Сухая гильза — Большая Энциклопедия Нефти и Газа, статья, страница 4
Cтраница 4
Длина полных гильз соответствует длине цилиндра блока. В отличие от укороченных гильз они не запрессовываются в цилиндр блока или в мокрую гильзу, а вставляются в цилиндр по скользящей посадке. Сухие гильзы используются для мощных двигателей с чугунными блоками. Автомобильные дизели изготовляют с сухими гильзами, имеющими продувочные, всасывающие и выхлопные окна.
[46]
Гильзы, не омываемые непосредственно охлаждающей водой и соприкасающиеся внешней поверхностью с внутренней поверхностью расточки цилиндра в блок-картере, называются сухими. Для сухих гильз не требуются уплотнения от охлаждающей воды и гильзы плотно устанавливаются в блок-картере. Сухие гильзы часто применяются при ремонте двигателей в том случае, если дальнейшее растачивание цилиндра невозможно.
[47]
Сухие гильзы устанавливают по всей длине цилиндра ( см. рис. 239, а) или только в его верхней части ( см. рпс. Применение вставных сухих гильз позволяет увеличить износостойкость поверхности при малых затратах дорогостоящих легирующих примесей. Сухие гильзы запрессовывают или вставляют по скользящей посадке с зазором 0 01 — 0 04 мм. Окончательно поверхность сухой запрессованной гильзы обрабатывают после запрессовки гильзы в блок цилиндров.
рис. 239, а) или только в его верхней части ( см. рпс. Применение вставных сухих гильз позволяет увеличить износостойкость поверхности при малых затратах дорогостоящих легирующих примесей. Сухие гильзы запрессовывают или вставляют по скользящей посадке с зазором 0 01 — 0 04 мм. Окончательно поверхность сухой запрессованной гильзы обрабатывают после запрессовки гильзы в блок цилиндров.
[48]
Материалом ремонтной гильзы обычно служит тита-но-медистый чугун. Гильзы подбирают к цилиндрам с натягом 0 05 — 0 08 мм. Наружная поверхность сухой гильзы должна быть точно и чисто обработана, чтобы обеспечить плотное прилегание запрессованной гильзы к цилиндровой стенке отверстия в блоке цилиндра и отвод тепла.
[49]
Стенки цилиндра подвергаются значительному изнашиванию, поэтому для современных тракторных и автомобильных двигателей блок-картеры в большинстве случаев изготавливают со вставными гильзами. Сухие гильзы устанавливают по всей длине цилиндра или только в его верхней части, где наблюдается максимальный износ. Окончательно поверхность сухой гильзы обрабатывают после ее запрессовки в блок-картер.
Окончательно поверхность сухой гильзы обрабатывают после ее запрессовки в блок-картер.
[50]
Двигатель ЯАЗ-204 имеет четыре цилиндра, расположенные вертикально в один ряд. Блок отлит из специального чугуна. В цилиндры блока установлены сухие гильзы, изготовленные из хромоникелевого чугуна. В средней части каждая гильза имеет по своей окружности 64 продувочных окна диаметром 8 мм, расположенных в два ряда в шахматном порядке и под углом 14 к радиусу цилиндра. С 1953 г. в гильзе делают один ряд продувочных окон.
[51]
Картер состоит из трех основных частей, причем средняя часть разъемная, имеет две половины. Картер устроен так, чтобы объем кривошипной камеры был минимальным. В алюминиевый блок цилиндров запрессованы две сухие гильзы, в которых имеются впускные и выпускные окна. Алюминиевая головка, общая для двух цилиндров, крепится к блоку шпильками.
[52]
Гильзы цилиндров.
[53] |
Для повышения износостойкости — стенок цилиндров и упрощения отливки, а также ремонта и сборки двигателя в цилиндры запрессовывают вставные сменные гильзы 4 из легированного чугуна. Гильзы разделяются на мокрые и сухие. Мокр ыми называются такие гильзы, которые с наружной стороны омываются охлаждающей жидкостью. Сухие гильзы непосредственно с охлаждающей жидкостью не соприкасаются.
