как заварить чугунный блок двигателя?
0
Опубликовано: 18.06.2017
У любого автомобиля блок цилиндров литой. Основная неисправность этих двигательных деталей — это появление трещин, устранение которых осуществляется при помощи сварки. Как заварить чугунный блок автомобильного двигателя? Данная процедура достаточно сложная. При выполнении сварочных работ необходимо добиться как герметичности изделия, так и восстановления его физических характеристик.
Двигательный блок является важнейшей комплектующей любого современного автомобиля. С этим элементом связано множество рабочих процессов, от которых зависят скорость и мощность транспортного средства. Благодаря низкой температуре плавления, для производства данного элемента используется чугун. При помощи чугуна можно отливать детали разной сложности конструкции, даже с самыми мельчайшими элементами.
При помощи чугуна можно отливать детали разной сложности конструкции, даже с самыми мельчайшими элементами.
Оглавление:
- Особенности материала, используемого для изготовления блоков цилиндров
- Особенности сварки двигательных блоков из чугуна
- Технология сваривания
- Трещины блока автомобильного двигателя
- Горячая сварка
Особенности материала, используемого для изготовления блоков цилиндров
- формирование пор, трещин;
- появление в процессе обработки каленых структур, используемый инструмент быстро тупится;
- в результате перегрева тонкий материал рассыпается.
Чугун может отличаться составом:
- серый чугун — ковкий высокопрочный материал, легко поддается обработке, ограниченная свариваемость;
- белый чугун — достаточно твердый и хрупкий материал, который поддается шлифовке, но не сваривается.


Особенности сварки двигательных блоков из чугуна
Методик сварки металлов существует множество, но для получения максимально надежного соединения отдельных деталей необходимо использовать проверенные технологии, способные гарантировать результативное выполнение сварочных работ.
Технология сваривания
Независимо от того, в каких условиях осуществляется сварка чугунного блока цилиндров, необходимо четко следовать следующим требованиям выполнения данного типа работ:
- Используя щетку по металлу, предварительно производят тщательную зачистку поверхности изделия (до блеска).
- Для снятия окисляющей пленки и различных химических налетов зачищенная поверхность обезжиривается специальными составами.
- Подбирается нужный флюс, выкладывается вдоль свариваемой кромки.
- На следующем этапе металл разогревается до необходимой температуры при помощи газовой горелки. На это понадобится несколько минут, но сразу начинать сваривание не рекомендуется.
- Металл можно соединять после достижения им установленной температуры. Сваривание блока цилиндров производится небольшими участками — приблизительно до 15 см за один проход.
- После создания шва металл нужно прогревать на протяжении еще нескольких минут, уменьшая температуру постепенно. Нельзя допускать быстрого охлаждения детали или резких температурных перепадов.
- Созданные сварные соединения необходимо проверить: на производстве эта процедура осуществляется специальными методами, в бытовых условиях производится визуальный осмотр.

Трещины блока автомобильного двигателя
Существует три варианта сварки трещин блоков цилиндров из чугуна:
- нагревание всего изделия;
- нагревание только отдельных его участков, на которых образовались трещины;
- холодная сварка изделия без предварительного нагревания.

Если после заваривания трещины поверхность блока цилиндров в момент работы соприкасается с прочими деталями двигателя, она подвергается дополнительной обработке. Лишний сварочный металл убирается при помощи наждачной бумаги, напильника, абразива.
Горячая сварка
Важно! Качественно заварить чугунный блок автомобильного двигателя способен только опытный сварщик. Непрофессионально выполненные работы могут привести к основательному выходу данной детали из строя.
Сергей Одинцов
tweet
Сварка чугунного блока двигателя полуавтоматом в домашних условиях
Для сварщика, при ремонте изделий из чугуна, главное достичь максимально прочного шва, так как именно сварное соединение всегда является самым слабым местом. Когда идет сварка чугунного блока двигателя, то зачастую происходит заварка трещин, сколов и прочих повреждений. В основном, толщина такого блока составляет от 4 до 8 мм, поэтому, рекомендуется использовать электроды диаметром в 4 мм.
Когда идет сварка чугунного блока двигателя, то зачастую происходит заварка трещин, сколов и прочих повреждений. В основном, толщина такого блока составляет от 4 до 8 мм, поэтому, рекомендуется использовать электроды диаметром в 4 мм.
Электроды для сварки чугунного блока двигателя
Трещины возникают в рубашках блока охлаждения, так как она может подвергаться ударам и на нее негативно влияют процессы разморозки. В блоке также могут возникать проломы, которые получаются из-за разрушения гильзо-поршневой группы. Сначала может сложиться впечатление, что поломку можно заделать легко, но на самом деле это не так. Особенности свойства чугуна выдвигают дополнительные требования к технологии сваривания. Здесь также возникает большая ответственность, так как неправильными движениями можно испортить весь блок. Все это может занимать больше времени, за счет необходимости в прерывании шва, попутной обивке шлака и прочих вещей. Все это проводится по ГОСТ 2246-70.
Сварка чугунного блока двигателя в домашних условиях
Свариваемость чугуна и другие свойства
Сварка чугунного блока двигателя полуавтоматом предполагает соблюдение всех особенностей обработки данного материала. Чугун является сильно насыщенным углеродом. Но при температурном воздействии он начинает испаряться и вступает в реакцию с окружающими элементами, что образует СО. Когда данное соединение попадает в металл, то это приводит к появлению трещин во время сваривания.
