах. Благодаря этому эффективность твинскрольных турбин выше на 7-8% в сравнении с синглскрольными при лучшей на 5% эффективности использования топлива.
По данным Full-Race, твинскрольные турбокомпрессоры по сравнению с синглскрольными характеризуются большими средними давлением в цилиндре и эффективностью, но меньшими пиковым давлением в цилиндре и противодавлением на выходе. Твинскрольные системы имеют большее противодавление на низких оборотах (способствующее наддуву) и меньшее на высоких (повышающее производительность). Наконец, двигатель с такой системой наддува менее чувствителен к отрицательным эффектам широкофазных распредвалов.
Производительность
Выше были приведенные теоретические положения функционирования твинскрольных турбин. Что это дает на практике, установлено замерами. Такое испытание путем сравнения с синглскрольным вариантом было проведено журналом DSPORT на Project KA 240SX. Его KA24DET развивает до 700 л. с. на колесах на E85. Мотор оснащен кастомным выпускным коллектором Wisecraft Fabrication и турбокомпрессором Garrett GTX. В процессе испытаний меняли только корпус турбины при одинаковом значении A/R. Помимо изменения мощности и крутящего момента испытатели оценивали отзывчивость путем замеров времени достижения определенных оборотов и давления наддува на третьей передаче при аналогичных условиях запуска.
Результаты продемонстрировали лучшую производительность твинскрольной турбины во всем диапазоне оборотов. Наибольшее превосходство по мощности она показала в интервале от 3500 до 6000 об/мин. Лучшие результаты объясняются большим давлением наддува при тех же оборотах. К тому же большее давление обеспечило прирост крутящего момента, сравнимый с эффектом от повышения объема двигателя. Наиболее ярко он также проявляется на средних оборотах. В ускорении с 45 до 80 м/ч (3100-5600 об/мин) твинскрольная турбина обошла синглскрольную на 0,49 с (2,93 с против 3,42), что даст разницу в три корпуса. То есть когда машина с сигнлскрольным турбокомпрессором достигнет 80 м/ч, твинскрольный вариант будет ехать на 3 длины автомобиля впереди со скоростью 95 м/ч. В диапазоне скоростей 60-100 м/ч (4200-7000 об/мин) превосходство твинскрольной турбины оказалось менее значительным и составило 0,23 с (1,75 против 1,98 с) и 5 м/ч (105 против 100 м/ч). По скорости достижения определенного давления твинскрольный турбокомпрессор опережает синглскрольный примерно на 0,6 с. Так, при 30 psi разница составляет 400 об/мин (5500 против 5100 об/мин).
Еще одно сравнение провели Full Race Motorsports на 2,3 л двигателе Ford EcoBoost с турбиной BorgWarner EFR. В данном случае путем компьютерного моделирования была сопоставлена скорость потока выхлопных газов в каждом канале. Для твинскрольной турбины разброс данной величины составил до 4%, в то время как для синглскрольной – 15%. Лучшая согласованность скоростей потока свидетельствует о меньших потерях при смешивании и большей энергии импульса для твинскрольных турбокомпрессоров.
Достоинства и недостатки
Твинскрольные турбины характеризуются множеством преимуществ перед синглскрольными вариантами. К ним относятся:
- повышенная производительность во всем диапазоне оборотов;
- лучшая отзывчивость;
- меньшие потери при смешивании;
- повышенная энергия импульса на турбинное колесо;
- лучшая эффективность наддува;
- больший крутящий момент на низах аналогично системе твин-турбо;
- сокращение ослабления впускного заряда при перекрытии клапанов между цилиндрами;
- понижение температуры выхлопных газов;
- снижение импульсных потерь двигателя;
- снижение расхода топлива.
Основным недостатком является большая сложность конструкции, обуславливающую повышенную стоимость. Кроме того, при большом давлении на высоких оборотах разделение потока газов не позволит получить ту же пиковую производительность, что на синглскрольной турбине.
Конструктивно твинскрольные турбины представляют аналог систем с двумя турбокомпрессорами (би-турбо и твин-турбо). В сравнении с ними такие турбины наоборот имеют преимущества в стоимости и простоте конструкции. Этим пользуются некоторых производители, как, например, BMW, заменившая систему твин-турбо на N54B30 1-Series M Coupe на твинскрольный турбокомпрессор на N55B30 M2.
Следует отметить, что существуют еще более технически совершенные варианты турбин, представляющие высшую ступень их развития – турбокомпрессоры с изменяемой геометрией. В целом они обладают теми же преимуществами перед обычными турбинами, что и твинскрольные, но в большей степени. Однако такие турбокомпрессоры имеют значительно более сложную конструкцию. К тому же их трудно настроить на не рассчитанных изначально на такие системы моторах ввиду того, что они контролируются блоком управления двигателем. Наконец, основным фактором, обуславливающим крайне скудное применение данных турбин на бензиновых двигателях, является очень высокая стоимость моделей для таких моторов. Поэтому как в серийном производстве, так и в тюнинге они встречаются крайне редко, однако обширно распространены на дизельных двигателях коммерческих машин.
На SEMA 2015 г. BorgWarner была представлена разработка, совмещающая твинскрольную технологию и конструкцию с изменяемой геометрией – твинскрольная турбина с изменяемой геометрией. В ее двойной входной части установлена заслонка, которая в зависимости от нагрузки распределяет поток по крыльчаткам. На низких оборотах все отработанные газу идут на маленькую часть ротора, а большая перекрыта, что обеспечивает еще более быструю раскрутку, чем у обычной твинскрольной турбины. С ростом нагрузки заслонка постепенно переходит в среднее положение и равномерно распределяет поток на высоких оборотах, как в стандартной твинскрольной конструкции. Таким образом, данная технология, как и технология с изменяемой геометрией, обеспечивает изменение соотношения A/R в зависимости от нагрузки, подстраивая турбину под режим работы двигателя, что расширяет рабочий диапазон. При этом рассматривая конструкция значительно проще и дешевле, так как здесь используется только один движущийся элемент, работающий по простому алгоритму, и не требуется применение термостойких материалов. Следует отметить, что подобные решения встречались и ранее (например, quick spool valve), однако эта технология по каким-то причинам не обрела распространения.
Применение
Как было отмечено выше, твинскрольные турбины нередко применяются на серийных спорткарах. Однако при тюнинге их использование на многих моторах с синглскрольными системами затруднено ограниченным пространством. Это обусловлено, прежде всего, конструкцией коллектора: при равной длине необходимо сохранить приемлемые радиальные изгибы и характеристики потока. К тому же стоит вопрос оптимальной длины и изгиба, а также материала и толщины стенок. По данным Full-Race, ввиду большей эффективности твинскрольных турбин возможно использование каналов меньшего диаметра. Однако вследствие их сложной формы и двойного входного отверстия такой коллектор в любом случае больше, тяжелее и сложнее обычного из-за большего количества деталей. Поэтому он может не поместиться на стандартное место, вследствие чего потребуется менять картер. К тому же сами твинскрольные турбины больше аналогичных синглскрольных. Кроме того, потребуются другие аппайп и маслоуловитель. Помимо этого, для лучшей производительности с внешними вестгейтами для твинскрольных систем применяют два вестгейта (по одному на крыльчатку) вместо Y-образной трубы.
В любом случае возможна и установка твинскрольной турбины на ВАЗ, и замена ей синглскрольного турбокомпрессора Porsche. Разница состоит в стоимости и объеме работ по подготовке двигателя: если на серийных турбомоторах при наличии пространства обычно достаточно заменить выпускной коллектор и некоторые прочие детали и сделать настройку, то атмосферные двигатели требуют для турбирования значительно более серьезного вмешательства. Однако во втором случае разница в сложности установки (но не в стоимости) твинскрольной и синглскрольной систем несущественна.
Выводы
Твинскрольные турбины, благодаря раздельной подаче выхлопных газов на двойное турбинное колесо и устранению взаимного импульсного влияния цилиндров, обеспечивают лучшие производительность, отзывчивость и эффективность в сравнении с синглскрольными вариантами. Однако создание такой системы может оказаться весьма дорогостоящим. В целом это оптимальное решение для повышения отзывчивости без потери максимальной производительности для турбомоторов.
Основы турбонаддува | Часть 2. Объяснение A/R, AFR, твинскролл, трим.
Что такое Trim.
Trim это общепринятый термин, используемый при описании турбинного или компрессорного колеса турбины. Например, вы часто могли слышать фразу «У меня стоит турбина GT2871R с 56 Trim». Так что же это такое? Trim это величина, показывающая соотношение между индюсером (inducer) и эксдюсером (exducer) турбинного или компрессорного колеса. Еще более точно, это соотношение их площадей.
Диаметр индюсера — это диаметр колеса крыльчатки в той ее части, где воздух входит в крыльчатку, а эксдюсер это диаметр колеса, где воздух из него выходит.
Конструкция турбины такова, что индюсер компрессорного колеса меньше чем его эксдюсер, а турбинного — наоборот:
Например:
Турбина GT2871R (Garrett part number 743347-2) имеет компрессорное колесо с:
Диаметр индюсера: 53.1мм
Диаметр эксдюсера: 71.0мм
Таким образом Trim для него будет:
Trim крыльчатки, как компрессора, так и турбины напрямую влияет на ее производительность. Чем больше величина trim тем, как правило, больший поток воздуха может пройти через крыльчатку.
Что значит A/R хаузинга(улитки)
A/R (Area/Radius) описывает геометрическую характеристику компрессорного или турбинного хаузинга. Технически A/R означает отношение сечения канала хаузинга, деленое на расстояние от центра вала до центра этого сечения:
Значение A/R имеет разное влияние на производительность турбинной части и компрессорной.
A/R компрессора практически не влияет на его производительность. Как правило, хаузинги с большим A/R применяются для оптимизации отдачи в приложениях с малым наддувом, а хаузинги с меньшим A/R компрессора используются для больших значений наддува.
A/R турбины, наоборот, значительно влияет на ее производительность, определяя ее способность пропустить тот или иной поток воздуха. Использование меньшего A/R увеличивает скорость потока в турбинном хаузинге, приходящего на турбинное колесо. Это дает возможность увеличить отдачу турбины на низких нагрузках, приводит к более быстрому отклику на дроссель и снижает значение минимальных оборотов двигателя, требуемых для выхода турбины на рабочий наддув. Тем не менее, меньший A/R приводит к тому, что газ попадает на крыльчатку практически по касательной, что уменьшает максимальный поток газа который турбинное колесо способно пропустить. Это также увеличивает подпор газа перед турбиной, ухудшает продувку мотора на высоких оборотах, повышает EGT и как результат всего этого снижает максимальную пиковую мощность.
При выборе конкретного хаузинга для вашего мотора, в любом случае приходится идти на компромисс балансируя между ранним наддувом и пиковой мощностью. Также надо учитывать внутреннюю конструкцию хаузинга. Далекая от оптимальной форма канала, неточности литья, возможные переходы с прямоугольного сечения на круглое — все это, в определенной, мере влияет на эффективность горячего хаузинга. Опытным путем установлено что, например, турбинные хаузинги TiAL с круглым входом имеют лучшую аэродинамику и при том же A/R обеспечивают лучшую продувку на верхах по сравнению с традиционными чугунными хаузингами с прямоугольным входом.
Также при выборе A/R следует принимать во внимание эффективность всего выпускного тракта после турбины. Использование прямоточных выхлопных систем большого сечения позволяет использовать чуть меньший А/Р турбины и при той же пиковой мощности получить более ранний выход на наддув.
Виды выпускных коллекторов и их влияние.
В основном все турбоколлекторы делятся на два типа: литые log-style и трубные сварные:
Дизайн турбоколлектора довольно сложный процесс т.к. очень много факторов должно быть принянто во внимание. Ниже приведены общие советы для достижения максимальной производительности:
— Старайтесь использовать максимально возможный радиус поворотов, т.к. как каждый крутой изгиб ранера поглощает часть полезной энергии потоков газа.
— Добивайтесь равной длины ранеров для избежания перекрестного наложения выхлопных импульсов.
— Избегайте резких изменений сечения
— В сводах ранеров избегайте резких углов для сохранения направления и скорости потока
— Для лучшей отзывчивости турбины избегайте больших объемов коллектора, для большей пиковой мощности, наоборот, может быть использован больший объем коллектора
— Оптимально выбирайте длину ранеров и объем коллектора в зависимости от объема мотора и диапазона оборотов на которых необходимо получить наилучшую отдачу
Литые коллектора чаще всего применяются в заводских гражданских компоновках, в то время как сварные трубные коллекторы чаще применяются в спортивных вариантах моторов. Оба вида имеют свои достоинства и недостатки.
Литые коллекторы обычно весьма компактны и более дешевы при массовом производстве.
Трубные коллекторы могут быть изготовлены в малых сериях или единичных экземплярах для конкретного случая и не требуют такой сложной предварительной организации производства как литые. Правильно разработанный и изготовленный трубный коллектор обеспечивает длительный срок эксплуатации и значительное улучшение производительности по сравнению с литым log-style коллектором.
Твинскрольные коллекторы
Твинскольный коллектор может быть как литым, так и сварным трубным и используется в паре с соответствующим твинскольным турбинным хаузингом.
Назначение такой конструкции в разделении цилиндров, чьи рабочие циклы могут пересекаться между собой и для лучшего использования выхлопного импульса каждого цилиндра.
Наример, на 4-х цилиндровом моторе с порядком работы цилиндров 1-3-4-2, цилиндр #1 начинает свою фазу выпуска пока еще не закончена выпускная фаза в цилиндре #2, и его выпускной клапан открыт, а в зависимости от величины перекрытия, в этот момент может быть открыт и впускной клапан цилиндра #2. В нетвинскрольном коллекторе импульс высокого давления из цилиндра #1, попав в коллектор, сбивает течение потока цилиндра #2 не позволяя ему хорошо продуться в своей начальной стадии впуска. Также при этом, сам поток из цилиндра #1 теряет часть своей энергии.
Правильной компоновкой твинскрольного коллектора, в данном случае, будет сгруппировать цилиндры #1 и #4 в одной половине коллектора, а цилиндры #2 и #3 — в другой.
Пример твинскрольного турбинного хаузинга:
Более эффективное использование энергии выхлопных газов в твинскрольных системах ведет к улучшению отзывчивости турбины на малых оборотах и большей мощности на больших.
Степень сжатия турбомоторов.
Прежде чем приступить к обсуждению степени сжатия и давлению наддува, важно понять, что такое кнок или детонация. Детонация — это опасный процесс, вызванный спонтанным быстротекущим сгоранием топливновоздушной смеси в цилиндрах. Этот процесс вызывает резкие и большие по величине всплески давления в камере сгорания ведущие со временем к механическому разрушению поршневой группы и износу вкладышей.
Основными факторами, вызывающими детонацию являются:
— Естественная склонность самого мотора к детонации. Поскольку все моторы имеют свои конструкционные особенности, нет простого и однозначного ответа как лучше. Форма камеры сгорания, расположение в ней свечи зажигания, диаметр цилиндра и степень сжатия, качество распыла топлива — все это влияет на склонность или, наоборот, устойчивость конкретного мотора к детонации.
— Внешние условия. В турбомоторах параметры всасываемого турбиной воздуха, его температура и влажность, а также параметры воздуха, который попадает в цилиндры после турбины, влияют на склонность к детонации. Чем выше наддув, тем больше температура воздуха, поступающего в цилиндры, и тем больше вероятность возникновения детонации. Интеркулер с хорошей эффективностью охлаждения сжатого воздуха значительно помогает в борьбе с детонацией.
— Октановое число топлива. Октан — это величина показывающая стойкость топлива к возникновению детонации. Октан типовых гражданских бензинов находится в диапазоне 92-98 единиц. Специальные спортивные виды топлива имеют октан 100-120 и выше единиц. Чем выше октан, тем более стойким является топливо к возникновению детонации.
— Настройки блока управления. Угол зажигания и соотношение воздух/топливо значительным образом влияет на склонность или устойчивость мотора к детонации в различных режимах.
