3.2.7 Тарелки клапанные
Клапанные тарелки
являются устройством с переменным
проходным сечением для газа (пара),
которое меняется с изменением нагрузки
колонны по газу.
Клапаны представляют
собой крышки разнообразной конструкции,
прикрывающие отверстия на тарелке под
действием собственного веса. При
увеличении нагрузки колонны по газу
клапан поднимается и свободное сечение
для прохода газа возрастает.
Клапанные тарелки
изготавливают с дисковыми и прямоугольными
клапанами.
Диаметр дисковых
клапанов обычно составляет 40…50 мм;
диаметр отверстия под клапаном в полотне
тарелки 30…40 мм, высота подъема клапана
6…8 мм. При этом площадь проходного
сечения щели между полотном тарелки и
пластиной клапана при его полном подъеме
немного меньше площади отверстия под
клапаном. В нижнем положении клапан
опирается на выступы, которые получают
обычно просечкой и отгибанием краев
пластины клапана так, чтобы между
пластиной и полотном тарелки оставался
зазор 0,5…1,5 мм. Это позволяет исключить
Это позволяет исключить
влияние сил поверхностного натяжения
на работу клапана.
а – типа «Глитч»;
б – типа «Флекситрей»
Рисунок 3.23 –
Конструкции клапанов
Для ориентирования
при движении клапан снабжен направляющими.
Применяют клапаны (рисунок 3.23) с нижними
направляющими (клапаны типа «Глитч»)
и направляющими, установленными на
полотне тарелки (клапаны типа
«Флекситрей»). Клапаны располагают
рядами в шахматном порядке к направлению
потока жидкости.
В колоннах применяют
балластные клапанные тарелки, которые
благодаря более равномерной работе
имеют улучшенные показатели. Клапаны
таких тарелок могут иметь индивидуальный
и групповой балласт. При работе таких
устройств вначале поднимается пластина
1 клапана (рисунок 3.24), затем она упирается
в балласт 2 и поднимается вместе с
балластом.
Клапанные тарелки
благодаря регулируемому сечению
обеспечивают высокую эффективность в
сравнительно широком диапазоне нагрузок.
Они менее склонны к загрязнениям, но
коксоотложения могут нарушать их работу
[12].
1-пластина; 2-балласт
Рисунок 3.24 –
Балластный клапанная
В отечественной
практике широко применяют прямоточные
тарелки с дисковыми клапанами [4,10,12].
Клапан такой конструкции (рисунок 3.25)
имеет три направляющие, расположенные
в плане под углом 120о
, две из
которых имеют большие вес и длину. При
работе с возрастающей скоростью паров
сначала поднимается легкая часть
клапана, обращенная против потока
жидкости, а затем клапан принимает
положение, при котором пары выходят в
направлении движения жидкости. Короткая
ножка клапана расположена в вырезе на
кромке отверстия полотна тарелки, что
обеспечивает заданное положение
клапана в плане при его подъеме.
а – малая нагрузка;
б – средняя; в – большая
Рисунок 3. 25 — Схема
25 — Схема
работы клапана прямоточной тарелки
стандартной конструкции при нагрузках
по парам
На
рисунке 3.26 показана конструкция
прямоточной клапанной тарелки с L
— образным клапаном.
1-отверстие
на тарелке; 2-клапан;3-скоба
Рисунок
3.26 — Конструкция тарелки с L-
образными клапанами
Тарелка
имеет прорези прямоугольной формы,
которые перекрываются L
-образными пластинчатыми клапанами,
удерживаемыми скобами. В нерабочих
условиях клапан под действием
собственного веса закрывает прорезь
(рисунок 3.26, а), в рабочих условиях поток
пара заставляет
приподняться более легкую часть клапана
(рисунок 3.26, б), пар проходит в образовавшуюся
щель и контактирует с жидкостью на
тарелке, инжектируя ее в направлении
движения к сливному стакану
или сегменту. При дальнейшем возрастании
нагрузки по газу клапан полностью
поднимается.
Степень
открытия клапанов (k)
от скорости пара находится в следующей
зависимости :
Скорость
пара (от максимальной), %
Степень
открытия клапана k,
%
10
О
25
40
50
80
100
100
Клапаны прямоточной
тарелки с групповым балластом показаны
на рисунке 3. 27.
27.
1 – полотно; 2 –
клапан; 3 – балласт
Рисунок 3.27 Клапаны
прямоточной тарелки с групповым
балластом
Стандартом
предусмотрены тарелки однопоточные
(рисунок 3.28) диаметром 1000…4000 мм,
двухпоточные (рисунок 3.29) диаметром
1400…9000 мм и четырехпоточные – 3200…5500
мм. Тарелки выполняют разборными.