Чугун является сильно насыщенным углеродом. Но при температурном воздействии он начинает испаряться и вступает в реакцию с окружающими элементами, что образует СО. Когда данное соединение попадает в металл, то это приводит к появлению трещин во время сваривания.
Сварка чугунного блока
Также стоит отметить свойство быстрого остывания металла. Если допустить резкий спад температуры, что в данном случае может произойти вполне естественным способом, то в металле могут образоваться поры и трещины, не говоря уже о других деформациях. Во время остывания в чугуне образуются различные по структуре кристаллической решетки соединения. Соответственно, все эти соединения могут иметь различных объемы. Из-за этого могут образовываться внутренние поры.
Также стоит отметить низкие пластичные свойства, что приводит к появлению перенапряжений в металле, от которого также появляются трещины. Особенно характерно это, когда идет сварка тонкого металла электродом. Металл обладает высокой хрупкостью, что создает дополнительные сложности в обработке и делает такие условия, при которых трещины могут образоваться даже при относительно небольших механических ударах.
Причины образования трещин
Сварка чугунного блока двигателя аргоном зачастую работает с заделкой трещин. Но они же могут появиться и в процессе сваривания. Основной причиной является резкий спад температуры, или резкое ее повышение. Чтобы этого избежать, следует постепенно подогревать чугун перед сваркой, а также делать это после нее, так как в ином случае он слишком быстро остынет. Трещины могут появиться из-за активного выхода углерода из состава при нагревании. Чтобы не допустить данный процесс, используют флюс, который возмещает утраченный углерод, а также используют защитные газы, которые помешают углероду соединиться с кислородом.
Образование трещин на чугунном блоке двигателя
Также может образоваться напряжение из-за водорода, который попал в шов из атмосферы, или же может попасть туда в обмотке электрода. Здесь нужно более тщательно выбирать покрытие и защитную среду чтобы обеспечить надежную изоляцию для металла. Недостаточное количество восполнения углерода, что случается при неправильно подобранном флюсе, также может стать причиной трещин. В таком случае деформация получается из-за неравномерности внутренней структуры элементов, в которых отсутствует углерод. Они создают деформацию, которая приводит к разрыву поверхности или созданию внутренних пор и раковин.
В таком случае деформация получается из-за неравномерности внутренней структуры элементов, в которых отсутствует углерод. Они создают деформацию, которая приводит к разрыву поверхности или созданию внутренних пор и раковин.
Режимы и характеристики
Существуют разные виды и способы сварки металла. Чтобы шов получился максимально надежным, при его создании нужно руководствоваться проверенными параметрами, которые смогут гарантировать удачное проведение работ.
Толщина заготовки, мм | Диаметр электрода, мм | Сила тока, А |
1 | 1 | 30-40 |
2 | 1 | 60-80 |
3 | 2 | 90-120 |
4 | 3 | 120-160 |
5 | 4 | 150-200 |
Технология сварки
Когда происходит сварка чугунного блока двигателя в домашних условиях или на производстве, то следует тщательно следовать всем заданным пунктам технологии.
- Проводится зачистка поверхности до блеска. Это можно сделать при помощи щетки по металлу.
- Необходимо обезжирить поверхность растворителями, чтобы убрать окисляющую пленку и прочие химические налеты.
- Следует подобрать необходимый флюс и выложить его вдоль кромки сваривания, как минимум, на протяжении участка первого этапа шва.
- Далее нужно подогреть металл газовой горелкой до требуемой температуры, в течение нескольких минут, так как делать сварку с ходу не рекомендуется.
- Когда металл достигнет нужной температуры, то можно начинать сваривать металл. Это должно происходить небольшими участками, примерно, по 10-15 см за раз.
- Когда шов будет закончен, нужно прогревать металл еще в течение нескольких минут, постепенно понижая температуру, чтобы избежать быстрого остывания и резкого перепада.
- Проконтролировать качество полученных соединений. В домашней сфере это делается визуально, а в производстве имеются различные профессиональные методы внутреннего глубинного контроля.

«Важно!
После каждого раза нужно оббивать шлак, и не забывать о прогреве, чтобы не произошел резкий спад температуры.»
Краткое руководство по сварке блока цилиндров: Радуйся, Мария для механика
Как можно успешно отремонтировать треснувший блок двигателя с помощью сварки — и возможно ли это на самом деле?
Ремонт треснувшего блока цилиндров с помощью сварки требует надлежащей диагностики. Поскольку блок двигателя можно отремонтировать, заварив трещину, необходимо принять определенные меры предосторожности, чтобы гарантировать успех. Существует множество методов, используемых для сварки блоков двигателей с трещинами. Каждый процесс приносит с собой уникальный набор методов, задач и различных степеней успеха.
Если вам интересно узнать больше о сварке блоков двигателей с трещинами, вы нажали на правильную ссылку. Мы обсудим процесс, связанный со сваркой блоков двигателя, чтобы провернуть его в другой день. Прежде чем мы углубимся в детали, давайте взглянем на соображения, которые вам необходимо обдумать, прежде чем отключать какой-либо сварочный газ.
Мы обсудим процесс, связанный со сваркой блоков двигателя, чтобы провернуть его в другой день. Прежде чем мы углубимся в детали, давайте взглянем на соображения, которые вам необходимо обдумать, прежде чем отключать какой-либо сварочный газ.
Стоит ли делать ремонт?