Теперь, когда мы разобрались с общими факторами связанными с детонацией, поговорим о степени сжатия. Степень сжатия (СЖ) определена как:
Где: CR — степень сжатия
Vd — объем цилиндра
Vcv — объем камеры сгорания
СЖ заводских моторов будет разной для атмосферного и турбомотора. Например стоковый мотор Honda S2000 имеет СЖ равную 11.1:1, в то время как турбомотор Subaru WRX имеет СЖ 8.8:1.
Существует много факторов влияющих на максимально допустимую СЖ. Нет одного простого ответа какой она должна быть. В общем случае, СЖ должна быть выбрана максимально возможной для предотвращения детонации, с одной стороны, и обеспечения максимального КПД двигателя, с другой. Факторами влияющими на выбор СЖ в каждом конкретном случае являются: октановое число применяемого топлива, давление наддува, температура воздуха в предполагаемых режимах эксплуатации, форма камеры сгорания, фазы клапанного механизма и противодавление в коллекторе.
Многие современные атмосферные моторы имеют хороший дизайн камеры сгорания и большую стойкость к детонации, что при правильной настройке блока управления позволяет устанавливать на них турбонаддув не меняя заводскую степень сжатия.
Обычной практикой при турбировании атмосферных моторов является увеличение мощности на 60-100% относительно заводской. Тем не менее, для значительных значений наддува требуется уменьшение заводской СЖ.
Что такое AFR или соотношение воздух/топливо.
При обсуждении вопроса настройки двигателя, выбраный AFR, наверное, наиболее часто встречающийся вопрос. Правильный AFR имеет крайне высокое влияние на общую производительность и надежность мотора и его компонентов.
AFR определен как соотношение количества воздуха зашедшего в цилиндр к количеству зашедшего в него топлива. Стехиометрическая смесь это смесь при которой происходит полное сгорание топлива. Для бензиновых двигателей стехиометрией является соотношение 14.7:1. Это означает что на каждую часть топлива приходится 14.7 частей воздуха.
Что означают понятия «бедная» и «богатая» смесь? Более низкие значения AFR означают меньшее количество воздуха относительно топлива и такая смесь называется богатой. Аналогично, большие значения AFR означают больше воздуха относительно топлива и называются бедной смесью.
Например:
15.0:1 = бедная
14.7:1 = стехиометрическая
13.0:1 = богатая
Бедная смесь ведет к повышению температуры горения смеси. Богатая — наоборот. В основном атмосферные моторы достигают максимальной отдачи на смеси, несколько богаче стехиометрии. На практике ее держат в диапазоне 12:1…13:1 для дополнительного охлаждения. Это хороший AFR для атмосферного мотора, но он может в некоторых случаях быть крайне опасным в случае с турбомотором. Более богатая смесь снижает температуру в камере сгорания и повышает стойкость к детонации, а также снижает температуру выхлопных газов и увеличивает срок службы турбины и коллектора.
Реально при настройке существует три способа борьбы с детонацией:
— уменьшение давление наддува
— обогащение смеси
— использование более позднего зажигания.
Задачей настройщика является поиск наилучшего баланса этих трех параметров для получения максимальной отдачи и ресурса турбомотора.
Двигатель ОМ651.
ООО «Профбокс» осуществляет продажу двигателей 651 на автомобили марки Мерседес. В продаже представлена целая серия моторов, работающих на дизельном топливе.
Особенности двигателей на Мерседес ОМ
Мощность двигателей из этой серии отличается. Слабые модификации устанавливались на Вито и Спринтер. Мощные на X180, X250. Существует моторы, укомплектованные турбонаддувом.
Двигатель 651 представляет собой рядовую четверку, которая оснащается системой Коммон Райл. В комплектацию также входит охладитель и твинскрольная турбина. Все модели моторов 651 на Мерседесы оснащаются удвоенным наддувом. Это значит, что функционируют 2 турбины, невзирая на то, что управляемая геометрия отсутствует. Контроль за продуктивностью их работы осуществляется вакуумным индикатором. В этом процессе также принимает участие обводной клапан сброса. При развитии скорости свыше 100 км/ч воздух под напором обходит малую турбину, сразу оказывается в охладителе.
У самой слабой модификации 651 мотора отсутствуют заслонки, которые перекрывают дополняющие отводы впускающего коллектора. Сам элемент выполнен из пластика.
Газораспределительный механизм типа DOHC находится на тыльной стороне двигателя. Такое расположение способствует понижению высоты и увеличению расстояния, разделяющего движок и капот. Это положительно отражается на характеристиках безопасности. Приводной механизм активируется за счет короткой цепи. Его вращение осуществляется промежуточной шестерней. Для приведения в движение коленчатого вала используются косозубые шестерни.
Топливо впрыскивается при помощи форсунок. Оно подается под большим напором из специальной рамы непосредственно в камеры. Это способствует существенному модифицированию процесса сгорания. Еще один плюс данной схемы заключается в улучшении нормативом ЭКО.
Смазочная система оснащается турбинно-лопастным насосным агрегатом. Он комплектуется устройством, изменяющим продуктивность. Наддув в масляной системе меняется и зависит от нагрузки на двигатель. Предусматривается две программы изменения: на скорости менее 2000 об/мин и более. Это говорит о том, что перекачивание смазки насосным агрегатом неравномерное. Происходит стравливание чрезмерного давления, если двигателю внутреннего сгорания не требуется большое количество смазки.
Сборка двигателей Мерседес дизель ОМ выполняется с 2008 года. Их устанавливают на большое количество современных автомобилей в основном немецкого производства. Насчитывается несколько разновидностей данного агрегата, они различаются объемом и уровнем формирования.
Уязвимым местом двигателя 2 2 дизель Мерседес является его масляной насос. В механизме, который изменяет давление, выходит из строя возвратная пружина. Это приводит к тому, что почти все масло оказывается в поддоне, трущиеся элементы лишаются хорошей смазки под напором. Без индикатора, регулирующего давление и отправляющего сообщения на БУ, положение ухудшается. Вкладыши коленвала срывает, и мотор начинает стучать.
Предотвратить быстрый износ пружины помогает частая замена масла. Автовладельцы должны помнить, что пружинный элемент выходит из строя из-за применения низкокачественных составов. Чтобы маслонасос прослужил долго, нужно почаще менять масло.
В старых модификациях двигателей случаются неполадки, которые связаны с инжектором. Ранее пьезофорсунками комплектовались почти все версии ОМ 651. Впрыскивающие элементы, которые производила фирма Делфи, не были рассчитаны на такую нагрузку и давали течи. Из-за этого появлялись гидравлические удары, сгорал электронный модуль управления. Чтобы решить проблему, пьезодетали поменяли на электромагнитные форсунки.
Бывают и у моторов Мерседес дизель 2.2 и другие неисправности, но они незначительные:
- С течением времени из охлаждающей системы начинает течь хладагент. Но прокачка помпой антифриза происходит только в том случае, если есть срочная необходимость. В других ситуациях происходит ее отключение.
- Помпа оснащается вакуумным актуатором, он может выйти из строя. Это приводит к продолжительному перегреванию двигателя.
- Впускной коллектор выполнен из пластика, по этой причине нередко случаются механические повреждения. В центре появляется трещина. Такое часто обычно происходит при пробеге более 200-250 тыс. км. Неисправность чревата подсосами воздуха и возникновением ошибок на приборной панели.
Сломаться может и дозировочный клапан на топливной рампе либо клапан, подающий топливо. Невзирая на это топливная система довольно надежная, с ней редко бывают проблемы.
На двигателях этого серии установлено большое количество актуаторов турбин и перепускных клапанов. От поломок не застрахованы и они.
Цепи ГРМ в двигателях Мерседес 184 л с достаточно надежные. Их растяжение раньше заявленного эксплуатационного срока происходит редко. Грамотное обслуживание позволяет избежать проблем с ЦПГ.
Купить двигатель мерседес 2 литра
Если вам нужно купить двигатель на Мерседес вито 2 2 дизель, воспользуйтесь нашим предложением. ООО «Профбокс» является первым поставщиком моторов на автомобили данной марки из европейских стран. Мы реализуем надежные в работе контактные двигатели мерседес 1 8, экономим время и деньги своих покупателей. Качественные агрегаты из Европы, рассчитаны на продолжительную эксплуатацию.
В ООО «Профбокс» вы сможете купить двигатель 2.2 cdi за разумную стоимость. Получить грамотную консультацию перед покупкой мотора. Сделки с нашей организацией абсолютно безопасны, вам будет даны рекомендации по установке двигателя. Доставка товаров выполняется оперативно. Плюсов у двигателей больше, чем минусов данный факт подтверждается автовладельцами.
Двухвалковая турбина: описание конструкции, принцип работы, плюсы и минусы
Главный недостаток двигателей с турбонаддувом по сравнению с атмосферными вариантами — меньшая отзывчивость, из-за того, что турбина требует определенного времени. С развитием турбокомпрессоров производители разрабатывают различные способы повышения их отзывчивости, производительности и эффективности. Оптимальный вариант — двухвалковые турбины.
Общие характеристики
Этот термин относится к турбонагнетателям с двойным впуском и двойным рабочим колесом турбинного колеса.С момента появления первых турбин (около 30 лет назад) они были разделены на версии с открытым и раздельным всасыванием. Последние являются аналогами современных турбонагнетателей Twin-Scroll. Лучшие параметры определяют их применение в тюнинге и автоспорте. Кроме того, некоторые производители используют их на серийных спортивных автомобилях, таких как Mitsubishi Evo, Subaru Impreza WRX STI, Pontiac Solstice GXP и др.
Конструкция и принцип работы
Двухвалковые турбины отличаются от обычных турбин двойным турбинным колесом и разделенная впускная часть.Ротор имеет монолитную конструкцию, но размер, форма и кривизна лопастей различаются по диаметру. Одна его часть рассчитана на небольшую нагрузку, другая — на большую.
Принцип работы турбин Twin-Scroll основан на раздельной подаче выхлопных газов под разными углами к рабочему колесу турбины в зависимости от порядка работы цилиндров.
Далее более подробно рассматриваются конструктивные особенности и принцип работы двухвалковой турбины.
Выпускной коллектор
Для турбонагнетателей с двойной спиралью первостепенное значение имеет конструкция выпускного коллектора.Он основан на концепции сопряжения цилиндров гоночных коллекторов и определяется количеством цилиндров и порядком их работы. Практически все 4-цилиндровые двигатели работают в порядке 1-3-4-2. В этом случае один канал объединяет 1 и 4 цилиндра, другой — 2 и 3. На большинстве 6-цилиндровых двигателей выхлопные газы подаются отдельно от 1, 3, 5 и 2, 4, 6 цилиндров. RB26 и 2JZ следует отметить как исключения. Они работают в порядке 1-5-3-6-2-4.
Следовательно, у этих двигателей 1, 2, 3 цилиндры сопряжены для одной крыльчатки, 4, 5, 6 — для второй (в стоке турбинный привод организован в таком же порядке).Таким образом, названные двигатели отличаются упрощенной конструкцией выпускного коллектора, в котором первые три и последние три цилиндра объединены в два канала.
Помимо подключения цилиндров в определенном порядке, очень важны другие характеристики коллектора. Прежде всего, оба канала должны иметь одинаковую длину и одинаковое количество изгибов. Это связано с необходимостью обеспечить одинаковое давление подаваемых выхлопных газов. Кроме того, важно, чтобы фланец турбины на коллекторе соответствовал форме и размерам ее входа.Наконец, чтобы обеспечить наилучшую производительность, конструкция коллектора должна соответствовать значению A / R турбины.
Необходимость использования выпускного коллектора для турбин с двойной спиралью соответствующей конструкции определяется тем фактом, что в случае использования обычного коллектора такой турбокомпрессор будет работать как турбонагнетатель с одной спиралью. То же самое будет наблюдаться при объединении однорылковой турбины с двухвалковым манифольдом.
Импульсное взаимодействие цилиндров
Одним из существенных преимуществ турбокомпрессоров с двойной спиралью, определяющим их преимущества перед турбокомпрессорами с одной спиралью, является значительное уменьшение или устранение взаимного влияния цилиндров импульсами выхлопных газов.
Известно, что для того, чтобы каждый цилиндр прошел все четыре хода, коленчатый вал должен повернуться на 720 °. Это верно как для 4-, так и для 12-цилиндровых двигателей. Однако если при повороте коленчатого вала на 720 ° совершается один ход на первых цилиндрах, то на 12-цилиндровом — все ходы. Таким образом, с увеличением количества цилиндров величина вращения коленчатого вала между одинаковыми ходами для каждого цилиндра уменьшается. Так, в 4-цилиндровых двигателях рабочий ход происходит через каждые 180 ° в разных цилиндрах.Это также верно для тактов впуска, сжатия и выпуска. В 6-цилиндровых двигателях при 2 оборотах коленчатого вала происходит больше событий, поэтому одинаковые ходы между цилиндрами разнесены на 120 °. Для 8-цилиндровых двигателей шаг составляет 90 °, для 12-цилиндровых двигателей — 60 °.
Известно, что распредвалы могут иметь фазу от 256 до 312 ° и более. Примером может служить двигатель с фазами впуска и выпуска 280 °. Когда выхлопные газы выпускаются на таком 4-цилиндровом двигателе, выпускные клапаны цилиндра будут открываться на 180 ° каждые 100 °.Это требуется для подъема поршня из нижней мертвой точки в верхнюю мертвую точку во время выпуска для данного цилиндра. В операции 1-3-2-4 для третьего цилиндра выпускные клапаны начнут открываться в конце хода поршня. В это время начнется такт впуска в первом цилиндре, а выпускные клапаны начнут закрываться. Во время первого открытия на 50 ° выпускных клапанов третьего цилиндра будут открываться выпускные клапаны первого цилиндра, и его впускные клапаны также начнут открываться.Таким образом, клапаны перекрываются между цилиндрами.
После удаления выхлопных газов из первого цилиндра выпускные клапаны закрываются, а впускные клапаны начинают открываться. В то же время выпускные клапаны третьего цилиндра открываются, выпуская высокоэнергетические выхлопные газы. Значительная часть их давления и энергии используется для привода турбины, а меньшая часть ищет путь наименьшего сопротивления. Из-за более низкого давления закрывающих выпускных клапанов первого цилиндра по сравнению с неразъемным входом турбины часть выхлопных газов третьего цилиндра направляется в первый.
Поскольку такт впуска начинается в первом цилиндре, всасываемый заряд разбавляется выхлопными газами, теряя мощность. Наконец, клапаны первого цилиндра закрываются, а поршень третьего поднимается. Для последнего осуществляется выпуск, и повторяется ситуация, рассмотренная для цилиндра 1, когда выпускные клапаны второго цилиндра открыты. Таким образом, наблюдается перемешивание. Эта проблема еще более выражена в 6- и 8-цилиндровых двигателях с интервалами хода выхлопа между цилиндрами 120 ° и 90 ° соответственно.В этих случаях наблюдается еще большее перекрытие выпускных клапанов двух цилиндров.
Из-за невозможности изменения количества цилиндров эту проблему можно решить, увеличив интервал между одинаковыми ходами за счет использования турбонагнетателя. В случае использования двух турбин на 6- и 8-цилиндровых двигателях цилиндры могут быть объединены для привода каждой из них. В этом случае интервалы между аналогичными событиями выпускного клапана увеличиваются вдвое. Например, для RB26 можно объединить цилиндры 1-3 для передней турбины и 4-6 для задней.Это исключает последовательное срабатывание цилиндров для одной турбины. Следовательно, интервал между событиями выпускного клапана для цилиндров одного турбонагнетателя увеличивается со 120 ° до 240 °.
В связи с тем, что турбина Twin-Scroll имеет отдельный выпускной коллектор, в этом смысле она аналогична системе с двумя турбонагнетателями. Так, у 4-цилиндровых двигателей с двумя турбинами или турбокомпрессора Twin-Scroll интервал между событиями составляет 360 °. 8-цилиндровые двигатели с аналогичными системами наддува имеют одинаковый интервал.Очень длительный период, превышающий продолжительность подъема клапана, исключает перекрытие клапанов для цилиндров одной турбины.