Тарелку любого из этих диаметров можно
изготовить в трех вариантах с шагом
между рядами клапанов 50, 75 и 100 мм, что
предопределяет различное число клапанов
и соответственно разную площадь
свободного сечения тарелки. Кроме того,
для каждого из этих вариантов предусмотрены
две модификации тарелок, отличающиеся
площадями слива. При больших диаметрах
(7000….9000 мм) две смежные по высоте тарелки
опираются на общую центральную балку
и каждая тарелка имеет боковые балки.
Клапанные
прямоточные тарелки типа ТКП применяют
в нефтеперерабатывающей и нефтехимической
промышленности при атмосферном или
повышенном давлении, изменяющихся
нагрузках по пару (газу) и жидкости, а
также при повышенных требованиях к
качеству и четкости разделения смеси.
Конструктивные
особенности клапанных тарелок позволяют
сохранять высокую интенсивность
массопередачи почти во всем допустимом
интервале изменения нагрузок колонны
при
приблизительном постоянстве сопротивления
тарелок.
Рисунок 3.28
Рисунок 3.29
Клапанная тарелка
типа ТКП Двухпоточная тарелка типа
ТКП
Клапанная тарелка — Большая Энциклопедия Нефти и Газа, статья, страница 3
Cтраница 3
Принцип действия клапанной тарелки ( см. рис. 28, а, б) состоит в том, что свободно лежащий над отверстием в тарелке круглый клапан / с изменением расхода газа своим весом автоматически регулирует площадь зазора между клапаном и плоскостью тарелки для прохода газа и тем самым скорость газа при его истечении в барботажный слой. Высота подъема клапана ограничивается высотой кронштейна ( ограничителя 2) и не превышает 8, мм.
[31]
Отличительной особенностью клапанных тарелок является увеличение их свободного сечения по мере увеличения скорости газа. Благодаря этому скорость газа при его выходе в слой жидкости остается примерно постоянной вплоть до полного открытия клапана. Перекрытие отверстий тарелки саморегулирующимися клапанами позволяет расширить интервал рабочих нагрузок.
Благодаря этому скорость газа при его выходе в слой жидкости остается примерно постоянной вплоть до полного открытия клапана. Перекрытие отверстий тарелки саморегулирующимися клапанами позволяет расширить интервал рабочих нагрузок.
[32]
При сборке клапанных тарелок в зависимости от диаметра аппарата на полотне одной тарелки устанавливают от нескольких десятков до нескольких тысяч клапанов. В связи с этим для аппаратов больших диаметров необходимо упрощение сборки клапанных тарелок. Направляющие 4 выполнены с упругими язычками 5, ограничивающими вертикальный подъем клапана. Клапаны устанавливаются сверху без специальных приспособлений путем нажатия на пластину клапана. При этом пружинящие концы направляющих 4 сжимаются навстречу друг другу, а язычки-ограничители 5 заводятся под полотно тарелки. Такая конструкция обеспечивает также снижение расхода металла, так как для изготовления клапана используют диски, образовавшиеся при вырубке отверстий в полотне тарелки.
[33]
После появления клапанных тарелок их стали использовать в аппаратах различного назначения, включая абсорберы, абсорб-ционно-отпарные колонны, деметанизаторы и др. В этих аппаратах процессы массообмена протекают, как правило, при больших-соотношениях потоков жидкость-газ.
[34]
После появления клапанных тарелок их стали использовать в аппаратах различного назначения, включая абсорберы, абсорб-ционно-отпарные колонны, деметанизаторы и др. В этих аппаратах процессы массообмена протекают, как правило, при больших соотношениях потоков жидкость-газ.
[35]
| Устройство капсюльного колпачка.| Клапанные тарелки.