Чтобы определить, сможете ли вы заварить трещину в блоке двигателя, потребуется немного детективной работы. В этом процессе вы решите, какие методы будут работать лучше всего и какие тесты вы можете использовать, чтобы убедиться, что ремонт прошел успешно.
Но сначала решите, будете ли вы пытаться ремонтировать или нет. Некоторые блоки двигателя просто не стоят времени. Если блок встречается достаточно часто, иногда лучшим решением является покупка совершенно нового блока. Все зависит от вашего бюджета, количества времени, которое у вас есть, и, в конечном счете, предполагаемого использования двигателя. Ежедневные водители не обязательно будут слишком сильно нагружать отремонтированный блок. Но установка двигателя на платформу, требующую высокой мощности, может отдать вашу судьбу в руки Госпожи Удачи.
Но установка двигателя на платформу, требующую высокой мощности, может отдать вашу судьбу в руки Госпожи Удачи.
Размер трещины, которую вы ремонтируете, также имеет большое значение. Хотя сварка обычно считается последним усилием, иногда даже добавление металла в смесь не спасет блок. Соблюдение правил сварки в целом — в отношении того, что можно и что нельзя сваривать вместе с точки зрения зазоров, — скорее всего, приведет вас либо к ремонту, либо к новому блоку целиком.
Диагностика блока
Однако, если вы решите пойти по пути ремонта, вот несколько способов диагностировать степень повреждения:
- Проверьте участки с высоким напряжением , такие как область вокруг головок цилиндров, седел клапанов, свечей зажигания и вообще в любом другом месте вблизи камеры сгорания. Поскольку двигатель нагревается и охлаждается в основном в этих областях, повреждение, скорее всего, произойдет здесь в первую очередь. Это не означает, что могут быть части блока, где отливка стала слишком тонкой, чтобы выдерживать различные температуры и давление.
- Магнитопорошковый анализ позволяет быстро поставить диагноз. По сравнению с другими методами, это довольно просто. Как следует из названия, магнитные частицы обнаруживают дефекты в объекте на основе прерываний, которые они создают в магнитном поле. Потому что, хотя вы потенциально можете увидеть трещину на поверхности, часто бывает сложнее определить, насколько глубоко может уйти это несовершенство — или ответвляется ли оно.
- Испытание под давлением является одним из наиболее распространенных способов определения утечки. Проворачивание корпуса до 10-40 фунтов на квадратный дюйм выявит утечки, возникающие при большинстве рабочих температур. Но хотя сузить область может быть легко, трещины «могут простираться под поверхностью, как корни дерева».

Большинство людей также часто упускают из виду источник трещин. Определение этого фактора не только поможет определиться с методом ремонта, но и продлит срок службы отремонтированного блока. Как советует EngineBuilderMag.com, «важно выявить и устранить все, что могло вызвать перегрев двигателя. . . в противном случае ваш ремонт трещины может быть недолгим». Настройте свой отремонтированный двигатель на успех, потому что он превосходит альтернативу.
Как советует EngineBuilderMag.com, «важно выявить и устранить все, что могло вызвать перегрев двигателя. . . в противном случае ваш ремонт трещины может быть недолгим». Настройте свой отремонтированный двигатель на успех, потому что он превосходит альтернативу.
Рекомендации по сварке блоков двигателей с трещинами
Miller Welds выделяет 4 основных материала, с которыми вы столкнетесь при работе с двигателями: алюминий, чугун, сталь и магний. Как и при любой сварке, важно учитывать тип металла, с которым вы работаете, прежде чем начинать какой-либо ремонт. И вместе с этими металлами приходят различные соображения, плюсы и минусы.
Большинство блоков двигателей, с которыми вы столкнетесь, изготовлены либо из чугуна, либо из алюминиевого сплава. Вообще говоря, старые блоки часто отливают, а новые блоки содержат больше алюминия. Рассмотрим подробнее каждый металл.
Чугун
Чугун, известный как «довольно прочный, но пористый и хрупкий», требует большого терпения и осторожности при сварке. В то время как алюминий относительно хорошо передает тепло, чугун удерживает тепло и не очень быстро меняет температуру, по крайней мере, не вызывая повреждений. Плохие отливки более пористые по своей природе. Это приводит к более трудному времени сварки.
В то время как алюминий относительно хорошо передает тепло, чугун удерживает тепло и не очень быстро меняет температуру, по крайней мере, не вызывая повреждений. Плохие отливки более пористые по своей природе. Это приводит к более трудному времени сварки.
При сварке чугуна лучше всего очистить блок еще до начала сварки. Это означает замачивание блока цилиндров в кипящей воде, чтобы удалить остатки масла, которые могут присутствовать. Подготовка областей, которые вы будете сваривать, также начинается здесь. После подготовки блока вам нужно медленно довести всю деталь до температуры. Miller Welds предупреждает: «Предварительный нагрев детали как минимум до 500 градусов по Фаренгейту полезен, но будьте осторожны, чтобы не подняться выше 1200 градусов». Дальнейшее растрескивание может произойти, если блок внезапно понизит температуру в одной локализованной области, поэтому лучше выровнять температуру по всему блоку.
В большинстве случаев сварка блоков цилиндров чугуна выполняется с помощью TIG. Присадочная проволока «рекомендуется с высоким содержанием никеля». Miller Welds рекомендует использовать короткие проходы, очищая деталь между проходами для достижения лучшего результата. Несмотря на то, что вы будете перемещаться дюйм за дюймом (буквально) по кварталу, идея состоит в том, что вам не придется делать этот ремонт снова. По крайней мере, в течение длительного периода времени. Еще один способ добиться более качественных сварных швов — проковать область сварки так, чтобы горячий шов тяготел к открытым порам в отливке. Просто слегка коснитесь сварного шва, и все готово. Методичное охлаждение всего блока двигателя до «комнатной температуры» также обеспечит плотные сварные швы, которые не растрескаются под нагрузкой.