Таким образом, двигатель втягивает больше воздуха и удаляет остаточные выхлопные газы при низком давлении, заполняя цилиндры более плотным и чистым зарядом, что приводит к более интенсивному сгоранию для лучшей производительности. Кроме того, более высокий объемный КПД и улучшенная очистка позволяют использовать более высокую задержку воспламенения для поддержания максимальной температуры в цилиндрах. Благодаря этому КПД турбин с двойной спиралью на 7-8% выше, чем у турбин с одной спиралью, с улучшенным КПД по топливу на 5%.
Согласно Full-Race, турбокомпрессоры с двойной спиралью имеют более высокое среднее давление в цилиндрах и более высокий КПД, чем турбокомпрессоры с одной спиралью, но более низкие пиковое давление в цилиндрах и противодавление на выходе. Системы с двойной прокруткой имеют большее противодавление на низких оборотах (содействие наддува) и меньшее противодавление на высоких оборотах (увеличение производительности). Наконец, двигатель с такой системой наддува менее чувствителен к негативному воздействию широкоугольных распределительных валов.
Рабочие характеристики
Выше были теоретические положения для работы турбин с двумя спиральными спиралями.То, что это дает на практике, установлено измерениями. Этот тест был проведен журналом DSPORT на Project KA 240SX по сравнению с версией с одной прокруткой. Его KA24DET развивает до 700 литров. из. на колесах от е85. Мотор оснащен кастомным выпускным коллектором Wisecraft Fabrication и турбокомпрессором Garrett GTX. В ходе испытаний был изменен только корпус турбины с таким же значением A / R. Помимо изменений мощности и крутящего момента, тестеры оценивали реакцию, измеряя время достижения определенных оборотов и давление наддува на третьей передаче при аналогичных условиях запуска.
Результаты продемонстрировали лучшие характеристики двухвалковой турбины во всем диапазоне оборотов. Наибольшее превосходство в мощности он показал в диапазоне от 3500 до 6000 об / мин. Наилучшие результаты достигаются за счет более высокого давления наддува при тех же оборотах. Кроме того, более высокое давление обеспечивало увеличение крутящего момента, сопоставимое с эффектом увеличения рабочего объема двигателя. Также наиболее ярко это проявляется на средних оборотах. При разгоне с 45 до 80 м / ч (3100-5600 об / мин) турбина с двойной спиралью обогнала турбину с одной спиралью на 0,49 с (2,93 с против 3,42), что даст разницу в три корпуса.То есть, когда автомобиль с турбонагнетателем с прокруткой сигнала достигает скорости 80 м / ч, версия с двойной прокруткой проедет на 3 длины впереди со скоростью 95 м / ч. В диапазоне скоростей 60-100 м / ч (4200-7000 об / мин) превосходство двухвалковой турбины оказалось менее значительным и составило 0,23 с (1,75 против 1,98 с) и 5 с. м / ч (105 против 100 м / ч). По скорости, при которой достигается определенное давление, турбокомпрессор с двойной спиралью опережает турбокомпрессор с одной спиралью примерно на 0,6 с.Итак, при 30 фунтах на квадратный дюйм разница составляет 400 об / мин (5500 против 5100 об / мин).
Еще одно сравнение было проведено Full Race Motorsports на 2,3-литровом двигателе Ford EcoBoost с турбиной BorgWarner EFR. В этом случае с помощью компьютерного моделирования сравнивался расход выхлопных газов в каждом канале. Для турбины с двойной спиралью разброс этого значения составлял до 4%, а для турбины с одной спиралью — 15%. Лучшая согласованность расхода означает более низкие потери на смешивание и более высокую энергию импульса для турбонагнетателей с двойной спиралью.
Преимущества и недостатки
Турбины с двойной спиралью имеют много преимуществ перед турбинами с одной спиралью. К ним относятся:
- повышенная производительность во всем диапазоне оборотов;
- лучшая отзывчивость;
- меньшие потери при смешивании;
- увеличенная энергия импульса турбинного колеса;
- лучшая эффективность наддува;
- больше крутящего момента внизу, аналогично твин-турбо системе;
- уменьшение ослабления входного заряда при перекрытии клапанов между цилиндрами;
- понижение температуры выхлопных газов;
- уменьшение импульсных потерь двигателя;
- пониженный расход топлива.
Главный недостаток — большая сложность конструкции, что приводит к удорожанию. Кроме того, при высоких давлениях и высоких скоростях разделение газового потока не позволит получить такую же пиковую производительность, как у одновалковой турбины.
Конструктивно двухшнековые турбины аналогичны системам с двумя турбонагнетателями (би-турбо и два-турбо). По сравнению с ними такие турбины, наоборот, имеют преимущества в стоимости и простоте конструкции.Это используется некоторыми производителями, такими как BMW, которые заменили систему двойного турбонаддува на N54B30 1-Series M Coupe на турбонагнетатель с двойной спиралью на N55B30 M2.
Следует отметить, что существуют и более технически совершенные версии турбин, представляющие высшую ступень их развития — турбокомпрессоры с изменяемой геометрией. В целом они имеют те же преимущества перед обычными турбинами, что и двойная спираль, но в большей степени. Однако эти турбокомпрессоры намного сложнее по конструкции.Кроме того, их сложно настроить на двигателях, которые изначально не были предназначены для таких систем, из-за того, что они управляются блоком управления двигателем. Наконец, основным фактором крайне плохого использования этих турбин на бензиновых двигателях является очень высокая стоимость моделей для таких двигателей. Поэтому как в серийном производстве, так и в тюнинге они встречаются крайне редко, однако широко распространены на дизельных двигателях коммерческого транспорта.
На выставке SEMA 2015 компания BorgWarner представила разработку, сочетающую в себе двухвалковую технологию и конструкцию с изменяемой геометрией — двухвалковую турбину с изменяемой геометрией.В его двойной входной части установлена заслонка, которая в зависимости от нагрузки распределяет поток по рабочим колесам. На низких оборотах весь выхлопной газ попадает в небольшую часть ротора, а большая часть блокируется, что обеспечивает даже более быстрый раскрутку, чем обычная двухвалковая турбина. По мере увеличения нагрузки заслонка постепенно перемещается в среднее положение и равномерно распределяет поток на высоких скоростях, как в стандартной двухвалковой конструкции. Таким образом, эта технология, как и технология переменной геометрии, обеспечивает изменение отношения A / R в зависимости от нагрузки, подстраивая турбину под режим работы двигателя, что расширяет рабочий диапазон.При этом рассматривать конструкцию намного проще и дешевле, так как здесь используется всего один движущийся элемент, работающий по простому алгоритму, и использование жаропрочных материалов не требуется. Следует отметить, что подобные решения встречались и раньше (например, быстродействующий золотниковый клапан), но эта технология по каким-то причинам не нашла широкого распространения.
Приложение
Как отмечалось выше, турбины с двойной спиралью часто используются в серийных спортивных автомобилях.Однако при настройке их использование на многих двигателях с системами с одной спиралью затруднено из-за ограниченного пространства. В первую очередь это связано с конструкцией коллектора: при одинаковой длине необходимо сохранять приемлемые радиальные изгибы и характеристики потока. Кроме того, стоит вопрос оптимальной длины и изгиба, а также материала и толщины стенок. По данным Full-Race, из-за большей эффективности турбин с двумя спиральными спиралями можно использовать каналы меньшего диаметра. Однако из-за своей сложной формы и двойного входа такой коллектор в любом случае больше, тяжелее и сложнее, чем обычно, из-за большего количества деталей.Поэтому он может не уместиться в штатном месте, вследствие чего потребуется замена картера. Кроме того, сами турбины с двойной спиралью больше, чем аналогичные турбины с одной спиралью. Кроме того, потребуется другая труба и маслоуловитель. Кроме того, для лучшей производительности с внешними перепускными клапанами для двухвалковых систем вместо Y-образной трубки используются два перепускных клапана (по одному на каждое рабочее колесо).
В любом случае на ВАЗ также можно установить турбину Twin-Scroll и заменить ее на турбокомпрессор Porsche с одинарной спиралью.Разница заключается в стоимости и объеме работ по подготовке двигателя: если на серийных турбодвигателях при наличии места обычно достаточно заменить выпускной коллектор и некоторые другие детали и внести коррективы, то для атмосферных двигателей требуется гораздо более серьезное. вмешательство для турбонаддува. Однако во втором случае разница в сложности монтажа (но не в стоимости) двухвалковой и одновалковой систем незначительна.
выводы
Турбины Twin-scroll, благодаря раздельной подаче выхлопных газов на двойное колесо турбины и исключению взаимного импульсного влияния цилиндров, обеспечивают лучшую производительность, быстродействие и эффективность по сравнению с версиями single-scroll.Однако создание такой системы может быть очень дорогостоящим. В целом, это оптимальное решение для улучшения отзывчивости без ущерба для максимальной производительности турбодвигателей.
Сравнение Twin Scroll и Single Scroll Turbo Test
О двигателях с турбонаддувом говорили: «Если вам нужна большая мощность, вы должны быть готовы пожертвовать некоторой реакцией на ускорение». Сегодня это на самом деле редко. Хотя вы можете относиться к тем двум процентам людей, у которых турбокомпрессор и турбо-коллектор лучше всего подходят для вашей комбинации двигателей, есть вероятность, что ваш нынешний турбонагнетатель и выпускной коллектор не оснащены всеми новейшими технологиями.Центральные секции на шарикоподшипниках, передовые конструкции компрессоров и турбинных колес, а также устойчивые к перенапряжениям крышки компрессоров — это лишь некоторые из новейших технологий, которые позволяют турбинам большой мощности иметь улучшенную реакцию наддува. В то время как экзотические материалы турбины, улучшенная конструкция шарикоподшипников и новый компрессор становятся заголовками, корпус турбины с двумя спиралями (также известный как разделенный впускной) в сочетании с правильно спроектированным турбонагнетателем могут обеспечить большее улучшение реакции наддува, чем ряд других технологий. комбинированный.Изучив историю и науку, лежащую в основе технологии двойной прокрутки, мы покажем реальные различия конфигурации одинарной и двойной прокрутки на нашем 240SX с турбонаддувом Project KA.
Майкл Феррара
DSPORT Выпуск № 162
В первые дни высокопроизводительного турбонаддува карбюраторы и некомпьютеризированные системы зажигания были нормой. Эти низкотехнологичные устройства никогда не позволяли оптимизировать подачу топлива и угол опережения зажигания. Вместо этого просто получить двигатель, который выдержит поездку на наддув, было достижением.В те дни отличной настройкой было то, что позволяло вашему двигателю не плавиться при давлении наддува 8 фунтов на квадратный дюйм. Несмотря на отсутствие поддерживающих технологий 30 лет назад, кому-то, кто рассматривал вопрос о турбонаддуве, все равно необходимо было ответить на вопрос об «открытом» или «разделенном» впуске при выборе турбонагнетателя (это была общая терминология до того, как стали популярными одно- и двухспиральные двигатели). Следовательно, «двойная прокрутка» — не новая технология. Вместо этого это была забытая технология, которая быстро становится нормой для всех OEM-приложений и гоночных автомобилей, устанавливающих рекорды.Только за последние 10 лет мы вступили в нынешнюю эпоху «Modern Boost». Теперь поддерживающие технологии управления двигателем позволяют полностью использовать конкретную комбинацию двигатель / турбокомпрессор. Системы управления двигателем как OEM, так и послепродажного обслуживания позволяют оптимизировать кривые подачи топлива, наддува и зажигания при различных условиях нагрузки и дроссельной заслонки. Реакцию на ускорение и выходную мощность теперь можно оптимизировать до пределов конкретной комбинации двигатель / турбокомпрессор. При выборе модернизированного турбонагнетателя или полностью новой системы турбонагнетателя необходимо ответить на вопрос об одинарной или двойной спирали.Преимущества системы турбонагнетателя с двойной прокруткой читаются как список обещаний лечебного тоника 1890-х годов. Турбокомпрессоры с двойной прокруткой обещают увеличить крутящий момент на низких оборотах, улучшить реакцию наддува, поднять мощность во всем диапазоне мощности, максимизировать КПД турбины, снизить насосные потери двигателя, улучшить экономию топлива, уменьшить разбавление всасываемого заряда при перекрытии клапанов и снизить температуру выхлопных газов. В отличие от тоников, которые состояли в основном из зернового спирта, правильно спроектированная система турбонагнетателя с двумя спиралями может оправдать все ее требования.Система турбонагнетателя с двойной спиралью требует корпуса турбины с разделенным впуском И правильно спроектированного выпускного коллектора, который соединяет правильные цилиндры для направления потока в каждую спираль независимо. В приложении с 4 цилиндрами цилиндр, который запускает первый, и цилиндр, который запускает третий, будут объединены в один свиток. Цилиндры, запускающие второй и четвертый, объединятся во втором свитке. Почти все 4-цилиндровые двигатели имеют порядок включения 1-3-4-2. Для применения с двойной спиралью цилиндры №1 и №4 будут иметь выхлоп непосредственно в одну спираль, а цилиндры №2 и №3 будут направлять поток выхлопных газов в другую.То же требование предъявляется к шестицилиндровым двигателям. Первый, третий и пятый цилиндры для срабатывания будут находиться на одной свитке, а второй, четвертый и шестой цилиндры для срабатывания будут на второй свитке. Для RB26 или 2JZ порядок стрельбы 1-5-3-6-2-4. Это означает, что цилиндры №1, №2 и №3 совместно используют одну прокрутку, а цилиндры №4, №5 и №6 совместно используют вторую прокрутку. Это упрощает конструкцию турбокомплекса на рядном 6-цилиндровом двигателе, поскольку три передних цилиндра переходят в одну спираль, а три крайних задних цилиндра переходят во вторую спираль.Помимо правильного соединения цилиндров, хорошо спроектированный выпускной коллектор с двойной спиралью должен также иметь направляющие равной длины с таким же количеством изгибов. Правильное согласование размеров и формы фланца турбины на коллекторе с входом в турбину турбины с двойной спиралью также важно.
Что произойдет, если вы запустите корпус турбины с одной спиралью на выпускном коллекторе с двумя спиралями или корпус турбины с двумя спиралями на неразъемном / открытом выпускном коллекторе? В любой конфигурации вы просто получите рабочие характеристики системы турбонагнетателя с одной спиралью.
Преимущество Twin-Scroll
• Более быстрая реакция на усиление
• Увеличивает мощность на всех оборотах двигателя.
• Снижает потери при смешивании
• Максимально увеличивает импульсную энергию турбинного колеса.
• Повышает КПД турбины.
• Повышает производительность «нижнего уровня», как в системе с двойным турбонаддувом
• Снижает насосные потери.
• Снижает расход топлива
Для лучшей производительности с внешними перепускными клапанами, два перепускных клапана (по одному на спираль) используются вместо Y-образной трубы в системе с двумя спиралями.
Коленчатый вал должен повернуться на 720 градусов или два полных оборота для каждого цилиндра двигателя, чтобы испытать все четыре цикла (впуск, сжатие, мощность и выпуск). Это верно, говорим ли мы о 4-цилиндровом или 12-цилиндровом двигателе. В 4-цилиндровом двигателе четыре цилиндра завершат цикл при повороте кривошипа на 720 градусов, в то время как 12 цилиндров завершат все четыре цикла при тех же 720 градусах поворота кривошипа. Чем больше цилиндров, тем меньше количество оборотов коленчатого вала в градусах между аналогичными циклами на каждом цилиндре.На 4-цилиндровом двигателе рабочий ход происходит через каждые 180 градусов поворота коленчатого вала в другом цилиндре. То же самое верно для тактов впуска, сжатия и выпуска. На 6-цилиндровом двигателе за те же два оборота кривошипа должно произойти больше событий. В результате все подобные события между цилиндрами разнесены на 120 градусов. Для 8-цилиндрового двигателя интервал составляет 90 градусов, в то время как для 12-цилиндрового двигателя подобное событие происходит в следующем цилиндре каждые 60 градусов.