[36] |
Принцип действия клапанных тарелок ( рис. XI-23, а, б) состоит в том, что свободно лежащий над отверстием в тарелке круглый клапан / с изменением расхода газа своим весом автоматически регулирует величину площади зазора между клапаном и плоскостью тарелки для прохода газа и тем самым поддерживает постоянной скорость газа при его истечении в барботажный слой.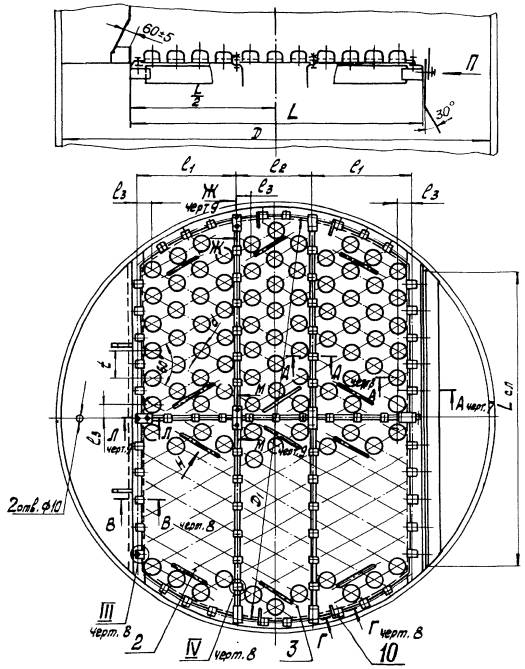 При этом с увеличением скорости газа в колонне гидравлическое сопротивление клапанной тарелки увеличивается незначительно. Высота подъема клапана ограничивается высотой кронштейна-ограничителя 2 и обычно не превышает 8 мм.
При этом с увеличением скорости газа в колонне гидравлическое сопротивление клапанной тарелки увеличивается незначительно. Высота подъема клапана ограничивается высотой кронштейна-ограничителя 2 и обычно не превышает 8 мм.
[37]
При установке клапанных тарелок с расстоянием между ними 240 мм производительность всех колонн увеличивается в 1 5 раза.
[38]
| Схема колонного аппарата.
[39] |
Направляющим аппаратом клапанной тарелки для паровой фазы служат клапаны. Клапанные тарелки изготовляют с дисковыми и прямоточными клапанами. В практике химических заводов применяют прямоточные тарелки с клапанами. ГОСТ 16452 — 79, устанавливающий основные параметры и размеры таких тарелок, предусматривает следующие расстояния между тарелками: 300, 350, 400, 450, 500, 600, 700, 800, 900 мм. Тарелки выпускают в двух исполнениях: с обычным карманом для отбора жидкости и с заглубленным карманом двух модификаций ( А и Б), отличающихся сечением переливов. Обе модификации имеют три свободных сечения за счет расстояния t между рядами клапанов по ходу жидкости, равного 50, 75 и 100 мм. Полотна, клапаны, сливной порог, крепежные детали и ограничители тарелок из углеродистых сталей должны быть изготовлены из стали марки 08X13, а все прокладки — из паронига марки ПМБ или ПОН.
Обе модификации имеют три свободных сечения за счет расстояния t между рядами клапанов по ходу жидкости, равного 50, 75 и 100 мм. Полотна, клапаны, сливной порог, крепежные детали и ограничители тарелок из углеродистых сталей должны быть изготовлены из стали марки 08X13, а все прокладки — из паронига марки ПМБ или ПОН.
[40]
Основным элементом клапанной тарелки ( рис. П-26, г) являются клапаны И круглой или прямоугольной формы, закрывающие отверстия в основании тарелки. Конструктивной особенностью клапана является то, что он может подыматься только на определенную высоту. Расположение клапанов круглой формы на плоскости тарелки аналогично размещению колпачков на колпачковой тарелке.
[41]
| К определению коэффициента сопротивления колпачковых тарелок с круглыми колпачками.
[42] |
Коэффициент сопротивления клапанных тарелок со стандартными клапанами определяется по отношению высоты подъема.
[43]
Изучение эффективности клапанных тарелок показало, что для большинства конструкций контактных устройств оптимальным является диаметр клапанов 0 05 м, высота их подъема 0 008 м и масса 50 г. Однако на эффективность клапанных тарелок влияют и другие конструктивные параметры.
[44]
| Конструкция дискового клапана с ограничителем ( а и схема тарелки ( б.| Схема работы с клапаном типа Глич.
[45] |
Страницы:
1
2
3
4
5
Выбор правильной пластины клапана — Блог
Детали клапана компрессора
Выбор подходящей пластины клапана
4
АКЦИИ
Пластина клапана является важной частью узла клапана и действует как уплотнение между различными частями компрессора. Поскольку клапанные пластины могут подвергаться воздействию различных давлений, температур и химических веществ, они должны быть изготовлены из материалов, способных выдерживать нагрузки, которым они подвергаются каждый раз, когда используется компрессор. Как правило, у вас есть выбор между металлическими и термопластичными клапанными пластинами.