Присадочная проволока «рекомендуется с высоким содержанием никеля». Miller Welds рекомендует использовать короткие проходы, очищая деталь между проходами для достижения лучшего результата. Несмотря на то, что вы будете перемещаться дюйм за дюймом (буквально) по кварталу, идея состоит в том, что вам не придется делать этот ремонт снова. По крайней мере, в течение длительного периода времени. Еще один способ добиться более качественных сварных швов — проковать область сварки так, чтобы горячий шов тяготел к открытым порам в отливке. Просто слегка коснитесь сварного шва, и все готово. Методичное охлаждение всего блока двигателя до «комнатной температуры» также обеспечит плотные сварные швы, которые не растрескаются под нагрузкой.
Алюминиевый сплав
Вы можете найти алюминий во многих частях вашего двигателя, «включая масляные поддоны, впускные коллекторы, блоки цилиндров, головки цилиндров и клапанные крышки». И хотя алюминий и чугун ведут себя по-разному, когда речь идет о регулировании температуры, между этими двумя металлами есть общие черты. Давайте посмотрим поближе.
Давайте посмотрим поближе.
Поскольку алюминий используется в качестве сплава в большинстве компонентов двигателя, эти отливки «имеют тенденцию быть более пористыми, что влияет на то, как долго материал можно сваривать, прежде чем масло и загрязняющий материал попадут в зону нагрева вокруг сварного шва». Как и в случае с чугунными блоками цилиндров, сварку следует начинать медленно и с малого. Скорее всего, вам придется наварить короткий валик, остановиться, очистить зону сварки и начать заново. Температурный контроль — это название игры с алюминием, особенно потому, что он так хорошо проводит тепло. А поскольку вы работаете в условиях высоких температур, выбор присадочной проволоки имеет огромное значение. Приобретайте продукты серии 4000, но избегайте продуктов с высоким содержанием магния или марганца.
Если вам интересно ознакомиться с пошаговыми инструкциями по сварке картера из литого алюминия, ознакомьтесь с этой статьей на сайте ItStillRuns.com. Есть много видео на YouTube, на которые можно ссылаться.
Ремонт стали и магния
Душераздирающий звон, который вы слышите при работе с чугунным двигателем, способен разрушить любую надежду. Однако в мягкой стали сам металл более гибкий. Кастинг приносит с собой врожденные падения. Тепло плохо передается между областями, поэтому сварка MIG или TIG является лучшим путем. Фактически, та же самая процедура, которую вы используете для сварки чугуна, будет работать и для мягкой стали.
Что касается магния, этот металл «легкий, очень прочный и менее подвержен растрескиванию». Сварка магния TIG аналогична сварке алюминия. Металл будет быстрее реагировать на перепады температуры, что можно использовать в свою пользу. В то же время помните, что магний легко воспламеняется. А поскольку присадочные стержни для этого типа металла не так распространены, как другие, сварка вашего блока цилиндров из магния может быть дороже, чем выполнение такого же восстановления чугунного, алюминиевого или стального аналога.
Это всего лишь несколько моментов, о которых следует помнить при сварке блока цилиндров. Прежде чем мы углубимся в методы, из которых вы можете выбирать, рассматривали ли вы эпоксидную смолу?
Прежде чем мы углубимся в методы, из которых вы можете выбирать, рассматривали ли вы эпоксидную смолу?
Эпоксидная смола как альтернативный метод сшивания
Вы, наверное, слышали поговорку о том, что она скреплена жевательной резинкой и шнурками от обуви, но слышали ли вы о треснувшем блоке двигателя, скрепленном старой доброй эпоксидной смолой?
Хотите верьте, хотите нет, но треснувший блок двигателя можно отремонтировать с помощью специально разработанных эпоксидных смол. Эти компаунды в стиле JB Weld имитируют расширение и сжатие, происходящее при нагревании и охлаждении двигателя во время нормальной работы. Хотя они могут не обязательно состоять из металла, как сам блок, металл может быть вставлен. Ремонт, выполненный с использованием высокотемпературной эпоксидной смолы, часто называют «методами холодного ремонта», поскольку для исправления не требуется нагрев.
Самое лучшее в эпоксидных смолах — помимо неприятного запаха, который они выделяют, — это то, что они затвердевают в течение дня или около того. Это означает, что вы можете оставить свой двигатель на ночь, пойти на работу на следующий день и вернуться домой с годным к употреблению блоком. Однако эпоксидные смолы будут работать только в том случае, если они используются исключительно на участках, не связанных с камерой сгорания. Трещины в камере сгорания требуют другой техники.
Это означает, что вы можете оставить свой двигатель на ночь, пойти на работу на следующий день и вернуться домой с годным к употреблению блоком. Однако эпоксидные смолы будут работать только в том случае, если они используются исключительно на участках, не связанных с камерой сгорания. Трещины в камере сгорания требуют другой техники.
Говоря об этом, вот краткое руководство по методам, которые вы можете использовать для ремонта вашего треснувшего блока цилиндров.