Так почему же имеет значение количество градусов между событиями? Если вы когда-нибудь интересовались рабочими распределительными валами, возможно, вы помните цифры продолжительности.Рекламируемая продолжительность кулачков может составлять от 256 до 312 градусов и более. Предположим, наша комбинация двигателей имеет распределительный вал с длительностью впуска и выпуска 280 градусов.
Если события выпуска на нашем 4-цилиндровом двигателе происходят каждые 180 градусов, есть 100 общих градусов, на которые выпускной клапан будет открыт дольше, чем на 180 градусов, которые потребуются поршню, чтобы подняться из нижней мертвой точки в верхнюю мертвую точку во время такт выпуска для этого цилиндра. В случае порядка зажигания 1-3-2-4, давайте взглянем на цилиндр №3.В то время как поршень №3 все еще завершает свой рабочий ход в цилиндре, выпускные клапаны №3 начнут открываться. В то же время цилиндр №1 начинает закрывать выпускные клапаны №1, поскольку он начинает свой такт впуска. Во время первых 50 градусов открытия выпускного клапана в цилиндре №3 выпускной клапан цилиндра №1 также открыт (и один впускной клапан цилиндра также открывается). Давайте посмотрим, что происходит во время перекрытия выпускных клапанов между цилиндрами.
Из цилиндра №1 только что откачали выхлопные газы, и он находится в процессе закрытия своих выпускных клапанов, в то время как впускные клапаны №1 также находятся в процессе открытия, чтобы начать такт впуска.К сожалению, цилиндр №3 открывает свои выпускные клапаны и выпускает высокоэнергетические выхлопные газы. В то время как большой процент энергии и давления из цилиндра № 3 используется для привода турбины, меньший процент ищет легкий выход (путь наименьшего сопротивления). Когда давление на выходе через открытый выпускной клапан цилиндра №1 ниже, чем на открытом / неразделенном входе турбины, выхлопные газы из цилиндра №3 будут циркулировать обратно в цилиндр №1. Поскольку цилиндр № 1 пытается начать такт впуска, часть впускаемого заряда разбавляется выхлопными газами.Разбавленный заряд отнимает мощность, которую можно было бы реализовать без разбавления. В конце концов, выпускной клапан №1 полностью закрывается, а поршень №3 поднимается вверх по отверстию. Выхлоп идет из выпускных клапанов №3 во время процесса, пока цилиндр №3 не столкнется с той же проблемой, что и цилиндр №1, когда цилиндр №2 начинает открывать свой выпускной клапан. Сбивает с толку? Вы делаете ставку. Проблема становится еще более серьезной для 6- и 8-цилиндровых двигателей, когда выхлоп от цилиндра к цилиндру происходит с интервалами 120 градусов или 90 градусов, соответственно.В этих случаях выпускные клапаны двух разных цилиндров одновременно открываются еще больше.
Поскольку вы не можете изменить количество цилиндров в двигателе, как вы можете увеличить интервал между аналогичными циклами в двигателе? Один из способов — добавить турбокомпрессоры. Когда два турбокомпрессора используются в шестицилиндровом или восьмицилиндровом двигателе, цилиндры могут быть спарены для питания каждого турбонагнетателя таким образом, чтобы удвоить продолжительность между аналогичными событиями выпускного клапана. Мы запускаем пару турбонагнетателей на нашем RB26 в нашем Project RH8 R33 GT-R.Цилиндры №1, №2 и №3 питают переднюю турбину, а цилиндры №4, №5 и №6 питают заднюю турбину. Поскольку нет цилиндров, которые запускаются последовательно в паре с одной и той же турбиной, количество времени между событиями выпускного клапана, которые будут происходить на цилиндрах, питающих одну и ту же турбину, удвоилось. Вместо 120 градусов теперь 240 градусов.
Турбонагнетатель с двойной спиралью и коллекторная система обеспечивают такое же удвоение времени между аналогичными событиями, как и добавление дополнительного турбонагнетателя. Второй турбонаддув или система двойной прокрутки дают тот же эффект.Если бы у нас был один турбокомпрессор с турбиной с двойной спиралью и установкой коллектора на шестицилиндровом двигателе, у нас все равно было бы 240 градусов между событиями. Четырехцилиндровый двигатель с одним турбонаддувом с двойной спиралью (или четырехцилиндровый двигатель с двумя турбинами) имеет 180 x 2 или 360 градусов между событиями. Восьмицилиндровый двигатель с двойным турбонаддувом, использующий технологию двойной прокрутки, также имеет 2 x 2 x 90 или 360 градусов между событиями. Благодаря этому чрезвычайно долгому периоду, который превышает продолжительность события подъема клапана распределительного вала, никогда не бывает момента, когда два выпускных клапана на одной и той же спирали одновременно открываются в этих приложениях.Хотя теории прекрасны, результаты повышают производительность. Как вы, возможно, помните, на нашем Project KA 240SX мы использовали кастомный выпускной коллектор с двойной спиралью Wisecraft Fabrication и турбонагнетатель с двойной спиралью Garrett. Двигатель KA24DET, работающий на E85, развивает мощность чуть менее 700 лошадиных сил. Наш тест изменит только один компонент — корпус турбины. Мы будем тестировать как корпус турбины с одной спиралью («открытый» или «без разделения»), так и корпус турбины с двумя спиралями (с разделенным впуском) с одинаковым соотношением A / R.Помимо записи изменений кривых мощности и крутящего момента, мы также рассмотрим реакцию двух комбинаций. Чтобы сравнить отзывчивость, мы решили посмотреть на время, необходимое для достижения определенной частоты вращения двигателя, а также на время, необходимое для достижения определенного уровня наддува во время включения третьей передачи, инициированной при тех же условиях запуска. Мы выбрали третью передачу, так как это наиболее вероятная передача для обгона.
Больше мощности везде! Двойная прокрутка позволяла повышать давление наддува при более низких оборотах двигателя.В диапазоне от 4500 до 5000 об / мин было реализовано увеличение мощности более чем на 20 процентов.
Конфигурация с двойной спиралью работала, как и ожидалось. Повсюду в диапазоне мощности было больше мощности и крутящего момента. Несмотря на увеличение пиковой мощности и максимального крутящего момента, наибольшее впечатление произвело увеличение как между 3500 и 6000 об / мин. Больше мощности и крутящего момента можно было реализовать, потому что при той же частоте вращения двигателя было больше прироста с двойной прокруткой по сравнению с одиночной прокруткой.
С 3000 до 4900 об / мин увеличение крутящего момента и выходной мощности росло по мере увеличения частоты вращения двигателя.Прирост на 4,8% при 3000 об / мин был лучше на 11,5% при 3500 об / мин. Увеличение на 16,3% при 4000 об / мин было побито увеличением на 21,1% при 4500 об / мин. При 4500 оборотах в минуту это большое процентное увеличение привело к дополнительным 50,7 фунт-фут крутящего момента и 43,4 лошадиным силам на колесах.
От 5000 до 6900 об / мин процент увеличения крутящего момента и мощности был все же больше, чем у одинарной спирали, но процентное увеличение крутящего момента и мощности уменьшалось по мере увеличения частоты вращения двигателя. 20.7-процентное увеличение при 5000 об / мин сопровождалось увеличением на 10,8 процента при 5500 об / мин. К 6000 об / мин конфигурации с одной и двумя спиралями достигли одинакового уровня наддува. В результате процентное увеличение замедлилось до 4,1 процента при 6000 об / мин, а затем снизилось до 2 процентов при 6500 об / мин и всего 0,2 процента при 7000 об / мин. Что касается показателей мощности и крутящего момента, Twin-Scroll выдал дополнительные 61,7 л.с. и 64,8 фунт-фут крутящего момента при 5000 об / мин. Это снизилось до 7,5 лошадиных сил и 5.Увеличение крутящего момента на 8 фунт-фут при 6900 об / мин.
В то время как оба графика мощности пересекались при 7000 об / мин, двойная прокрутка продолжала набирать высоту быстрее, чем одиночная прокрутка, до красной черты 7600 об / мин. В итоге у Twin-Scroll были дополнительные 10,7 лошадиных сил и 7,5 фунт-фут крутящего момента при 7500 об / мин.
Когда дело дошло до мощности и крутящего момента двигателя, установка с двойной прокруткой раньше давала больший прирост. Дополнительное давление наддува оказало такое же влияние на выходной крутящий момент, как если бы рабочий объем двигателя увеличился.При 3500 об / мин двигатель имел такой же выходной крутящий момент, как если бы его рабочий объем увеличился с 2,4 до 2,7 литра. При 4500 оборотах в минуту объем двигателя увеличился с 2,4 до 2,9 литра. Улучшение производительности между 6500 и красной линией при 7600 об / мин было гораздо более скромным, в среднем на 1,5%. Мы ожидаем, что это будет более показательным для повышения эффективности и снижения насосных потерь, поскольку давление наддува остается таким же, когда частота вращения двигателя приближается к 6000 об / мин.
Больше крутящего момента везде! То же самое и с кривой крутящего момента, которую мы наблюдали на кривой мощности. Мы ожидаем увидеть аналогичный прирост производительности от увеличения рабочего объема (с 2,4 литра до 2,7 и более литров).
Кажется, что почти каждый форум зацикливается на различиях в оборотах двигателя, чтобы достичь определенного уровня наддува, сравнивая реакцию разных турбин. Хотя это один из способов сравнения, он может ввести в заблуждение. Таким образом, в дополнение к этой метрике мы также регистрировали время, необходимое двигателю для разгона до определенного числа оборотов в обеих конфигурациях.Это также будет эквивалентно времени, необходимому для достижения определенной скорости транспортного средства в сравнении.
Для сравнения мы исследовали два диапазона скоростей. Для диапазона №1 мы рассмотрели ускорение на 45–80 миль в час (3100–5600 об / мин). В этом диапазоне установка одиночной прокрутки заняла 3,42 секунды, чтобы достичь 80 миль в час с 45 миль в час. Двойная прокрутка справилась с таким же успехом всего за 2,93 секунды (на 0,49 секунды быстрее). Это будет разница почти в 3,0 длины автомобиля. Когда установка с одной прокруткой, наконец, достигнет 80 миль в час, двойная прокрутка будет на три длины автомобиля впереди и уже выше 95 миль в час.Для диапазона № 2 мы рассмотрели ускорение 60–100 миль / ч (4200–7000 об / мин). Это более вероятный диапазон ускорения для третьей передачи. Для диапазона № 2 настройка одиночной прокрутки заняла 1,98 секунды для достижения 100 миль в час с 60 миль в час. Двойная прокрутка ускоряется с 60 до 100 миль в час всего за 1,75 секунды (на 0,23 секунды быстрее). В рукопашной схватке двойная прокрутка будет на длину машины впереди и будет двигаться со скоростью 105 миль в час, когда система одиночной прокрутки достигнет 100 миль в час.
Время, необходимое для достижения той же цели ускорения, составляло примерно 0.На 6 секунд медленнее с одиночной прокруткой по сравнению с системой двойной прокрутки. Если посмотреть на «любимую на форуме» скорость двигателя (об / мин) для достижения пикового наддува, можно увидеть разницу в 400 об / мин (5100 против 5 500 об / мин при давлении наддува 30 фунтов на квадратный дюйм). Хотя эта разница в 400 об / мин может показаться не такой уж большой, упражнение по прохождению 60-100 миль / ч оставит настройку с одной прокруткой на длину автомобиля позади двойной прокрутки.
В то время как мы проводили испытания на 2,4-литровом двигателе Nissan, оснащенном выпускным коллектором Wisecraft Fabrication и турбокомпрессорами Garrett GTX, Full Race Motorsports продемонстрировала аналогичные результаты на 2.3-литровый двигатель Ford EcoBoost с турбонаддувом BorgWarner EFR. В тестировании Full Race Motorsports они зашли так далеко, что запустили компьютерное моделирование, чтобы спрогнозировать скорость выхлопного потока у каждого бегуна как в конфигурации с одной, так и с двумя спиралями. В этой компьютерной модели средние скорости каждого бегуна были в пределах 4 процентов друг от друга при установке с двойной прокруткой. При использовании одинарного свитка разница составляла 15% от бегуна к бегуну. Улучшение согласованности профилей скорости в конфигурации с двойной спиралью предсказало, что двойная спираль устраняет потери на смешение и максимизирует энергию импульса на турбинном колесе.Перекрытие событий выпускного клапана между последовательно работающими цилиндрами снижает производительность двигателя и реакцию наддува. Системы турбонагнетателя Twin-Scroll могут либо полностью устранить, либо существенно сократить этот период перекрытия. Когда этот период перекрытия уменьшается или устраняется, двигатель испытывает меньшие насосные потери и меньшее разбавление всасываемого заряда для повышения производительности и эффективности.
С турбонаддувом с двойной прокруткой двигатель также менее чувствителен к вредным воздействиям долговременных распредвалов.Турбо-система с двойной прокруткой — это просто лучшая ловушка для мыши, чем одинарная прокрутка. Более быстрая передача крутящего момента, когда это необходимо водителю, не только увеличивает производительность, но и добавляет удовольствия. Обязательно следите за обновлениями и подпишитесь, поскольку мы планируем показать, как A / R секции турбины влияет на производительность.
Изучение различий — Twin and Turbine
Задача состоит в том, чтобы выяснить, что уникального или особенного в новом для вас самолете, а затем применить эту информацию на практике. ”
Одна из компаний, на которую я летаю, недавно приобрела Gulfstream 150, и в течение последних нескольких месяцев наша пилотная группа (в основном привыкшая к полетам на более легких самолетах Learjets и Citations) проверялась на новой машине. Двое в группе потратили пару недель и по 40 000 долларов каждый прошли полный курс обучения на тренажере. Остальные из нас прошли наземный курс обучения в компании по управлению самолетами, затем прошли летную подготовку на самом самолете, что привело к 61-му баллу.55 чеков и второй в командном рейтинге. Я проходил через этот процесс несколько раз за эти годы и начал довольно хорошо разбираться в ритуале.
Можно подумать, что главной проблемой при приближении к новому или другому самолету будет «летающая» часть. Возможно приземление при боковом ветре, порезы V 1 или другие подобные маневры. Но, по крайней мере, для меня это не так. Вероятно, это связано с тем, что со временем вы поймете, что все самолеты похожи по принципу работы органов управления, и у них также есть много общих эксплуатационных ограничений.Например, почти все небольшие реактивные самолеты корпоративного типа имеют ограничение ветра для запуска двигателя в 10 узлов, если воздухозаборники двигателя направлены по ветру. Другой пример — включение обогрева лобового стекла на земле обычно запрещено. Задача состоит в том, чтобы понять, что уникального или особенного в новом для вас самолете, а затем применить эту информацию на практике.
Система рулевого управления носовым колесом G150 имеет штифт, который вытаскивают при парковке и должны быть повторно вставлены перед рулением, задача, которую иногда легче сказать, чем сделать.
Осознавая, что именно в этом заключается проблема, начальная школа подчеркнула нам различия в G150 — а их довольно много. Большинство из них может показаться относительно незначительным или мелочным в целом, но, тем не менее, они важны с практической точки зрения. Например, что несколько удивительно, первое и самое важное, что должен освоить любой опытный профессиональный корпоративный пилот, — это дверь кабины. Если пассажиры видят, что пилот спотыкается при ежедневном открытии или закрытии двери, они автоматически предполагают, что ему или ей не хватает навыков пилотирования, и все остальное, что впоследствии происходит во время полета, будет интерпретироваться через эту негативную линзу.И у G150 есть пара настоящих подводных камней, когда дело касается двери.
Во-первых, дверь большая и тяжелая, она навешивается на нижнюю часть фюзеляжа. На уровне глаз находится ручка для скрытого монтажа, которая приводит в действие рычаг, который поворачивает и оттягивает все стопорные штифты, удерживающие дверь. После того, как он разблокирован, довольно сильный рывок заставляет его начать опускаться, и есть тенденция пытаться смягчить его падение своей рукой, потому что вы стоите прямо под ним. Но оказывается, что у двери есть гидравлические цилиндры, которые ограничивают скорость спуска, и если вы толкнете их, дверь просто не упадет.Это может привести к тому, что вы будете стоять там, придерживая дверь, и выглядеть идиотом перед пассажирами. Итак, дрель должна вытащить ручку, хорошенько дернуть дверь, а затем уйти с дороги, пока она спускается сама по себе.