Поскольку клапанные пластины могут подвергаться воздействию различных давлений, температур и химических веществ, они должны быть изготовлены из материалов, способных выдерживать нагрузки, которым они подвергаются каждый раз, когда используется компрессор. Как правило, у вас есть выбор между металлическими и термопластичными клапанными пластинами.
Металлические пластины клапанов
Металлические пластины клапанов используются в компрессорах для холодильников, оборудовании для выдувания ПЭТ-бутылок, а также в компрессорах воздуха и технологического газа, и обычно они поставляются с оригинальным оборудованием. Лучшие металлические клапанные тарелки изготавливаются из высококачественной нержавеющей стали. Нержавеющая сталь устойчива к коррозионному воздействию воды, некоторых кислот, масла, бензина и атмосферных условий. Лазерное профилирование позволяет им соответствовать строгим стандартам, предъявляемым к заменяемым деталям клапана, а это означает, что они легко соответствуют, а часто превосходят характеристики оригинального оборудования. Прецизионные процессы лазерной резки и отделки помогают оптимизировать металлические клапанные пластины для длительного использования.
Прецизионные процессы лазерной резки и отделки помогают оптимизировать металлические клапанные пластины для длительного использования.
Клапанные пластины из термопластика
Высокоэффективный термопласт делает клапанную пластину поистине превосходной для большинства применений. Поскольку пластины клапанов из термопластика немного гибкие, они могут лучше прилегать к седлу клапана даже после длительного использования и воздействия мусора. Существует несколько различных термопластичных материалов на выбор.
Нейлон, армированный стекловолокном, используется в течение многих лет с отличными результатами. Нейлон лучше всего использовать для компрессоров, работающих при температуре ниже 250°F. PEEK — это кристаллический полимер, который обладает более высокой ударной вязкостью, чем нейлон, а также более низким влагопоглощением, что придает ему гибкость для широкого спектра применений. Mid Temperature, или MT, также представляет собой стеклонаполненный нейлон, но с более высокой максимальной температурой 340° F.
Выбор подходящего материала для запасных частей клапана — это вопрос взвешивания преимуществ для каждого применения. Поиск надежной производственной компании для поставки запасных частей клапана может продлить срок службы и повысить производительность вашего компрессора.
Металлические пластины
KB Delta производит и хранит на складе полный ассортимент металлических клапанных тарелок и колец компрессоров для природного газа, холодильной техники и ПЭТ. отрасли.
Пластины из термопластика
Наша специализированная прецизионная оснастка и запатентованный процесс притирки обеспечивают нашим клиентам термопластичные пластины и кольца самого высокого качества в отрасли.

Пружины
Мы производим наши собственные пружины и храним более 2 миллионов пружин для различных стилей, форм и материалов пружин OEM.
Внутренние детали периферийного клапана
KB Delta предлагает одну из самых полных линеек внутренних деталей клапанов в отрасли. Все наши детали производятся в соответствии со стандартами OEM по производительности и эффективности.
Полные комплекты для ремонта клапана
KB Delta предлагает полную линейку ремонтных комплектов клапанов для всех основных производителей поршневых компрессоров.
ПЭТ Детали компрессора
KB Delta специализируется на производстве деталей клапанов компрессоров для воздушных компрессоров высокого давления, используемых в производстве ПЭТ.
индустрия производства пластиковых бутылок.
 индустрия производства пластиковых бутылок.
индустрия производства пластиковых бутылок.Отрасли, которые мы обслуживаем
Газовая промышленность
Переработка и переработка природного газа в товарный продукт путем разделения газа на природный газ трубопроводного качества и поток смешанного газоконденсата и транспортировку природного газа через серию поршневых компрессорных станций и труб, а оттуда в конечные пользователи.
Выдувное формование
Эта отрасль производит оборудование для выдувного формования. Процесс литья под давлением с раздувом и вытяжкой имеет два основных различных метода: одноэтапный и двухэтапный процесс; это методы, с помощью которых формируются полые пластмассовые детали.
Промышленность медицинских технологий
Индустрия медицинских технологий является важной частью сектора здравоохранения. Он включает в себя большинство медицинских устройств, которые помогают в профилактике, диагностике и лечении заболеваний и болезней. К признанным центрам этой отрасли относятся США и Западная Европа.
Как заменить пластину клапана на вашем компрессоре
Эффективность компрессора HVAC/R во многом зависит от работы его узлов всасывающего и нагнетательного клапанов. Поскольку узлы клапанов действуют как уплотнения между различными зонами давления в компрессоре, позволяя хладагенту течь из областей низкого давления в области высокого давления, неисправный узел клапана может негативно повлиять на работу компрессора, со временем увеличивая потребление энергии и даже приводя к преждевременному выходу из строя. выход из строя компрессора.