Методы сварки, используемые при ремонте блоков цилиндров
Это может показаться простым, но на самом деле существует довольно много подходов к сварке блока цилиндров. Выбор между методами зависит от вашего уровня навыков, размера трещины и материалов, имеющихся под рукой. Как советует HotRod.com: «Хотя объяснение операции довольно простое для понимания, это деликатная операция, и ее определенно лучше оставить тем, у кого есть значительный опыт сварки».
Металлическая прошивка
Вряд ли можно продеть иголку с ниткой через блок двигателя, но что, если эквивалентами будут металлические шпильки? Это про идею с металлической строчкой.
Один из самых известных способов сшивания металлом называется Lock-N-Stitch. Процесс начинается с диагностики степени трещины, а затем с помощью металлических штифтов «сшивают» противоположные стороны вместе. Фактически, это процесс, который Джей Лено использовал на одном из своих блоков цилиндров.
Сначала найдите конец трещины и просверлите отверстие. Это отверстие имеет решающее значение для «предотвращения дальнейшего распространения трещины при сварке». Lock-N-Stitch предлагает различные размеры штифтов, поэтому вам нужно выбрать тот, который лучше всего подходит для вашего приложения. Затем с помощью прилагаемого приспособления просверлите отверстия одинакового размера по всей длине трещины на заданном расстоянии. Вам нужно будет чередовать стороны трещины для создания «сшитого» вида и для лучшей фиксации в конце.
После этого вы просверлите отверстия для выбранных вами штифтов, а затем вставите их. Чередуйте их и затяните штифты, прежде чем перейти к оставшимся местам. Как только вы установите штифты на место, отшлифуйте лишнюю часть головы.
Как только вы установите штифты на место, отшлифуйте лишнюю часть головы.
Повторите этот процесс еще раз, просверлив отверстия между уже установленными штифтами. После того, как вы завершили этот второй раунд закрепления, стежки, которые вы создали, должны быть на одном уровне с лицевой стороной самого блока. Упрочнение дюбелей гарантирует, что металл заполнит то, что раньше было трещиной.
Плюсы и минусы металлического шва
Металлический шов, штифты и/или шипы относятся к одному и тому же процессу. Прошивка может быть простым способом ремонта блока цилиндров без использования сварочного газа или сварочного аппарата. Кроме того, если у вас есть отвертка, дрель и несколько других основных инструментов, вы сможете выполнить ремонт блока двигателя с помощью этого метода всего за несколько часов, максимум. «С помощью этой техники можно даже отремонтировать стенки цилиндра», — сообщает StreetTechMag.com. И, в отличие от сварки, вам не придется очищать или подготавливать металл перед началом ремонта.
Однако одним из недостатков этого метода является то, что вы можете ввести в уравнение другой тип металла. Это особенно важно в ситуациях, когда металл подвергается резким перепадам температуры. «Проблема в большинстве случаев та же, — отмечает BlueDevil Products, — что и с холодным сшиванием металлом. . . широкий диапазон рабочих температур двигателя вашего автомобиля наряду с тепловым расширением металла приводит к тому, что большинство ремонтных работ длится недолго».
По этим и многим другим причинам холодная прошивка металлом часто оказывается полезной, когда большие, иногда незаменимые машины требуют ремонта. Бывают случаи, когда сварка не является жизнеспособным решением. И в таких случаях прекрасной альтернативой может стать холодное сшивание металлом.
Старая добрая сварка
Теперь мы добрались до интересного, той части статьи, которую вы так долго ждали. Вскройте эти газовые баллоны, потому что поехали!
Отсылка к нашему обсуждению типов металлов, используемых в блоках цилиндров. Помните, что чугун и алюминиевый сплав являются двумя наиболее распространенными типами. При сварке чугуна вы можете выбрать сварку в печи, сварку пламенем или пайку. Алюминий проще, так как его можно сваривать TIG.
Помните, что чугун и алюминиевый сплав являются двумя наиболее распространенными типами. При сварке чугуна вы можете выбрать сварку в печи, сварку пламенем или пайку. Алюминий проще, так как его можно сваривать TIG.
При печной сварке сам блок нагревается до 1000-1400 градусов по Фаренгейту. Этот маленький кусок металла должен покраснеть от гнева, когда вы его вытащите. Лучше всего использовать присадочный стержень, аналогичный сплаву блока цилиндров, чтобы получить более прочный сварной шов. Постепенно доводите чугун до температуры, чтобы избежать трещин от напряжения и/или твердых пятен.
При сварке пламенным распылением используются некоторые из тех же методов, что и при сварке в печи. Тем не менее, это намного «быстрее и проще, чем сварка в печи, и может обеспечить прочный и долговечный ремонт, такой же, как сварка в печи».
Сварка ВИГ является ключом к успешному возрождению алюминия. В то время как чугунные блоки нуждаются в сверхвысоком нагреве, алюминий нужно предварительно нагреть только до 350-450 градусов по Фаренгейту. Все еще довольно жарко для алюминия, но совсем не так, как температура в 1000 градусов, которую мы видели ранее. Пока вы можете заполнить трещины сплавом, подобным тому, который уже найден в блоке двигателя, ремонт должен быть больше связан с добавлением металла, чем с чем-либо еще.
Все еще довольно жарко для алюминия, но совсем не так, как температура в 1000 градусов, которую мы видели ранее. Пока вы можете заполнить трещины сплавом, подобным тому, который уже найден в блоке двигателя, ремонт должен быть больше связан с добавлением металла, чем с чем-либо еще.