Дверь прекращает свое автоматическое опускание, когда она находится примерно в 6 дюймах от земли, и висит там, в то время как ножка с резиновым наконечником опускается на землю, чтобы поддержать дверь, пока пассажиры поднимаются по лестнице. Проблема в том, что если самолет легкий, скажем, с половиной бака или меньше, он стоит выше на шасси, а ступня с резиновым наконечником не касается земли.Следовательно, если крупный пассажир перенесет весь свой вес на первую ступеньку, дверь может чрезмерно растянуть петлю, прикрепленную к фюзеляжу, изгибая металл и эффективно заземляя самолет на месте.
Ключевой элемент памяти пилота: не забудьте достать деревянный брусок, который удерживает дверь от чрезмерного раскрытия во время посадки пассажиров.
Чтобы предотвратить эту катастрофу, вызванную «надзором пилота», возле входной двери хранится брусок обрезков размером 4 на 4 дюйма. Работа пилотов заключается в том, чтобы убедиться, что кусок дерева находится под резиновым упором, прежде чем кто-либо будет допущен на борт.При вылете пилот (в дополнение к разрешению на посадку по ППП, загрузке топлива и багажа) должен также не забыть забрать этот кусок древесины до того, как дверь будет закрыта. Если его забыть, на следующей остановке это может вызвать разного рода суматоху. Действительно странно, что кусок древесного лома является эксплуатационной необходимостью в самолете стоимостью 14 миллионов долларов, но это отличие, которое необходимо изучить и продемонстрировать перед проверкой нового пилота.
Как только вы освоите дверь, пора переходить к другим вещам.Почти на всех небольших самолетах аккумуляторы обычно отключаются от самолета до того, как он припаркован, потому что в автобусе есть горячие элементы, которые могут разрядить их за ночь. Но на G150 они находятся в задней части самолета и недоступны для пилота во время предполетной подготовки. Итак, после открытия двери следующая задача пилота — включить главный выключатель и посмотреть, сколько энергии осталось в батареях. Оно должно быть 24 В или лучше, но не сидите и не смотрите на дисплей слишком долго после включения мастера.Батареи разрядятся, и вы не сможете запустить APU, эффективно заземляя самолет, если не будет доступно питание от земли.
Запуск APU имеет свой ритуал. Во-первых, вы должны проверить систему пожаротушения устройства, нажав на полудюймовый квадратный рычаг или тестовый переключатель в центре приборной панели, при этом внимательно следя за тем, чтобы другой палец не касался переключателя разряда того же размера. к нему. Если вы случайно нажмете этот переключатель, баллон разрядится и заземлит самолет до тех пор, пока не удастся очистить беспорядок и зарядить пожарный баллон.Затем следует проверка наличия топлива для ВСУ, поступающего от правого двигателя. Если все в порядке, можно, наконец, запустить сам APU одним нажатием кнопки. Маленький реактивный двигатель запускается практически сразу. При большом количестве ВСУ с небольшими реактивными двигателями требуется задержка в пару минут, чтобы дать двигателю прогреться до включения генератора и ECS (системы контроля окружающей среды). Но на G150 при двухминутной задержке только на ECS генератор может включиться сразу.Следует помнить о всевозможных забавных небольших различиях, которые имеют мало общего с фактическим полетом на самолете.
Теперь, когда маленький реактивный двигатель ревёт в задней части салона, а ECS обогревает кабину, пора фактически обойти часть предполетного полета. Это включает в себя обычные шаги, такие как проверка того, что шины накачаны, но есть также пара особых исключений, с которыми необходимо иметь дело, одно из которых — система рулевого управления носовым колесом. Носовое колесо имеет штифт, который необходимо вытащить, когда самолет стоит на стоянке, полностью отсоединив колесо от рычага управления.Затем его необходимо повторно подключить перед любой попыткой (кроме очень неприятной) вырулить самолет. Однако, оказывается, что повторная установка штифта лучше всего выполняется обоими пилотами, поскольку колеса с двойным носом часто необходимо немного сдвинуть, чтобы отверстия штифта совпали. Для этого нужно взять шины обеими руками и слегка повернуть их, чтобы штифт соединился правильно. Но когда обе руки заняты, установка штифта практически невозможна, если пилот выполняет предполетную подготовку самостоятельно.Так что нередко можно увидеть, как два пилота G150 пачкают штаны, пролезая под самолет возле носового колеса. Learjets не сообщают об этой проблеме, и это одна из причин, по которой нам пришлось уделить ей особое внимание во время оформления заказа на G150.
Убедившись, что все скрытые предполетные действия выполнены, пора садиться на борт и запускать двигатели. Однако, прежде чем на самом деле нажимать кнопки «пуск», вы должны сначала пройтись по контрольному списку из 45 пунктов, включая все, от кофеварки до системы пожаротушения.Как только это будет завершено, для запуска двигателей потребуется всего лишь нажать одну кнопку после того, как рычаги мощности будут переведены в положение холостого хода. Когда двигатели работают, осталось проверить еще 17 пунктов, и вы, наконец, готовы к рулению. Но не отпускай тормоза слишком быстро. Педали руля направления управляют только первыми 3 градусами поворота носового колеса. Остальные 60 градусов поворота управляются небольшим рулевым колесом с левой стороны кабины (аналогично большинству самолетов авиакомпаний). На самом рулевом колесе есть переключатель включения / выключения, поэтому убедитесь, что он включен, прежде чем увеличивать мощность.Имея всего 3 степени движения педалей, вы почти наверняка столкнетесь с дверью ангара, даже если ваша нога находится на руле направления прямо до упора.
После успешного выруливания мы выполняем ряд других пунктов контрольного списка, довольно общих для небольших реактивных самолетов (например, включение спойлеров на велосипеде), и переходим к части состава и брифингу по взлету. Основное отличие здесь состоит в том, что пилот на левом сиденье G150 имеет хорошее управление самолетом на начальном участке разбега при взлете — и он делает это, используя левую руку на маленьком рулевом колесе, а правой — на дросселях. .Таким образом, если пилот на левом сиденье летит, штурвал должен быть правильно расположен и удерживаться пилотом в правом кресле в зависимости от ветра до тех пор, пока не будет достигнута достаточная скорость (обычно около 80 узлов). В этот момент пилот слева отпускает маленькое рулевое колесо левой рукой, кладет его на колонку управления и объявляет «мое колесо». Вскоре после этого пилот-наблюдатель вызывает V 1 , и пилот отпускает дроссели и кладет обе руки на штангу управления.Это обычная практика в самолетах авиакомпаний, но не требуется для более легких реактивных самолетов, таких как Lears. Процесс требует нескольких взлетов, чтобы наладить командную работу, но происходит довольно быстро, если его проинструктировать заранее.
Когда достигается V 1 , шасси G150 требует довольно сильного натяжения на стойке управления, чтобы переднее колесо оторвалось от земли и самолет поднялся в воздух. Вскоре после этого необходимо ослабить противодавление, иначе нос будет указывать в небо со скоростью набора высоты до 4000 футов в минуту.Несмотря на то, что меня проинформировали об этой детали, мне требуется слишком много времени, чтобы ослабить противодавление и опустить нос при первом взлете. В Learjets, если вы слишком сильно опускаете нос, вы почти наверняка получите предупреждение о превышении скорости на скорости 250 узлов. Еще одно небольшое, но существенное отличие, о котором следует помнить.
После взлета мы выполняем серию маневров, а затем возвращаемся, чтобы совершить посадку. При использовании шасси с продольной балкой очень мягкая посадка в G150, безусловно, возможна. Но этого следует избегать, если взлетно-посадочная полоса находится на более коротком конце, потому что система развертывания спойлера не будет активирована до тех пор, пока нагрузка на колеса не будет полностью установлена.Итак, идея состоит в том, чтобы «твердо поставить его на землю», если у вас нет пары миль взлетно-посадочной полосы. Затем, когда крен при посадке замедляется, убедитесь, что вы помните, что управление носовым колесом снова переключается на пилота с левым сиденьем, который затем подруливает самолет обратно к трапу, в то время как пилот с правым сиденьем выполняет контрольный список после посадки. Ах, еще разницы.
Когда мне было 20 и я работал новым инструктором по полетам, я постоянно говорил новым студентам: «Все самолеты в основном летают одинаково, и чем они больше, тем легче.«И в определенном смысле я все еще верю, что это правда. Но с другой стороны, 11 000 летных часов и несколько оценок типа научили меня, что это верно только в том случае, если слово «летать» имеет узкое определение. Хотя все самолеты по сути летают одинаково, их эксплуатационная сложность возрастает почти напрямую с увеличением максимального взлетного веса. Кроме того, у всех есть отличия в дизайне, характерные для производителя, которые иногда заставляют задуматься: «О чем они думали?»
Это отличия, на которые нужно обращать внимание.
Сравнение двух катушек и трех катушек | Д. Дж. Эйрвэйз
Когда дело доходит до конструкции реактивного двигателя для коммерческих авиалайнеров, есть две типичные конструкции, которые похожи по концепции, но радикально отличаются друг от друга по механике работы. Оба имеют вентилятор спереди и сердечник за ним, но есть два разных подхода к тому, чтобы все компоненты вращались концентрически.
Прежде чем говорить о золотниках в реактивном двигателе, мы должны сначала понять, как воздух проходит через двигатель.Как показано на рисунке, не весь воздух, всасываемый вентилятором, на самом деле сгорает в сердечнике. Фактически, большая часть воздуха обходит этот процесс.
Большинство производителей двигателей используют 2-золотниковую конструкцию, как показано на схеме, где вентилятор и компрессор низкого давления приводятся в действие турбиной низкого давления, а компрессор высокого давления приводится в действие турбиной высокого давления. Хотя в этой конструкции нет принципиальных проблем, тот факт, что диаметр вентилятора намного больше, чем у компрессоров и турбин низкого давления, означает, что либо вентилятор должен вращаться намного быстрее оптимального, либо компрессор низкого давления и турбина. должен вращаться намного медленнее оптимального.Это связано с тем, что точка максимальной эффективности вентилятора, компрессора и турбин определяется скоростью конца лопастей относительно скорости звука. Ротор большего диаметра не только означает, что наконечник лопасти быстрее достигает оптимальной скорости с точки зрения частоты вращения вала, но и по мере сжатия и сгорания воздуха температура и давление воздуха повышаются, что увеличивает скорость звука, позволяя лопастям вращаться быстрее, чем они могли при атмосферном давлении и температуре. Это еще больше увеличивает несоответствие скорости вращения вентилятора и основных компонентов.Производители двигателей обычно ограничивают скорость вращения вала, приводящего в действие вентилятор, до оптимальной скорости конца лопастей вентилятора, из-за чего компрессор низкого давления и турбина вращаются намного медленнее оптимального.
Компания Rolls Royce
решила эту проблему, отделив вентилятор от компрессора низкого давления и турбины, создав таким образом 3 золотника. В этой конструкции то, что раньше было компрессором и турбиной низкого давления, теперь обозначено как компрессор и турбина среднего давления, а вентилятор приводится в действие турбиной низкого давления.Таким образом, и вентилятор, и компрессор промежуточного давления, и турбина могут вращаться с оптимальной скоростью. Однако недостатками этого решения являются повышенная механическая сложность и вес в дополнение к остающейся проблеме, заключающейся в том, что турбина низкого давления, приводящая в движение вентилятор, все еще вращается намного медленнее, чем оптимально.
Единственный способ заставить все компоненты вращаться с оптимальной скоростью — использовать редукторный редуктор для вентилятора, поскольку ни один компонент в сердечнике не может соответствовать диаметру вентилятора и результирующей эффективности при низких оборотах.Это то, что обычно называют турбовентиляторным двигателем с редуктором. Он работает так же, как и двухконтактный двигатель, с добавлением коробки передач между вентилятором и компрессором низкого давления. Первое применение концепции было на Lycoming ALF 502, используемом на BAe-146. Однако, когда этот двигатель впервые был введен в эксплуатацию, у этого двигателя были серьезные проблемы с надежностью, некоторые из которых остаются по сей день. Из-за трудностей, связанных с разработкой прочного планетарного редуктора для вентилятора, это решение не использовалось тремя доминирующими производителями двигателей до недавнего времени, когда компания Pratt & Whitney разработала PW1000G.
Так почему же внезапное изменение взглядов? Частично причина кроется в технологических достижениях, достигнутых за последние 30 лет, которые теперь позволяют создавать надежные планетарные редукторы. Но, возможно, более важным является тот факт, что степень двухконтурности двигателей продолжает увеличиваться. Еще в 1975 году, когда проектировался BAe-146, коэффициент байпаса составлял около 5: 1, что означает, что воздух в 5 раз обходит активную зону, чем количество воздуха, которое проходит через активную зону и сгорает. Сегодня мы, как правило, проектируем двигатели с коэффициентом байпаса не менее 10: 1, и чем выше коэффициент байпаса, тем больше разница в диаметре между вентилятором и компрессорами и турбинами в сердечнике, что приводит к большему несоответствию числа оборотов в минуту. между вентилятором и основными компонентами, прикрепленными к одному валу.При этих более высоких коэффициентах байпаса может оказаться, что эффективность, полученная за счет разделения скорости вращения вентилятора и основных компонентов, окупится затратами на разработку и создание надежной коробки передач.
Ключевая технология для получения качественной полосы
В настоящее время технология литья почти чистой формы является важной областью исследований в черной металлургии. Среди различных видов процесса литья, близкого к конечной, процесс двухвалкового литья привлек большое внимание исследователей.Двухвалковое литье (TRC) было предметом обширных исследований не только для разработки технологии, но и для понимания эволюции микроструктуры и производства качественных полос. Основными проблемами, касающимися конструкции и эксплуатации двухвалковых разливочных машин, являются теплопередача металла-формы, система подачи металла и их возможное влияние на формирование твердой оболочки и характеристики полос. Настоящий обзор дает представление о технологическом аспекте, моделировании и проблемах качества в процессе двухвалковой разливки полосы и помогает улучшить конструкцию двухвалковой разливочной машины.
1. Введение
Процесс двухвалкового литья полосы — это технология литья почти чистой формы для производства тонких полос толщиной примерно от 0,1 мм до 6,0 мм. Этот процесс позволяет получать тонкие полосы непосредственно из жидкого металла, сочетая разливку и прокатку за один этап. Этот процесс обеспечивает лучший контроль микроструктуры и механических свойств литой полосы. Процесс двухвалкового литья полосы очень прост, но в этом процессе участвует несколько сложных явлений, таких как поток жидкости, теплопередача и затвердевание.Процесс двухвалковой разливки полосы динамичный и быстрый, происходит при высокой температуре. Успех процесса двухвалкового литья полосы привел к исключению процесса горячей прокатки и сделал производство полос, которые трудно подвергать горячей прокатке [1]. В зависимости от толщины полосы скорости затвердевания в этом процессе обычно варьируются от 10 2 К / с до 10 4 К / с, что значительно ниже диапазона быстрого затвердевания (от 10 5 К / с до 10 6 К / с).Литье полосы с использованием двухвалковой разливочной машины имеет много преимуществ, таких как низкая стоимость оборудования, низкие эксплуатационные расходы, экономия энергии, экономия места и т. Д. [2]. Однако у него есть и недостатки; один из основных недостатков — низкая производительность [3].
Контроль микроструктуры полосы имеет первостепенное значение в процессе двухвалкового литья полосы, поскольку дальнейшее существенное изменение микроструктуры, от которой зависят свойства полосы, может быть невозможно. Микроструктура полосы зависит от скорости охлаждения и скорости фронта затвердевания в различных местах стренги, что, в свою очередь, зависит от параметров литья, таких как скорость разливки, зазор между валками, перегрев жидкого металла, усилие валков, материалы валков и т. Д.Следовательно, необходимо определить конкретную комбинацию параметров конструкции и процесса, которая приведет к желаемой микроструктуре полосы.