[54]
Сухие гильзы устанавливают по всей длине цилиндра ( см. рис. 239, а) или только в его верхней части ( см. рпс. Применение вставных сухих гильз позволяет увеличить износостойкость поверхности при малых затратах дорогостоящих легирующих примесей. Сухие гильзы запрессовывают или вставляют по скользящей посадке с зазором 0 01 — 0 04 мм. Окончательно поверхность сухой запрессованной гильзы обрабатывают после запрессовки гильзы в блок цилиндров.
[55]
Длина полных гильз соответствует длине цилиндра блока. В отличие от укороченных гильз они не запрессовываются в цилиндр блока или в мокрую гильзу, а вставляются в цилиндр по скользящей посадке. Сухие гильзы используются для мощных двигателей с чугунными блоками. Автомобильные дизели изготовляют с сухими гильзами, имеющими продувочные, всасывающие и выхлопные окна.
В отличие от укороченных гильз они не запрессовываются в цилиндр блока или в мокрую гильзу, а вставляются в цилиндр по скользящей посадке. Сухие гильзы используются для мощных двигателей с чугунными блоками. Автомобильные дизели изготовляют с сухими гильзами, имеющими продувочные, всасывающие и выхлопные окна.
[56]
Блок цилиндров / ( рис. 12) двигателя представляет собой механически обработанную общую отливку цилиндров с верхней частью картера. Изготовлен из серого чугуна. Цилиндры расположены в один ряд. В верхнюю часть цилиндров впрессованы сухие гильзы из аустенитного чугуна, обладающего высокой износостойкостью и сопротивляемостью коррозии.
[57]
Блок цилиндров — основная деталь двигателя, поэтому износостойкости цилиндров придается особое значение. Износ таких цилиндров в верхней части составляет примерно 10 — 20 мк на 1000 км пробега. Лучший результат дает применение вставных гильз из высоколегированного чугуна с высоким содержанием никеля или хрома. Чугун с содержанием никеля до 15 % широко применяется для двигателей ГАЗ, МЗМА, ЗИЛ в виде коротких сухих гильз, устанавливаемых в верхней части цилиндра, наиболее подвержен ной влиянию коррозирующего действия продуктов сгорания. Характерной особенностью этого чугуна является высокая сопротивляемость коррозийному износу в сочетании с хорошей обрабаты ваемостью. Износ таких цилиндров при эксплуатации двигателя в условиях малой запыленности воздуха будет в 3 — 4 раза меньше, чем износ цилиндров из обычного серого чугуна.
Чугун с содержанием никеля до 15 % широко применяется для двигателей ГАЗ, МЗМА, ЗИЛ в виде коротких сухих гильз, устанавливаемых в верхней части цилиндра, наиболее подвержен ной влиянию коррозирующего действия продуктов сгорания. Характерной особенностью этого чугуна является высокая сопротивляемость коррозийному износу в сочетании с хорошей обрабаты ваемостью. Износ таких цилиндров при эксплуатации двигателя в условиях малой запыленности воздуха будет в 3 — 4 раза меньше, чем износ цилиндров из обычного серого чугуна.
[58]
| Сапуны тракторных двигателей.
[59] |
Цилиндры тракторных двигателей изготавливают в виде отдельных деталей — гильз 2 ( см. рис. 4.2, а), что позволяет применять для рабочих поверхностей цилиндров материал более износостойкий, чем тот, из которого изготовлен весь блок. Гильза цилиндра представляет собой деталь, выполненную в виде трубы. Если наружная поверхность вставной гильзы омывается охлаждающей водой, то гильзу называют мокрой. Гильзу, установленную в расточенном цилиндре блока, называют сухой. Толщина стенок сухих гильз составляет 2 — 4 мм, мокрых — 6 — 8 мм.
Гильзу, установленную в расточенном цилиндре блока, называют сухой. Толщина стенок сухих гильз составляет 2 — 4 мм, мокрых — 6 — 8 мм.