Плюсы и минусы сварки
Да, заварка трещин в блоке двигателя возможна. Хорошо, если трещины расположены в зоне сварки. Сварка, по сравнению с альтернативными методами, обеспечивает гораздо более прочное соединение. Так как часть литого материала плавится с новой кровью (или металлом, мы должны сказать), прочность увеличивается по мере сварки. Сварка обычно также позволяет проникать глубже под поверхность.
При этом сварка блока цилиндров имеет некоторые недостатки. В зависимости от того, где вы закончите сварку, вам может понадобиться проверить зазоры после того, как блок остынет. Возьмем, к примеру, цилиндр. Если вы свариваете рядом с этим, вам, возможно, придется принять меры, чтобы снова привести эти измерения в соответствие.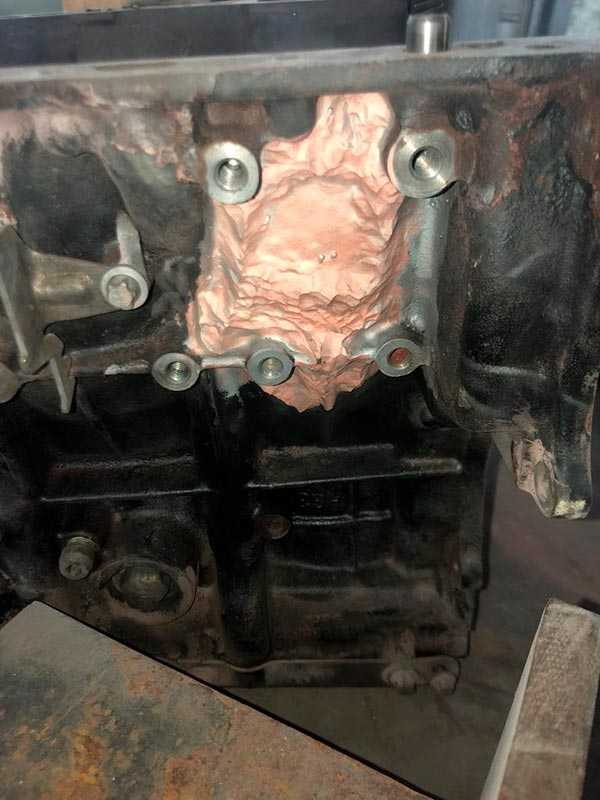 Все дело в том, чтобы понять, куда уходит тепло вашего сварного шва и какие искажения есть, если они есть.
Все дело в том, чтобы понять, куда уходит тепло вашего сварного шва и какие искажения есть, если они есть.
Приварить и отъехать
Вот об этом в этой статье о сварке треснувшего блока двигателя. Мы надеемся, что вам понравилась наша дискуссия, и призываем вас щелкнуть мышью. Всегда есть что-то новое, что можно узнать о сварке, так что следите за новостями! Кроме того, мы ценим, что вы также поделились своими мыслями. Вы когда-нибудь успешно заваривали треснувший блок двигателя?
Ремонт блока цилиндров
| Практическое руководство — двигатель и трансмиссия
Блок спасения!
Блок треснул? Не так уж много комбинаций из двух слов вызывают мурашки по спине автолюбителя. В большинстве случаев это означает, что блок DOA, и он стоит своего веса только в металлоломе. Хотя иногда есть надежда. Все зависит от того, где находится трещина, чем она вызвана и насколько обширны повреждения. В конце концов, это всего лишь металл, а металл можно сваривать.
В конце концов, это всего лишь металл, а металл можно сваривать.
Мы должны предварить это, сказав, что не всегда возможно или целесообразно ремонтировать треснувший блок. Если образец распространен и доступен по цене, замена его сплошным блоком может быть самым разумным путем. Где усилия по ремонту действительно имеют смысл, так это в редких, снятых с производства или оригинальных вещах с совпадением номеров. Может быть, сменный блок не вариант, или, может быть, это оригинальная деталь с кодом даты для автомобиля. В таком случае самое время рассмотреть варианты.
Чугун — непостоянная хозяйка. Он достаточно прочный, но при этом довольно пористый и хрупкий. При содержании углерода обычно в диапазоне от 2 до 6 процентов это примерно в 10 раз больше, чем в большинстве сталей. Высокое содержание углерода в чугуне вызывает образование чешуек графита, которые плохо реагируют на неравномерный нагрев. Впрочем, именно это и происходит во время сварки. В то время как мягкая сталь является более текучей и будет изгибаться и двигаться под воздействием тепла или усадки во время охлаждения, когда металл сварного шва сжимается, напряжения могут легко быть достаточными для растрескивания хрупкого чугуна. Иногда вы услышите страшный «пинг» в области, которая даже не связана с ремонтом.
В то время как мягкая сталь является более текучей и будет изгибаться и двигаться под воздействием тепла или усадки во время охлаждения, когда металл сварного шва сжимается, напряжения могут легко быть достаточными для растрескивания хрупкого чугуна. Иногда вы услышите страшный «пинг» в области, которая даже не связана с ремонтом.
Хотя объяснение операции довольно простое для понимания, это деликатная операция, и ее определенно лучше оставить тем, у кого есть достаточный опыт сварки. К сожалению, это не мы, поэтому мы обратились к нашим друзьям из Miller Electric за помощью. В штате Miller Electric немало гуру сварки, которые хорошо разбираются в металлургии и имеют большой опыт работы в этой области, так что если кто-то и может это осуществить, так это они. Для ремонта нашего чугунного блока цилиндров нас связали с Джошем Спринклом, управляющим промышленным районом и опытным сварщиком, который, как нам сказали, справится с этим, если кто-нибудь сможет. Sprinkle был в игре и сделал специальный заказ на необходимый сварочный пруток.