2. Процесс разливки полосы и его классификация
Процесс литья почти чистой формы стимулировал увеличение усилий по производству плоских изделий с точки зрения как инвестиционных, так и эксплуатационных затрат, а также большей гибкости и возможности улучшения свойств материала по сравнению с традиционная технология непрерывного литья.С целью достижения хорошего качества поверхности и высокой производительности были разработаны различные типы процессов литья почти чистой формы (NNSC), которые также известны как процесс ленточного литья (SC).
Процесс литья полосы — это категория процесса NNSC, при котором тонкие полосы производятся непосредственно из жидкого металла. Принцип технологии ленточного литья заключается в отверждении жидкого металла при его контакте с вращающейся формой и получении тонких полос желаемой толщины.Этот процесс был впервые разработан Бессемером [4]. Это одна из самых интересных технологий в черной и цветной металлургии за последнее десятилетие. Движущие силы для развития этой технологии следующие: (i) Сокращение шагов . Сокращение шагов прокатки приводит к экономии труда и энергии по сравнению с обычным способом литья [2, 5]. (Ii) Более низкое потребление энергии . С сокращением производственных этапов потребность в энергии становится меньше.(iii) Снижение инвестиционных затрат . С уменьшением этапов обработки снижается стоимость производства [6].
С учетом вышеупомянутых преимуществ процесса качество продукта, получаемого в процессе разливки полосы, является важным вопросом, который необходимо учитывать. Choo et al. [7] и Ha et al. [8] обнаружили, что основной проблемой, связанной с качеством полосы, было наличие дефектов на поверхности полосы, таких как поперечные трещины, продольные трещины, складки и полости.В течение последних нескольких десятилетий было разработано множество способов разливки полосы, но все они имеют общий факт, что жидкий металл подается в литейное устройство, а затем он затвердевает при прямом контакте с движущейся подложкой. Наконец, отливка выходит из литейной машины в виде затвердевшей полосы. Были обнаружены два основных типа установок для разливки полосы: (i) одновалковая разливочная машина. (Ii) двухвалковая разливочная машина.
(i) Ролик с одним роликом . Однороликовая разливочная машина была впервые разработана в США на основе технологии литья аморфной полосы.Он основан на том принципе, что полосы производятся с использованием вращающейся подложки. Полосы, полученные этим способом, имеют две разные поверхности: боковую поверхность валка и свободную поверхность. В этом методе скорость отвода тепла и контроля формы полосы недостаточны, что приводит к ухудшению формы и качества полосы.
(ii) Ролик с двумя роликами . Двухвалковая разливочная машина была основана на концепции Бессемера [4], где расплавленный металл подается в зазор между валками.У него более высокая теплоотдача, чем у однорядной разливки. В этой разливочной машине можно отливать более толстую полосу, и качество обеих сторон поверхности полосы одинаково.
Эти методы обработки были исследованы различными исследователями. Однако для производства тонких полос двухвалковое литье стало ведущей технологией, которой в настоящее время уделяется большое внимание.
3. Процесс двухвалковой разливки полосы
Процесс двухвалковой разливки полосы основан на концепции, первоначально предложенной английским инженером сэром Бессемером [4].Этот процесс включает подачу расплавленного металла между двумя вращающимися в противоположных направлениях валками, которые действуют как элементы охлаждения и деформации, для затвердевания расплавленного металла в лист. Характеристики процесса, которые делают его таким привлекательным, следующие: (i) Литье без трения . Валок и затвердевший металл движутся примерно с одинаковой скоростью. (Ii) Смазка шлака не требуется, что увеличивает тепловой поток на границе раздела металл-валок и приводит к более высокой скорости затвердевания. (Iii) Комбинация литья и прокатки находится в разовая операция.
Двухвалковые машины для разливки ленты могут состоять либо из рулонов одинакового размера, либо из рулонов разного размера. Эти валки могут быть расположены горизонтально, вертикально или наклонно [9, 10]. В зависимости от направления разливки двухвалковая разливочная машина делится на два типа, которые показаны на рисунке 1. Это (1) двухвалковая разливочная машина для вертикальной разливки полосы (VTRSC), (2) горизонтальная двухвалковая разливочная машина ( HTRSC).
В вертикальной двухвалковой разливочной машине два валка выровнены по горизонтали и направление разливки находится в вертикальном направлении, тогда как в горизонтальной двухвалковой разливочной машине два валка выровнены вертикально, а направление разливки — в горизонтальном направлении.В таблице 1 показано сравнение горизонтальной двухвалковой разливочной машины и вертикальной двухвалковой разливочной машины [11].
9248
Конечная цель двухвалковой разливочной машины состоит в том, чтобы разливать тоньше, шире и быстрее с минимизацией макро- и микродефектов на поверхности полосы. Разливка шире и быстрее напрямую увеличивает производительность, в то время как литье меньшей толщины является преимуществом, позволяющим сэкономить на последующих этапах холодной прокатки.Основываясь на сравнении HTRSC и VTRSC, наиболее типичной конфигурацией, используемой при разливке полосы, является так называемая вертикальная двухвалковая разливочная машина. 3.1. Принципы вертикальной двухвалковой разливочной машиныВертикальная двухвалковая разливочная машина состоит из двух валков равного диаметра, вращающихся в противоположных направлениях. Валки обычно изготавливаются из сплавов медь / сталь с высокой теплопроводностью. Их оси вращения расположены в одной горизонтальной плоскости. Основное оборудование, используемое в этом процессе, — это тигель, промежуточный ковш, система подачи расплавленного металла (сопло) и валки.В этом процессе жидкий металл подается из промежуточного ковша через сопло в клиновидную область, образованную двумя валками, вращающимися в противоположных направлениях. Когда перегретый жидкий металл входит в контакт с движущимися валками, затвердевание начинается с отвода тепла от жидкого металла к поверхности валка, и на каждой из поверхностей валков образуется тонкая застывшая оболочка. При непрерывном отводе тепла через движущиеся валки толщина затвердевшей оболочки постепенно увеличивается. Наконец, две затвердевшие оболочки контактируют друг с другом и свариваются друг с другом в зазоре валков (минимальное расстояние между валками), и материал выходит из литейной машины в виде затвердевшей полосы [12].Более подробный схематический вид вертикальной двухвалковой разливочной машины представлен на рисунке 2.
3.2. Параметры процесса и их влияние на характеристики полосыМикроструктура и механические свойства затвердевших материалов зависят от характеристик затвердевания. Механизм затвердевания в двухвалковой машине для разливки полосы можно контролировать с помощью различных параметров процесса. Когда жидкий металл покидает сопло и касается поверхности валка, обычно начинается отверждение двух валков за счет потери тепла от жидкого металла к поверхности валка, и в результате образование двух оболочек увеличивается по толщине, и они продолжают двигаться. продвигаются через ванну расплава и, наконец, контактируют друг с другом в зазоре между валками (минимальное расстояние между двумя валками) [2].Преобразование из жидкости в твердое включает полутвердую область, то есть мягкую зону. Когда затвердевающий металл достигает достаточной прочности, материал подвергается горячей обработке перед тем, как покинуть зону захвата валка, что позволяет изменять геометрические свойства и микроструктуру полосы. Это обеспечивает лучшее сцепление двух оболочек друг с другом, избегая пустот и пористости в центре полосы. Таким образом, процесс двухвалкового литья полосы объединяет затвердевание и деформацию в единый процесс.Явление затвердевания в процессе двухвалковой разливки полосы зависит от следующих параметров процесса двухвалковой разливочной машины: (i) Диаметр валка. (Ii) Материал валка. (Iii) Скорость разливки. (Iv) Зазор между валками. ( v) Система подачи металла. (vi) Коэффициент теплопередачи металлопроката. 3.2.1. Материал рулонаНа поверхности валков образуется твердая оболочка, и теплопередача между валками и жидким металлом в первую очередь зависит от материала валка. Для увеличения скорости затвердевания используется рулонный материал с более высокой теплопроводностью, что позволяет повысить скорость охлаждения и снизить температуру поверхности [11, 13].Обычно валки изготавливают из стали или меди. Материал валков оказывает значительное влияние на скорость валков, которая может быть достигнута благодаря тому факту, что материал валка определяет коэффициент теплопередачи на границе раздела между расплавленным металлом и поверхностью валка. Чем выше коэффициент теплопередачи, тем больше тепла может быть извлечено за более короткий период времени, что, в свою очередь, дает возможность разливки с более высокими скоростями [14]. Таким образом, рулонный материал напрямую влияет на производительность литой полосы в процессе двухвалковой разливки полосы.Haga et al. [11] обнаружили, что, используя медный валок в двухвалковой разливочной машине в качестве рулонного материала, двухвалковая разливочная машина была способна разливать со скоростью в 10 раз более высокой и уменьшала толщину полосы вдвое по сравнению с полосой, полученной с помощью непрерывное литье. Микроструктура полоски также была лучше. 3.2.2. Диаметр валкаС увеличением диаметра валка длина контакта валков с жидким металлом увеличивается. Это увеличит скорость теплопередачи и ускорится отверждение.Вертикальный процесс двухвалкового литья полосы может достигать скорости охлаждения в диапазоне от 100 ° C / с до 1000 ° C / с [15]. Скорость охлаждения в значительной степени зависит от скорости валка и материала валка. 3.2.3. Скорость литьяКонтроль скорости разливки необходим для управления входящим потоком жидкого металла, чтобы обеспечить стабильную операцию разливки в двухвалковой разливочной машине, что повлияет на явления затвердевания. Скорость литья напрямую влияет на положение конечной точки затвердевания и силу разделения валков.Если конечная точка затвердевания смещается ниже точки захвата двухвалковой разливочной машины, это приводит к вздутию, трещинам и уменьшению толщины полосы [16]. Sahoo et al. [17] изучили влияние скорости разливки на микроструктуру сплава Al-33Cu и обнаружили, что с увеличением скорости разливки микроструктура полосы становится более тонкой, а расстояние между пластинами в эвтектической структуре Al-33Cu уменьшается. 3.2.4. Система доставки металлаСистема доставки металла напрямую влияет на процесс затвердевания.Система подачи металла состоит из ковша, устройства регулирования расхода и форсунок. Для сохранения массы система подачи металла должна подавать количество жидкости, которое будет соответствовать количеству жидкости, выходящей из зазора между валками. Другими словами, подача жидкого металла должна быть такой, чтобы массовые расходы на входе и выходе совпадали. Если система подачи металла не спроектирована должным образом, это влияет на поведение потока жидкого металла в ванне расплава, что вызывает колебания свободной поверхности [18], чрезмерную рециркуляцию жидкого металла в ванне расплава [19] и т. Д. .Колебания свободной поверхности на поверхности ванны и рециркуляция в ванне расплава будут влиять на явления затвердевания, что приводит к дефектам на поверхности полосы, таким как (i) отклонение толщины, вызванное колебанием уровня ванны [20] и (ii) шероховатость полосы, которая может усугубляться нестабильностью формы мениска и т. д. [12]. 3.2.5. Коэффициент теплопередачи между валкамиКоэффициент межфазной теплопередачи между валками и жидким металлом играет решающую роль в определении общей производительности процесса TRSC и качества продукта.Коэффициент межфазной теплоотдачи зависит от нескольких параметров, а именно от скорости литья, проводимости материала валка, шероховатости поверхности валков, типа сплава, используемого при отливке, и использования смазки на поверхности валков [ 21, 22]. Желательно, чтобы валки имели высокое значение теплопроводности, чтобы как можно быстрее отводить тепло от расплавленного металла. Поверхность валков должна быть как можно более гладкой, чтобы минимизировать образование воздушного зазора между первоначально затвердевшей полосой и поверхностью валка, что увеличит теплопередачу от жидкого металла к поверхности валка. Поскольку процесс включает в себя как затвердевание, так и деформацию, контроль процесса по своей сути затруднен. Есть много параметров процесса, которые взаимодействуют друг с другом. Контроль условий затвердевания путем управления параметрами процесса является фундаментальным требованием для предотвращения или значительного замедления появления макро- и микроструктурных дефектов в материалах полосы. 4. Исследование процесса вертикального двухвалкового литья полосыАнализ процессов двухвалкового литья полосы требует решения тепловых характеристик и режимов потока, где затвердевание является важной операционной переменной, которая влияет на качество конечной продукции. . 4.1. Численное исследованиеПервая попытка смоделировать теплопередачу и поток жидкости для жидкости и твердого тела в двухвалковой разливочной машине была сделана Миядзавой и Секели [23]. Эти авторы сообщили о двухмерном несвязанном потоке жидкости и результатах теплопередачи для системы из чистого алюминия, сделав ряд упрощающих предположений. В ванне с жидкостью учитывалось ламинарное течение, а в твердой оболочке предполагалось пластическое течение, когда затвердевание происходило до зазора между валками.Модель применялась для литья чистого алюминия, где не учитывалось наличие мягких зон. На основе этих предположений был получен стационарный двумерный профиль скорости и температуры в твердой и жидкой областях. Что касается потока жидкости, в области жидкости был получен рециркулирующий поток, который увеличивался с увеличением расхода. Двумерная численная модель двухвалкового непрерывного литья, аналогичная модели Миядзавы и Секели [23], была разработана Сайто и др.[24]. Они изучили теплопередачу и характеристики потока как в твердой, так и в жидкой фазах металла и решали основные уравнения отдельно, используя метод конечных разностей. Двумерная стационарная математическая модель сопряженного турбулентного потока жидкости, теплопередачи и затвердевания для вертикальной двухвалковой разливочной машины была разработана Murakami et al. [25]. В их формулировке они рассматривались как естественная, так и вынужденная конвекция наряду с турбулентным потоком. Мягкая зона моделировалась энтальпийно-пористым методом.С помощью этого подхода автор проанализировал влияние входного потока на формирование твердой оболочки в двухвалковой МНЛЗ. После того, как Мураками и др. [25], математическая модель, основанная на методе конечного объема, была разработана Ли [26] для прогнозирования поля течения и явлений затвердевания в области вращающегося вала во время двухвалковой разливки жидкой стали (SUS304) со скоростью 1,41 м / с. (Рулон 18 об / мин) скорость. В своей модели они предсказали конечную точку затвердевания, которая дает ценную информацию о термическом напряжении охлаждающих валков и силе разделения валков.Хван и Кан [27] разработали стационарную двумерную модель теплопередачи и потока жидкости для двухвалкового ленточного литья из нержавеющей стали и сплава Pb-Sn с использованием метода конечных элементов. Было учтено тепловыделение из-за вязкой работы и пластического течения, и было обнаружено, что вязкая работа оказывает незначительное влияние на температурные профили. Результаты их моделирования показали только качественное согласие с экспериментальной работой, разработанной Saitoh et al. [24]. Следуя тем же рекомендациям исследования, представленного Murakami et al.[25] , Сейедейн и Хасан [28] также применили граничные координаты для моделирования двумерного стационарного турбулентного потока жидкости, теплопередачи и затвердевания в клиновидной полости двухвалковой машины для разливки полосы. Они улучшили численную схему, принятую при решении основных уравнений; однако в своей первой модели они не включали явления затвердевания, а в более поздней модели они рассматривали явления затвердевания вместе с не зависящими от температуры свойствами жидкого металла и скоростью разливки 1 м / с (16 об / мин).Чанг и Вен [29] использовали метод конечных элементов для моделирования двухвалковой разливки. Они объединили поток жидкости и теплопередачу в этой модели и включили схему поиска интерфейса по технике локального преобразования, чтобы упростить модель, что помогло легко справиться с поведением различных материалов и неоднородностью свойств материалов на разных фазах во время моделирования. Трехмерная модель потока жидкости, теплопередачи и затвердевания была разработана Гатри и Таваресом [30] для изучения различных систем доставки металла для двухвалкового литья с использованием кода METFLO.Это моделирование было применено к экспериментальной разливочной машине, изучаемой в Канаде, с радиусом валка 0,30 м, производящей стальные полосы толщиной от 4 до 7 мм при относительно низкой скорости разливки от 0,06 до 0,2 м / с (от 5 до 7 об / мин. ). Santos et al. [31] разработали численную модель для моделирования затвердевания и теплопередачи в процессе разливки полосы со скоростью разливки 0,03 м / с (14 об / мин) с использованием метода конечных разностей. Модель помогает в проектировании и управлении двухвалковой экспериментальной системой.