[60]
Страницы:
1
2
3
4
Ошибка
- Автомобиль — модели, марки
- Устройство автомобиля
- Ремонт и обслуживание
- Тюнинг
- Аксессуары и оборудование
- Компоненты
- Безопасность
- Физика процесса
- Новичкам в помощь
- Приглашение
- Официоз (компании)
- Пригородные маршруты
- Персоны
- Наши люди
- ТЮВ
- Эмблемы
- А
- Б
- В
- Г
- Д
- Е
- Ё
- Ж
- З
- И
- Й
- К
- Л
- М
- Н
- О
- П
- Р
- С
- Т
- У
- Ф
- Х
- Ц
- Ч
- Ш
- Щ
- Ъ
- Ы
- Ь
- Э
- Ю
- Я
Навигация
- Заглавная страница
- Сообщество
- Текущие события
- Свежие правки
- Случайная статья
- Справка
Личные инструменты
- Представиться системе
Инструменты
- Спецстраницы
Пространства имён
- Служебная страница
Просмотры
h32/h33 — $368.00
D16 — 310,00 долларов США
B18 — 310,00 долларов США
B16 — 310,00 долларов США
D17 — $368,00
F22 — 310,00 долларов США
20 крон — 368,00 долларов США
K24/F20 — 368,00 долларов США
Перейти к: навигация,
поиск
Запрашиваемое название страницы неправильно, пусто, либо неправильно указано межъязыковое или интервики название. Возможно, в названии используются недопустимые символы.
Возможно, в названии используются недопустимые символы.
Возврат к странице Заглавная страница.
Если Вы обнаружили ошибку или хотите дополнить статью, выделите ту часть текста статьи, которая нуждается в редакции, и нажмите Ctrl+Enter. Далее следуйте простой инструкции.
Комплекты гильз
Darton DRY
– SpeedFactoryRacing
$368,00
Комплекты гильз Darton DRY
h32/h33 — $368.00
Дизайн и установка рукава | КРАСНЫЙ.

Многие люди звонят по поводу гильзирования своих блоков цилиндров и не понимают, где гильзы мокрые, а какие сухие, потому что не понимают разницы между ними. В большинстве алюминиевых блоков автомобильных двигателей используются сухие гильзы цилиндров из серого чугуна для поршня и колец, на которых они ездят. Сухая гильза либо заливается, либо запрессовывается в алюминиевые отверстия блока. Алюминиевые отверстия передают тепло от гильзы охлаждающей жидкости, окружающей алюминиевые отверстия. Некоторые двигатели имеют мокрые гильзы, например, Ferrari.
Втулки Darton MID превращают то, что было блоком сухой футеровки, в мокрую футеровку. Мокрый вкладыш находится в непосредственном контакте с охлаждающей водой. Он является самонесущим и не зависит от алюминиевого литья, чтобы держать его круглым. По этой причине его стенка намного толще, и ее можно сделать толще, чтобы выдерживать большее давление в цилиндре. Мокрые вкладыши имеют дополнительное преимущество, заключающееся в том, что их легче заменить, если один из них выйдет из строя в процессе эксплуатации.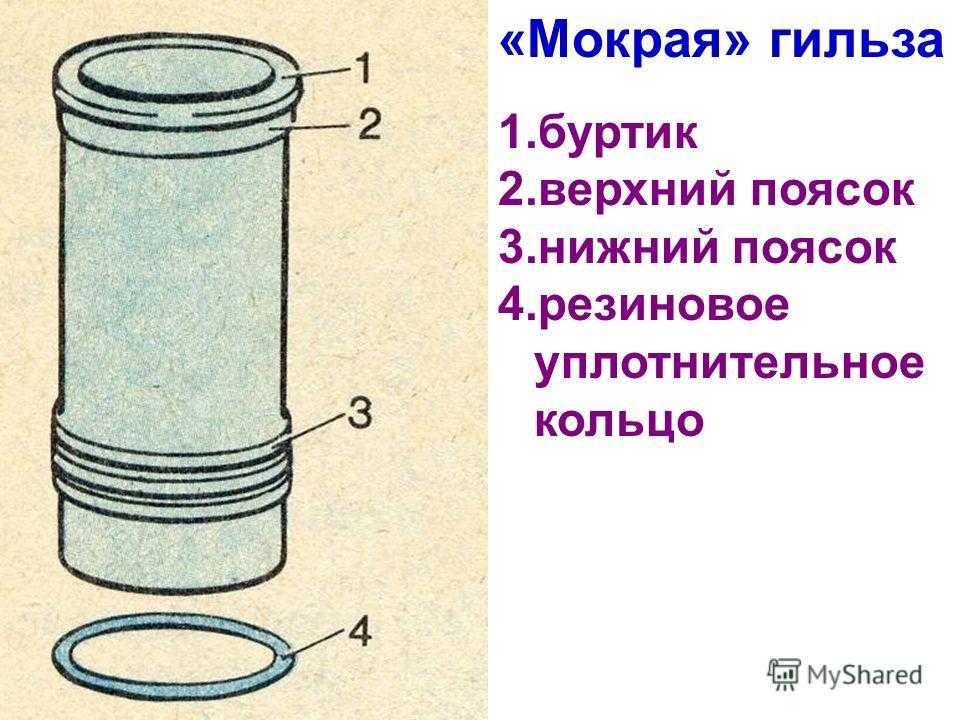
№
На фото типичный мокрый лайнер Darton MID слева и сухой лайнер справа.