Спринкл упомянул кое-что, о чем всегда нужно помнить при ремонте чугуна; даже самые тщательно спланированные работы со всеми необходимыми материалами и знаниями не гарантируют успеха. Но вот мы сидим с потрескавшейся 351 Cleveland, балансирующей на грани утилизации. Что нам терять?
Syncrowave 210 TIG/Stick Welder
Syncrowave 351, показанный здесь в работе, — отличный агрегат из прошлого Miller, демонстрирующий, насколько надежным является оборудование Miller, но если вы готовы к такой работе, вы хотите посмотреть на новый Syncrowave 210/TIG/Stick Welder от Miller Electric. Его новая конструкция на основе инвертора отличается малым весом, что делает его идеальным для ремонта автомобилей и личного использования. Удобный для оператора интерфейс поддерживает сварку TIG на переменном/постоянном токе и постоянный ток с возможностью сварки материалов толщиной до 1/4 дюйма за один проход. Syncrowave 210 оснащен инновационными технологиями, такими как функция Pro-Set, которая избавляет от догадок при настройке параметров сварки, предлагая предустановленные элементы управления, разработанные инженерами по сварке Miller.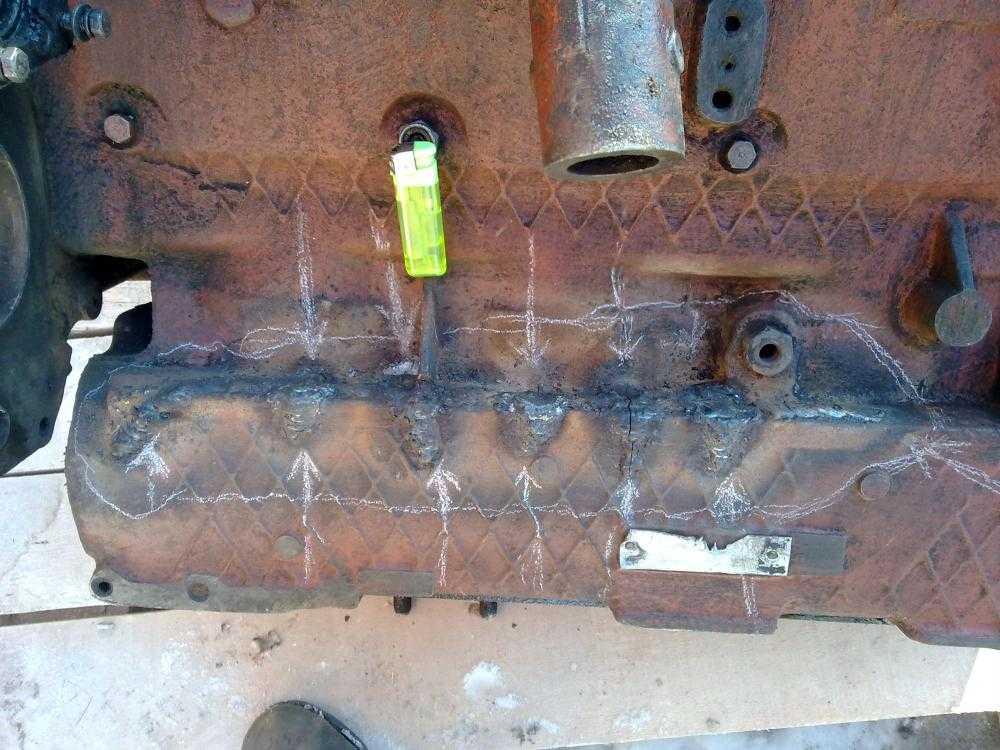 Пользователи просто выбирают функцию DIG или Balance и регулируют до тех пор, пока на дисплее не появится Pro-Set. Эксклюзивная технология Auto-Line компании Miller и универсальный штекер (MVP) позволяют легко подключаться к любому входному напряжению в диапазоне от 115 до 230 В без ручного подключения, обеспечивая надежную входную мощность независимо от условий сварки.
Пользователи просто выбирают функцию DIG или Balance и регулируют до тех пор, пока на дисплее не появится Pro-Set. Эксклюзивная технология Auto-Line компании Miller и универсальный штекер (MVP) позволяют легко подключаться к любому входному напряжению в диапазоне от 115 до 230 В без ручного подключения, обеспечивая надежную входную мощность независимо от условий сварки.
Вот наш пациент: девственная скважина 1970 года выпуска, код 4V 351C. Он был обработан и полностью подготовлен к сборке, поэтому мы возлагаем большие надежды. Хорошие сердечники Cleveland трудно найти, поскольку они плохо переносят большие отверстия из-за смещения сердечника во время производства и тонколитых стенок. Это означает, что для большинства блоков диаметр отверстия превышает 0,030–0,040, чтобы свести к минимуму риск перегрева.
Мы даже не заметили эту залитую эпоксидной смолой трещину под краской и грязью. Мы даже не уверены, как это могло произойти — возможно, чрезмерное затягивание болта. Прежде чем Sprinkle сможет получить четкое представление о степени повреждения и оценить возможность сварки, необходимо удалить всю слизь.
Прежде чем Sprinkle сможет получить четкое представление о степени повреждения и оценить возможность сварки, необходимо удалить всю слизь.