Автор ввел коэффициент теплопередачи между жидким металлом и валком вместо граничного условия постоянной температуры (290 K), использованного Сайто и др. [24]. Двумерный метод конечных элементов (МКЭ) был сформулирован Гуптой и Сахаи [32] для моделирования потока жидкости, теплопередачи и затвердевания в двухвалковой отливке полосы со скоростью разливки 0,77 м / с (50 об / мин). Они использовали вязкость жидкого металла, зависящую от температуры, но остальные свойства материалов не менялись в зависимости от температуры.Они обнаружили, что скорость разливки и коэффициент теплопередачи расплава на валке были основными параметрами, влияющими на толщину полосы, в то время как перегрев расплава оказывал незначительное влияние. Ким и др. Провели численное исследование характеристик потока жидкости и теплообмена в клиновидной ванне при ленточном литье нержавеющей стали при скорости разливки 0,3 м / с (16 об / мин). [33]. Они изучили влияние зазора валков и различной конструкции сопла на картину течения расплава и распределение температуры.На основе своей модели они разработали фундаментальное понимание конструкции двухвалковой разливочной системы. Численное исследование турбулентного потока жидкости и затвердевания в двухвалковой разливочной машине было изучено Kim et al. [34]. Авторы изучили влияние различных параметров процесса, таких как тип сопла, толщина зазора валков, перегрев металла и т. Д., На явления затвердевания в клиновидной ванне расплава и оптимизировали параметры процесса на основе моделирования для литья качественных полос.Промышленный процесс двухвалкового литья был проанализирован Cruchaga et al. [35] с использованием МКЭ для изучения связанных потоков жидкости и явлений фазового перехода. В этой работе автор исследовал влияние различных скоростей прокатки, коэффициентов теплопередачи металлопроката на поток, а также характер теплопередачи и затвердевания и обнаружил, что температура полосы на выходе выше при более высокой скорости прокатки и меньшем количестве металла. коэффициент теплоотдачи валка. Интегральная трехмерная модель потока жидкости и теплопередачи при двухвалковой разливке полосы была разработана Miao et al.[36] с помощью МКЭ, и они изучили влияние различных параметров процесса на поток жидкости и температурное поле. Их модель помогла в проектировании форсунки и управлении технологическими параметрами процесса двухвалкового литья. Численное исследование характеристик потока жидкости и теплопередачи в бассейне было исследовано Bae et al. [37] и Cao et al. [38], скорость разливки варьировалась от 0,05 до 0,52 м / с (от 4 до 20 об / мин). Влияние скорости разливки и высоты ванны на структуру потока и затвердевание было изучено для получения полос хорошего качества.На основе своей модели они численно обнаружили, что положение конечной точки затвердевания зависит от параметров процесса, а расположение и размер вихря в области ванны имеют большое влияние на скорость охлаждения во время процесса двухвалкового литья. Zhang et al. [39] разработали модель FEM для моделирования процесса двухвалковой разливки полосы при скорости разливки 0,52 м / с (20 об / мин) и изучили влияние параметров процесса, то есть температуры разливки и высоты уровня жидкости для контроля двухвалковой разливки. процесс литья рулонной полосы и улучшения качества полос.Модель CFD, разработанная Zeng et al. В [10] основное внимание уделялось лучшему пониманию характеристик текучести расплава и теплообмена во время быстрого затвердевания расплава Mg во время двухвалковой разливки. Они также подчеркнули влияние скорости разливки и толщины (двухвалкового зазора) на течение расплава и затвердевание. Они использовали постоянные теплофизические свойства, такие как плотность, удельная теплоемкость, скрытая теплота, теплопроводность и вязкость, и измерили температуру литой полосы как на модели, так и на эксперименте и обнаружили, что результаты расчетов для различных скоростей литья хорошо согласуются с экспериментальное определение.Fang et al. В работе [40] моделировалось температурное поле полосы при двухвалковом способе литья и изучалось изменение температуры при различных радиусах валков и зазоров между валками. Они обнаружили, что при меньшем радиусе валков и большем зазоре между валками точка замерзания близка к выходу. В своей модели они смоделировали модель со скоростью разливки от 0,5 м / с до 1,33 м / с (от 10 до 43 об / мин) и не учли температурную зависимость теплофизических свойств. Трехмерная математическая модель была разработана для моделирования турбулентного потока жидкости, теплопередачи и затвердевания в ванне двухвалковой разливочной машины со скоростью разливки 1 м / с [41].Метод пористости Дарси был использован для изучения потока жидкости в кашицеобразной зоне в бассейне. Было изучено влияние коэффициента теплопередачи и константы проницаемости на явления течения и затвердевания, и было обнаружено, что теплопередача между валками и затвердевающим металлом имеет большое влияние на расположение конечной точки затвердевания, а константа проницаемости была ключевой фактор для понимания поведения потока. Однако в модели учитывались постоянные теплофизические свойства. Zhao et al. В [42] разработана математическая модель двухвалковой разливки магниевого сплава. В своей модели авторы считали, что коэффициент теплопроводности валка и полосы был постоянным, а теплофизические параметры были функцией температуры, но скорость разливки была ограничена от 0,03 м / с до 0,06 м / с (от 2 до 3 об / мин). Ли и др. [43] разработали стационарную модель конечных элементов для изучения влияния параметров обработки, таких как скорость разливки и температура разливки, на положение точки замерзания нержавеющей стали 304 во время процесса двухвалковой разливки полосы, и обнаружили, что положение точки замерзания уменьшается с увеличение скорости разливки и температуры разливки.С помощью модели авторы оптимизировали скорость разливки и температуру разливки для получения качественной полосы. Но в своей модели они также учли теплофизические свойства, не зависящие от температуры, и скорость разливки 0,5 м / с (16 об / мин). Модель терможидкостного напряжения была разработана Хададзаде и Уэллсом [44] для процесса TRC из магниевого сплава AZ31 с использованием метода конечных элементов (МКЭ). Эта модель одновременно рассматривает явления переноса с развитием деформации в литой полосе и анализирует влияние расстояния возврата на термомеханическое поведение полосы AZ31 во время TRC.Шоудонг и Цзинчао [45] разработали микромодель для моделирования структуры затвердевания при двухвалковом литье из Al-4,5% Cu. На основе микромодели они изучили влияние коэффициента теплопередачи и температуры разливки на микроструктуру затвердевания полосы и обнаружили, что с увеличением температуры разливки жидкого металла размер зерен увеличивается. Хададзаде и др. [46] разработали модель конечных элементов для процесса двухвалкового литья для прогнозирования потока жидкости, теплопередачи и развития напряжений в литой полосе.Математическая модель была разработана Sahoo et al. [17, 47] для высокоскоростного процесса двухвалкового литья полосы со скоростью разливки> 1 м / с. Модель также предсказывает влияние параметров обработки, таких как скорость разливки, начальная температура разливки и зазор между валками, на характеристики затвердевания и обнаруживает, что при высокой скорости разливки образуется многослойная композитная полоса. Численное моделирование было выполнено Sahoo и Ghosh [48] для расчета переходной длины полосы во время начала двухвалковой разливки полосы.Их исследование помогает определить переходную длину полосы, а также рассчитать время, необходимое для достижения установившегося состояния в процессе литья. Ли и др. [49] провели двухмерный анализ методом конечных элементов при горизонтальном двухвалковом литье алюминиевых полос A7075 и изучили влияние скорости валков и обнаружили, что с увеличением скорости разливки толщина затвердевшей оболочки увеличивается. Парк [50] разработал модель конечных элементов для изучения процесса плакирования сплавов Mg и Al в двухвалковой машине для разливки полосы.В ходе своего исследования они обнаружили, что коэффициент межфазной теплопередачи является основным фактором скорости охлаждения, которая влияет на процессы облицовки. 4.2. Экспериментальные исследованияБыло проведено множество экспериментальных работ по изучению развития технологии двухвалковой разливки полосы и разливки различных сплавов. Устройство для разливки тонких полос было разработано Shibuya et al. [51], который состоит из сдвоенных охлаждающих валков для литья 4,5 мас.% Сплава Si-Fe, имеющего толщину от 0,2 мм до 1 мм.Двухвалковая разливочная машина бессемеровского типа горячей модели была создана Fiedler et al. [18], чтобы исследовать влияние ключевых компонентов этой разливочной машины на качество продукции и свойства стальных полос прямого литья. Cook et al. [52] разработал процесс двухвалкового литья, чтобы преодолеть некоторые недостатки традиционного процесса, чтобы повысить производительность и разливку широкого диапазона сплавов и избежать проблемы прилипания. Но в этой разработке они добились скорости разливки до 0.25 м / с (12 об / мин). Чтобы лучше понять влияние технологических параметров, таких как геометрия паза сопла, толщина гильзы валка, диаметр, длина валка и т. Д., На форму поперечного сечения полосы, был исследован процесс двухвалкового литья в лабораторных условиях. Запускалов и Верещагин [53]. Различные типы двухвалковой разливочной машины, такие как вертикальная двухвалковая разливочная машина [11], двухвалковая разливочная машина с выталкиванием расплава [13] и двухвалковая разливочная машина с выталкиванием расплава [16], были разработаны для производства полос из алюминиевого сплава путем изменения скорости разливки от 0.От 33 до 2,5 м / с (от 22 до 160 об / мин). В этих литейных машинах использовались медные валки и не использовалась смазка для увеличения скорости разливки. Литье с низким перегревом было выполнено для улучшения микроструктуры и механических свойств полос по сравнению с традиционными методами. Хага и Сузуки [13] изучали микроструктуру литых полос из алюминиевого сплава А356, полученных непрерывной разливкой с последующей прокаткой и двухвалковой разливкой полосы. Микроструктура показывает, что на поверхности полосы существовали некоторые дефекты, которые были получены путем непрерывной разливки по сравнению с двухвалковой разливкой.В обоих процессах микроструктура и свойства меняются в зависимости от параметров процесса. Поскольку параметры процесса, такие как скорость литья, перегрев металла и т. Д., Меняются, скорость охлаждения изменяется, что напрямую влияет на микроструктуру и свойства полосы. Поскольку скорость охлаждения у двухвалковой разливочной машины выше по сравнению с непрерывной разливкой, микроструктура и свойства полосы лучше. Так обстоит дело с различными сплавами, такими как сталь, Mg и сплавы Al [54–57]. Wang et al. [58] исследовали влияние параметров процесса двухвалковой разливки на формирование микроструктуры алюминиевых сплавов и обнаружили, что скорость разливки и зазор между валками являются двумя основными факторами формирования микроструктуры, поскольку они непосредственно контролируют скорость охлаждения. Тандемная двухвалковая разливочная машина вертикального типа была изготовлена и успешно смонтирована, которая может лить плакированные полосы. Многослойная плакированная лента из различных сплавов была отлита с использованием тандемной двухвалковой разливочной машины вертикального типа только за один процесс. Граница между полосами была четкой и плоской. Полоски были прочно скреплены, что дает лучшую микроструктуру и механические свойства [59]. Высокопрочные алюминиевые и магниевые сплавы были отлиты на двухвалковой машине несколькими авторами [58, 60, 61].Из их исследования было замечено, что параметры процесса были основными важными факторами для получения качественной полосы. Из микроструктурных наблюдений они обнаружили, что микроструктура полосы имеет более мелкие зерна с лучшими механическими свойствами по сравнению с полосой, полученной путем непрерывной разливки. 5. Качество литых полосОсновное преимущество процесса TRSC заключается в сокращении большого количества этапов обработки и производственных затрат. Однако процесс TRSC позволяет получать тонкие полосы там, где требуется хорошее качество поверхности, поскольку для изменения этих параметров доступна только ограниченная вторичная обработка [1].Растрескивание при последующей прокатке и формовке может быть вызвано внутренними и внешними дефектами. Способность предотвратить образование дефектов или, по крайней мере, отсрочить их появление для повышения производительности — очевидная промышленная проблема [62]. При двухвалковой разливке полосы качество полосы является важным вопросом. Что касается качества поверхности полос, Hwang et al. [63] обнаружили, что основными дефектами двухвалковых литых полос являются продольные трещины, поперечные трещины и небольшие углубления или складки. Образование продольных трещин на поверхности полосы, полученной методом двухвалкового литья полосы, изучалось несколькими группами исследователей. В центральной части поверхности полосы возникают продольные трещины. Это вызвано (i) неравномерной теплопередачей по ширине полосы, (ii) неравномерной деформацией сжатия, возникающей из-за неравномерного охлаждения, (iii) трещиной, которая образуется в результате нарастания сильной локализованной деформации растяжения. Задержка затвердевания происходит из-за неравномерного теплопереноса по ширине полосы, который подвергается растягивающей деформации внутри полосы, в то время как деформация сжатия появляется на поверхности.Эта деформация растяжения в приповерхностной области с замедленным затвердеванием ответственна за образование трещин. Неравномерная теплопередача произошла из-за (i) колебаний свободной поверхности, (ii) неоднородной температуры внутри ванны расплава и (iii) изменения теплопередачи по ширине валка. Поперечные трещины возникают случайным образом, особенно на начальном этапе процесса разливки, что вызвано колебаниями свободной поверхности ванны расплава [18, 63]. Поперечные трещины также связаны с горячей прокаткой полосы до того, как она покинет зазор между валками.Это происходит, когда два фронта затвердевания, образующиеся на поверхности валков, встречаются перед зазором валков. Таким образом, адекватное сочетание скорости разливки и усилия разделения валков для полосы определенной толщины исключает трещины. При заданном зазоре валков увеличение скорости разливки приводит к быстрому уменьшению силы разделения валков. Это может означать, что затвердевание завершено в точке зажима валков. Увеличение скорости валков также вызывает смещение вниз конечной точки затвердевания, где встречаются два фронта затвердевания, и обнаруживается, что поперечные трещины устраняются путем регулирования силы разделения валков [18]. Mizoguchi et al. [64] обнаружили, что образование поверхностных складок на двухвалковых литых полосах происходит из-за локально замедленного затвердевания, которое вызвано тепловыми флуктуациями на границе раздела валков и металлом и колебаниями свободной поверхности жидкого металла. Колебания свободной поверхности вызывают неравномерную теплопередачу между жидкими металлами к поверхности валка, что вызывает дефекты поверхности в литой полосе. Это предполагает, что эти дефекты могут быть связаны с поведением потока и колебаниями поверхности ванны расплава между двумя валками.Авторы заметили, что колебания свободной поверхности зависят от скорости разливки. Увеличение скорости разливки уменьшает колебания свободной поверхности и уменьшает глубину поверхностных морщин стали SUS304. Наряду с продольными и поперечными трещинами, другими типами дефектов, связанных с поверхностью полосы, являются вытекание поверхности [63], коробление [3], микросегрегация [65], полосчатая структура [66], краевые трещины и волнистые дефекты [67] ] и т. д., которые образуются из-за низкой скорости разливки. Основываясь на данных, упомянутых выше, за образование дефектов ответственны следующие факторы: (i) неравномерная передача тепла от жидкого металла к поверхности валка. (Ii) колебания свободной поверхности в ванне расплава. (Iii) низкая скорость разливки. Чтобы свести к минимуму дефекты в литой полосе, необходимо уменьшить колебания свободной поверхности в ванне расплава и неравномерную теплопередачу, что, в свою очередь, можно минимизировать путем увеличения скорости разливки. Таким образом, это явное свидетельство важности высокоскоростной вертикальной двухвалковой разливочной машины для производства качественных полос. 6. Результаты моделирования процесса с экспериментальными / производственными даннымиSahoo et al. [17, 47, 68] смоделировали высокоскоростную вертикальную двухвалковую разливочную машину с использованием платформы ANSYS. Они изучили влияние различных параметров процесса на явления затвердевания, а также микроструктуру полосы. 6.1. Влияние скорости разливкиМоделирование выполнено для разливки лент из Al-33Cu толщиной 2 мм в двухвалковой разливочной машине при различных скоростях разливки, то есть 0.От 0239 м / с до 3,98 м / с (3–500 об / мин). На рис. 3 показан профиль затвердевания сплава Al-33Cu при различных скоростях разливки. При очень низкой скорости разливки жидкий металл остается в ванне расплава в течение более длительного времени. Таким образом, жидкий металл получает достаточно времени, чтобы передать тепло валку, а точка поцелуя находится перед зазором валков, и полоса прокатывается до того, как она уйдет. При дальнейшем увеличении скорости разливки увеличивается доля жидкого металла в зазоре валков. На более высоких скоростях остается жидкий металл.При более высокой скорости разливки время контакта жидкого металла с валком меньше; следовательно, время затвердевания жидкого металла также меньше, что приводит к уменьшению толщины затвердевшей оболочки в зазоре валков [17].