выход из строя компрессора.
Важной частью узла клапана является пластина клапана. Пластина клапана работает с всасывающими клапанами для сжатия всасываемого газа низкого давления в нагнетательный газ высокого давления. В настоящее время ведущие производители компрессоров выпускают прочные пластины клапанов, способные выдерживать многолетнюю эксплуатацию в различных условиях, в том числе при высоких температурах и при экстремально низких температурах. Однако пластины клапанов со временем изнашиваются в результате нормального использования или из-за особых проблем, таких как чрезмерный нагрев или давление, скопление грязи, поврежденные прокладки, чрезмерная вибрация и ослабление крепления.
Замена клапанных тарелок при износе является важной частью поддержания компрессора в хорошем рабочем состоянии. Поскольку замена клапанных тарелок является относительно простой задачей, вот общее руководство по замене клапанных тарелок на компрессорах разных марок и моделей.
- Запустите систему и передвиньте всасывающий клапан, чтобы откачать компрессор.
- Остановите систему и установите передний выпускной клапан. Ни в коем случае нельзя передвигать нагнетательный клапан во время работы компрессора, так как это может привести к мгновенному повышению давления.
- Медленно ослабьте болты головки компрессора, чтобы сбросить давление со стороны нагнетания головки компрессора. Затем снимите болты.
- Осторожно снимите головку компрессора и аккуратно поднимите пластину клапана с помощью отвертки. Все клапанные пластины имеют угловые выступы, которые можно использовать для приподнятия клапанной пластины и ее отделения от компрессора. НИКОГДА не стучите по пластине клапана сбоку, чтобы отсоединить ее от компрессора. Это действие приведет к поломке штифтов всасывающего клапана.
- Перед установкой новой прокладки убедитесь, что вы удалили существующий прокладочный материал с поверхностей. Также очень важно выбрать правильную прокладку для клапанной пластины и головки. Правильная прокладка должна точно соответствовать отверстию цилиндра и головке. В зависимости от марки и модели вашего компрессора могут быть доступны комплекты сменных клапанных тарелок. Эти комплекты включают весь узел пластины клапана и все необходимые прокладки.
- Всегда заменяйте язычки новыми. В некоторых узлах клапанной пластины язычки монтируются непосредственно на клапанной пластине. Итак, новая пластина клапана поставляется с прикрепленными к ней новыми язычками. Другие клапанные пластины в сборе имеют отдельные язычки. Поскольку некоторые комплекты сменных пластин клапана включают несколько длинных и коротких язычков, убедитесь, что вы устанавливаете правильные язычки. Короче говоря, правильные трости — это те, которые идеально подходят к посадке.
- Клапанная пластина в сборе также включает штифты всасывающего клапана. Обычно их не нужно заменять, так как они плотно вставлены в деку компрессора и могут использоваться с новыми клапанами. ЕСЛИ шпилька выходит при снятии клапанной тарелки, то она в комплекте как надо.
- Установите новую пластину клапана, убедившись, что отверстия для направляющих штифтов точно совпадают.
- После того, как пластина клапана будет правильно расположена, поместите правую прокладку на головку компрессора и установите головку компрессора, затянув болты по диагонали. Затяните головку в соответствии со спецификацией.
- Сначала установите на место нагнетательный клапан и наблюдайте за манометром на стороне всасывания. Если вы слышите или видите, что через компрессор проходит большое количество газа, скорее всего, прокладка установлена неправильно и ее необходимо исправить. Если через компрессор не поступает или поступает небольшое количество газа, мы можем открыть сервисный клапан на стороне всасывания. Помните, что все новые клапанные пластины в сборе требуют некоторого времени для установки новых клапанов. Это приказ и необходимость.
- Запустите систему и проверьте давление, чтобы убедиться в правильной работе клапана.

 В зависимости от марки и модели вашего компрессора могут быть доступны комплекты сменных клапанных тарелок. Эти комплекты включают весь узел пластины клапана и все необходимые прокладки.
В зависимости от марки и модели вашего компрессора могут быть доступны комплекты сменных клапанных тарелок. Эти комплекты включают весь узел пластины клапана и все необходимые прокладки. В настоящее время производители компрессоров предлагают пластины клапанов из металлов. Металлические клапанные пластины относительно недороги и могут выдерживать высокое давление, удары и повышенные температуры в течение длительных периодов времени.