В то время как сторона трещины, пересекающая горловину воды, прошла полностью, мы были приятно удивлены, обнаружив, что эпоксидная смола была очень поверхностной и ее легко очистить борфрезой. Обратите внимание на отверстие, просверленное в конце трещины; это делается для того, чтобы «закончить» трещину и предотвратить ее дальнейшее распространение при сварке. Без этого трещина будет распространяться прямо перед сварочной ванной.
Трещина проходит через устье воды, поэтому мы ничего не можем там сделать, но Спринкл указывает на два критических рукава трещины, которые мы должны предотвратить, чтобы ремонт стал возможным.
Чтобы убедиться, что все загрязняющие вещества из эпоксидной смолы удалены, и оставить участок чистого чугуна для заполнения, Ларри Андерсон из FPS вырезает V-образный канал вдоль трещины.
Еще одна хорошая новость: трещины были неглубокими на двух из трех сторон, а это означает, что там все еще достаточно прочности, чтобы выдержать напряжение сварки. Одна полностью растрескавшаяся сторона может сыграть нам на руку и создать место для небольшого движения хрупкого чугуна во время нагрева.
Это эксперт-сварщик компании Miller Джош Спринкл и его любимое оружие для ремонта: ERNi-Ci. Известный в просторечии как «Никель 99″, этот стержень предназначен для сварки TIG различных типов чугуна. Его также можно использовать для наплавки, наплавки и ремонта, где требуются легко обрабатываемые сварные швы. Это важно, учитывая, где находится наша трещина. двух диаметров никеля 99. Стержень диаметром 1/16 дюйма будет использоваться для большей части сварки, а стержень диаметром 1/16 дюйма будет использоваться для заполнения отверстия под болт, окружающего трещину.
, требуется чистый вольфрамовый электрод.Геометрия вольфрамового электрода влияет на форму дуги и, следовательно, на размер и форму сварочного валика. Всегда шлифуйте продольно и делайте длину заостренного конуса примерно в два раза больше диаметра электрода.Самое главное, шлифуйте вольфрам только на специальном ремне или круге.Если вы используете тот, который используется совместно с другими металлами, существует высокий риск включения загрязняющих веществ в вольфрам, что повлияет на качество сварки.
Всегда шлифуйте продольно и делайте длину заостренного конуса примерно в два раза больше диаметра электрода.Самое главное, шлифуйте вольфрам только на специальном ремне или круге.Если вы используете тот, который используется совместно с другими металлами, существует высокий риск включения загрязняющих веществ в вольфрам, что повлияет на качество сварки.
Сварка чугуна ВИГ требует значительного предварительного нагрева области горелкой, чтобы избежать удара материала и возможного увеличения трещины. Предварительный нагрев и температура между проходами 500 градусов по Фаренгейту являются минимально рекомендуемыми во время сварки, но держите их ниже 1000 градусов по Фаренгейту. Не торопитесь и проверьте температуру с помощью инфракрасного теплового пистолета, если это возможно.
Наш сварочный аппарат — надежный старый Miller Syncrowave 351. Новые аппараты более мощные и эффективные (см. врезку о новом Syncrowave 210 от Miller), но все сварочные аппараты Miller служат чертовски долго! Этот Syncrowave постоянно используется с середины 19-го века. 80-х годов и до сих пор отлично работает с минимальным обслуживанием. Нам нравится, что это так уж получилось, что «351» ремонтирует наш 351C. Sprinkle установил силу тока на 149.
80-х годов и до сих пор отлично работает с минимальным обслуживанием. Нам нравится, что это так уж получилось, что «351» ремонтирует наш 351C. Sprinkle установил силу тока на 149.
Фонарик и газовый колпачок, которые Sprinkle будет использовать, представляют собой стандартный Weldcraft WP-20, который используется на многих платформах Miller. Газовая линза, возможно, подошла бы лучше всего, но Спринкл не считал ее необходимостью. Миллер теперь владеет Weldcraft, поэтому обновления и новые детали можно найти на их веб-сайте.
Сварка TIG всегда требует двух рук, поэтому ножная педаль обязательна. Это немного менее эргономично, чем современные вещи Миллера, но эта старая ножная педаль в форме ящика отлично подошла для нашего ремонта, несмотря на тысячи часов использования.
После того, как блок достаточно прогрелся в этом месте, Спринкл был готов надеть свой любимый капюшон Миллера и проложить первый и, возможно, самый важный сварной шов. Эта реакция чугуна могла многое сказать ему о потенциальном успехе ремонта. Кроме того, он сразу узнает, достаточно ли прочистили трещину.
Эта реакция чугуна могла многое сказать ему о потенциальном успехе ремонта. Кроме того, он сразу узнает, достаточно ли прочистили трещину.
Также настоятельно рекомендуется проковка сварного шва, чтобы уменьшить напряжение. Это делается легким постукиванием по бусине молотком средней тяжести, например, этим шариковым молотком.
Пока все хорошо! Трещина была очень чистой, а высокое содержание никеля в раннем кливлендском блоке очень хорошо принимало сварной шов. При таких сложных трещинах рекомендуется ограничивать сварные швы небольшими сегментами длиной примерно 1 дюйм, чтобы предотвратить накопление остаточного напряжения.
Некоторые предпочитают сидеть, но Спринкл не любит устраиваться поудобнее. Этот последний проход очень важен, так как с каждым проходом материал подвергается немного большей нагрузке.
Все выглядело лучше, чем ожидалось, говорит Спринкл. Ремонт нашего блока демонстрировал большие успехи.