На рис. 4 показана микроструктура литого сплава Al-33 мас.% Cu при скорости разливки 100–500 об / мин. Микроструктура затвердевшей ленты из Al-33 мас.% Cu не была однородной, и наблюдались две отчетливые зоны. При скорости вращения валка 100 об / мин микроструктура полосы не является полностью пластинчатой.Он имеет как пластинчатую, так и волнистую структуру. При скорости валка 100 об / мин некоторая часть жидкого металла затвердевает в зазоре валков, а некоторая часть находится в жидком состоянии. Жидкий металл, который находится в прямом контакте с поверхностью валка, образует пластинчатую структуру из-за более высокой скорости передачи тепла от жидкого металла к поверхности валка, а остающаяся часть, которая позже охлаждается, образует волнистую структуру. По мере увеличения скорости валков увеличивается доля жидкости в зазоре валков. При увеличении скорости валка жидкий металл получает меньше времени, чтобы оставаться в металлической ванне, и время контакта расплавленного металла с поверхностью валка намного меньше.Ожидается, что большая разница в скорости охлаждения / скорости фронта затвердевания приведет к появлению четкой структуры во внешнем слое и внутренней части отлитого Al-33 мас.% Cu. При увеличении скорости разливки от 100 до 500 об / мин ширина пластинчатой структуры уменьшается, а волнистая структура увеличивается. Это эффект разницы скоростей фронта затвердевания [17, 69]. 6.2. Влияние перегрева жидкого металлаЧисленное моделирование проводится для изучения влияния перегрева жидкого металла на затвердевание Al-33 мас.% Сплава Cu при высокоскоростной двухвалковой разливке. Моделирование выполнено для разливки лент из Al-33 мас.% Меди толщиной 2 мм в двухвалковой разливочной машине при скорости разливки 0,7979 м / с (100 об / мин). На рис. 5 показан профиль затвердевания жидкого Al-33 мас.% Cu в ванне расплава для различных температур разливки. Из профиля затвердевания видно, что когда температура разливки жидкого металла составляет 831 К, толщина затвердевшей оболочки составляет 0,29 мм, а толщина затвердевшей оболочки составляет 0.08 мм при температуре разливки 941 К. Выше 941 К наличие застывшей оболочки не наблюдается [68].
Лента из эвтектического сплава Al-Cu была приготовлена при различных перегревах жидкого расплава 30–70 К (начальная температура жидкого металла от 851 К до 921 К) со скоростью разливки 0,79 м / с. На рисунке 6 показана микроструктура литой эвтектической ленты Al-Cu для различных перегревов жидкого расплава. Из микроструктуры видно, что при низком перегреве жидкого расплава микроструктура полосы состоит из темных глобулярных выделений, подобных цветочному узору, внутри матрицы эвтектической структуры.С увеличением перегрева жидкого расплава цветочный узор увеличивается и распространяется по всей поверхности полосы. Это связано с уменьшением скорости охлаждения, что также снижает скорость роста затвердевания. По мере того, как перегрев жидкого металла увеличивается, температура жидкого металла в ванне расплава увеличивается, поскольку все остальные параметры остаются постоянными. Когда температура жидкого металла увеличивается, для его затвердевания потребуется больше времени. Таким образом, на поверхности полосы можно увидеть множество эвтектических морфологий.Считается, что этот переход в микроструктуре эвтектики связан с уменьшением скорости локального охлаждения и скорости затвердевания [69]. 7. ЗаключениеПо сравнению с обычным процессом литья, вертикальное двухвалковое литье полосы является экономичным для производства тонких полос. В этом обзоре кратко описывается процесс вертикального двухвалкового литья полосы и дается представление о влиянии параметров процесса на затвердевание, а также на качество отлитой полосы.Несмотря на то, что в течение последнего десятилетия проводились обширные исследования процесса двухвалкового литья полосы, все еще остаются некоторые важные вопросы, требующие дальнейшего изучения. (I) Из-за взаимодействия нескольких сложных явлений, таких как поток жидкости, теплопередача и затвердевание Всестороннее моделирование высокоскоростной вертикальной двухвалковой разливки полосы является сложной задачей. (ii) Ожидается, что микроструктура, сформированная на переходной стадии, будет отличаться от микроструктуры в установившемся состоянии.В результате необходимо отбраковывать начальную часть полосы. Таким образом, всестороннее моделирование потока, теплопередачи и затвердевания во время переходного состояния необходимо для оценки длины полосы, которая, таким образом, имеет другую микроструктуру. (Iii) Большая работа была сосредоточена на понимании образования дефектов в полосах во время TRC; однако было сделано не так много попыток устранить внутренние дефекты, в частности, сегрегацию по средней линии. Дальнейшая работа необходима в этом направлении для расширения диапазона сплавов, которые можно лить двумя валками с допустимой степенью сегрегации для конкретного конечного применения. Конкурирующие интересыАвтор заявляет, что у них нет конкурирующих интересов. Siemens приобретает бизнес по производству газовых турбин и компрессоров Rolls-Royce Energy и вступает в долгосрочное технологическое партнерство | Пресса | КомпанияSiemens приобретает бизнес по производству газовых турбин и компрессоров Rolls-Royce Energy и вступает в долгосрочное технологическое партнерство | Пресса | Компания | Сименс Перейти к основному содержанию [{«name»: «Home», «site_name»: «Press | Company | Siemens», «description»: «», «url_str»: «\ / global \ /», «level»: 0, «image «:» «,» base_root «:» https: \ / \ / press.siemens.com «,» base_nid «:» 5 «,» base_nodepath «:» \ / node \ / 5 «,» base_path «:» \ / global \ / «,» base_secure_url «:» https: \ / \ / press .siemens.com \ / global «,» children «: null}] Пожалуйста, разрешите JavaScript Эта страница требует JavaScript для полноценной работы и правильного отображения. Пожалуйста, включите Как включить JavaScript Пресс-релиз 06 мая 2014 г. Siemens AGMunich
Siemens приобретает бизнес по производству авиационных газовых турбин и компрессоров Rolls-Royce Energy и тем самым укрепляет свои позиции в растущей нефтегазовой отрасли, а также в сфере производства газовых турбин и компрессоров. децентрализованная выработка электроэнергии.Цена покупки составляет 785 миллионов фунтов стерлингов или около 950 миллионов евро. Ожидается, что сделка будет закрыта до конца декабря 2014 г. при условии получения одобрения регулирующих органов.
Siemens приобретает бизнес по производству авиационных газовых турбин и компрессоров Rolls-Royce Energy и тем самым укрепляет свои позиции в растущей нефтегазовой отрасли, а также в области децентрализованного производства электроэнергии.Цена покупки составляет 785 миллионов фунтов стерлингов или около 950 миллионов евро. Ожидается, что сделка будет закрыта до конца декабря 2014 г. при условии получения одобрения регулирующих органов. Кроме того, в рамках сделки Siemens получит эксклюзивный доступ к будущим разработкам в области авиационных турбин Rolls-Royce в диапазоне выходной мощности от 4 до 85 мегаватт, а также предпочтительный доступ к поставкам и инженерным услугам. В рамках этого 25-летнего соглашения Siemens заплатит Rolls-Royce дополнительно 200 миллионов фунтов стерлингов, или около 240 миллионов евро. Приобретая малые и средние авиационные газовые турбины Rolls-Royce с выходной мощностью до 66 мегаватт (ISO / влажный рейтинг), Siemens закрывает технологический пробел в своем обширном портфеле газовых турбин. Первоначально разработанные для использования в авиационной промышленности, авиационные газовые турбины Rolls-Royce Energy имеют компактную, оптимизированную по весу конструкцию и высокую эффективность. Эти характеристики делают авиационные газовые турбины привлекательным вариантом энергоснабжения в нефтегазовой отрасли, в частности для операторов морских нефтяных платформ, где пространство ограничено.Благодаря своей эффективности и быстрому запуску, авиационные газовые турбины также используются для надежного децентрализованного производства электроэнергии в промышленности — их гибкость помогает удовлетворять пиковые потребности в электроэнергии, обеспечивать резервы аварийной мощности и стабилизировать энергосистему. Компания Rolls-Royce Energy по производству газовых турбин и компрессоров является одним из ведущих поставщиков газовых турбин на базе авиационных двигателей. В этом сегменте приобретенный бизнес, в котором работает около 2400 сотрудников, принес доход в размере 871 млн фунтов стерлингов (примерно 1 евро.1 миллиард) и прибыль до уплаты процентов и налогов (EBIT) в размере 72 миллионов фунтов стерлингов (около 88 миллионов евро) в 2013 финансовом году. Компания Rolls-Royce Energy с установленной базой, насчитывающей около 2500 газовых турбин, имеет второй по величине парк авиационных двигателей в мире. — производные газовые турбины. Всю информацию о стратегической перестройке Siemens и объединенной пресс-конференции и аналитической конференции 7 мая 2014 г. в 8:45 по центральноевропейскому летнему времени можно найти на сайте www.siemens.com/pressconference Siemens AG (Берлин и Мюнхен) мировой лидер в области электроники и электротехники, работающий в областях промышленности, энергетики и здравоохранения, а также предоставляющий инфраструктурные решения, в первую очередь для городов и мегаполисов.Более 165 лет Сименс олицетворяет технологическое совершенство, инновации, качество, надежность и интернациональность. Компания является одним из крупнейших в мире поставщиков экологических технологий. Около 43 процентов ее общего дохода приходится на экологически чистые продукты и решения. В 2013 финансовом году, который закончился 30 сентября 2013 года, выручка от продолжающейся деятельности составила 75,9 миллиарда евро, а прибыль от продолжающейся деятельности — 4,2 миллиарда евро. По состоянию на конец сентября 2013 года в Сименсе было около 362 000 сотрудников по всему миру на основе продолжающейся деятельности.Дополнительная информация доступна в Интернете по адресу: www.siemens.com. Читать далее AXX20140536e конец эры газовых турбин?Джон Барнс рассматривает конструкции британских фрегатов и эсминцев 1949–2020 годов и объясняет, почему они перешли с бензина на дизельное топливо. Газовые турбины используются в боевых кораблях Королевского военно-морского флота Великобритании более 50 лет. Легкие, быстрые и способные почти мгновенно изменять положение дроссельной заслонки от 0 до 100%, они считались идеальным выбором. И все же последние британские фрегаты Type 31 перешли на дизель — почему? История морских газовых турбин в Королевском флоте (RN) начинается сразу после окончания Второй мировой войны. В то время, когда самолет только начал использовать технологию реактивных двигателей с большим успехом, конструкторы RN определили ее потенциал и на кораблях. В 1947 году судно RN MGB 2009, дизельный быстроходный патрульный катер, было модернизировано газовой турбиной Metropolitan-Vickers (Metrovick) G.1 Gatric на центральном валу.Два внешних вала остались приводиться в движение дизелями. Затем в 1953 году Королевский флот переоборудовал бывшую паровую канонерскую лодку HMS Grey Goose на 100% -ную газотурбинную мощность, что сделало его не только первым военным кораблем, но и первым кораблем любого типа, который был полностью оснащен газотурбинными двигателями. Но он опередил свое время; двигатель был громоздким, сложным и очень большим. После 1956 года фрегаты RN Type 81 использовали комбинацию паровых турбин в качестве силовых установок и газовых турбин для увеличения мощности.К 1958 году технология получила дальнейшее развитие. RN заказала два быстроходных корабля класса Brave: Brave Borderer и Brave Swordsman . Построенные Vospers, они были самыми быстрыми военными кораблями в мире, способными развивать скорость 52 узла и крейсерскую скорость 40. Каждый из них был оснащен тремя газовыми турбинами Bristol Proteus мощностью 3500 лошадиных сил каждая; Вспомогательная энергия обеспечивалась двумя небольшими газовыми турбинами Rover. Следующей вехой стала турбина Rolls-Royce Marine Olympus с рейтингом 17.3 МВт — мощности достаточно, чтобы запитать крупный военный корабль сам по себе. Более поздние варианты турбин будут достигать 21 МВт. В 1968 году фрегат Тип 14 HMS Exmouth был оснащен прототипом силовой установки, состоящей из одного Olympus для полной производительности и двух турбин Proteus для крейсерского полета. Принятие серииHMS Exmouth стал первым крупным военным кораблем, оснащенным исключительно газовыми турбинами. В последующие годы RN провела расширенные испытания, чтобы подтвердить осуществимость полностью газотурбинной двигательной установки.Они были успешными, и с тех пор за ними последуют остальные британские фрегаты и эсминцы (см. Полный список ниже). Olympus был установлен на эсминцах Type 42, фрегатах Type 21 и двух партиях фрегатов Type 22 — третья группа заменила сдвоенный Olympus на сдвоенные газовые турбины Spey. Все три класса использовали сдвоенные газовые турбины Rolls Royce Tyne для круизов и газовые турбины Olympus для спринта, организованные в формате GOGOG. Это обеспечило отличную реакцию на дроссельную заслонку и отличные характеристики; но у него были свои недостатки.Из-за небольшого веса оборудования было доступно больше тоннажа для другого оборудования; но поскольку электроника, скорее всего, была установлена высоко, это вызывало проблемы со стабильностью. Газовые турбины легко обслуживались, а замена деталей не вызывала затруднений; но он потреблял значительное количество воздуха, требуя больших объемов всасывания и выхлопа из машинного помещения, а также большого количества дорогостоящего топлива. В середине 1970-х годов три британских авианосца Invincible были оснащены четырьмя турбинами Olympus каждый. Полностью электрические Тип 23, классЗатем новое поколение судов — фрегаты типа 23 — представило радикально новую электрическую / механическую силовую установку. Две газовые турбины Spey, работающие через редуктор, обеспечат более высокие скорости; но на более низких скоростях маломощный тяговый двигатель постоянного тока, питаемый от судовых дизель-генераторов, обеспечит тихую тягу. Этот подход получил дальнейшее развитие с принятием так называемой интегрированной электрической силовой установки на борту эсминцев Тип 45, состоящей из двух газовых турбин Rolls-Royce WR-21, приводящих в действие генераторы переменного тока, вместе с двумя дизельными генераторами, обеспечивающими электрическую мощность 4160 В для система высокого напряжения.Затем источник высокого напряжения использовался для обеспечения питания двух усовершенствованных асинхронных двигателей GE Power Conversion мощностью 20 МВт каждый. Что происходит сегодня?Сегодня HMS Queen Elizabeth и HMS Prince of Wale используют по две газовые турбины Rolls-Royce MT30, питающие электрическую трансмиссию. В настоящее время строящиеся восемь фрегатов Type 26 также вернутся к этой системе, но с одной газовой турбиной R-R MT30 (Trent). Принятие дизельной силовой установки для Type 31 знаменует собой возврат к технологиям середины века, хотя технология двигателей и турбонаддува значительно улучшилась. За последние 50 лет оснащение кораблей авиационной техникой дало им невероятную скорость; но похоже, что даже Королевский флот не мог справиться с высокой стоимостью их высококачественного топлива. Британские конструкции фрегатов и эсминцев 1949-2020 гг.
Тип оборудования: СТ — турбина паровая; ГТ — газовая турбина; электрическая — электродвигатель силовой; D — дизельный * Конвертирован из эсминцев военного времени Джон Барнс — дипломированный военно-морской архитектор, писавший о морских технологиях с 1971 года. | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||