Обратите внимание на охлаждающие канавки в СРЕДНЕМ вкладыше для увеличения площади поверхности и канавки для уплотнительных колец в нижней части для предотвращения утечки охлаждающей жидкости в картер. Базовая конструкция типична для любой мокрой втулки, используемой в дизельных двигателях тракторов, автобусов, грузовиков и поездов.
Втулка MID имеет особенность, добавленную к типичной мокрой втулке, канавку для охлаждающей жидкости с отверстиями для передачи через фланец втулки. Сам фланец втулки поддерживает втулку сверху, тем самым превращая блок открытой палубы в закрытую палубу. Благодаря такой конструкции гильза намного более круглая в эксплуатации, чем отдельно стоящая гильза, либо залитая в блок с открытой палубой, либо заменяющая футеровка, сохраняющая конструкцию с открытой палубой.
Вот фотографии блока двигателя Volvo S60 до и после. Складское производство / преобразование мокрых рукавов MID.
Вы можете ясно видеть отдельно стоящие цилиндры без поддержки в производственном блоке по сравнению с гильзами MID, которые закрывают зазор между цилиндрами и внешней стенкой блока, тем самым поддерживая верхнюю стенку цилиндра.
Теперь, когда я кое-что рассказал о рукавах, я должен добавить кое-что о материале, из которого они сделаны, будь то влажные или сухие. Оба изготовлены из одинакового прочного ковкого чугунного основного материала. Гильзы отливают методом центрифугирования (расплавленный чугун заливают в форму) по одной для удаления примесей и обеспечения более плотного литья. Материал из ковкого чугуна примерно в четыре раза прочнее (прочность на растяжение 135 000 фунтов), чем футеровка из серого чугуна, используемая в типичном производственном литье или втулке после ремонта. Это не только материал с более высокой прочностью на растяжение, но и пластичный, как следует из его названия. Это означает, что он будет сильно изгибаться, прежде чем сломается. Втулка из серого железа обладает малой пластичностью и разобьется при превышении предела прочности. Darton производит 100% рукавов, используемых всеми ведущими командами NHRA по топливу и смешным автомобилям, потому что у них есть лучший материал и готовый продукт.
Darton производит 100% рукавов, используемых всеми ведущими командами NHRA по топливу и смешным автомобилям, потому что у них есть лучший материал и готовый продукт.
Что требуется в плане оборудования и опыта, чтобы правильно гильзовать блок?
Вам нужен фрезерный станок с ЧПУ или обрабатывающий центр, достаточно большой, чтобы зафиксировать предполагаемый блок, на который надевается втулка. Станок должен иметь проточную охлаждающую жидкость для термической стабильности блочной отливки от начала до конца процесса обработки. Алюминиевая отливка блока цилиндров двигателя, обработанная всухую, будет расширяться в процессе обработки из-за тепла, выделяемого трением во время обработки. Расширение сделает невозможным соблюдение необходимых допусков для успешной установки втулки.
Вот фото чернового литья Ford 5.4 GT 40 для установки MID втулки. Вы можете видеть пары охлаждающей жидкости, поскольку охлаждающая жидкость выполняет свою работу по отводу тепла от отливки во время обработки.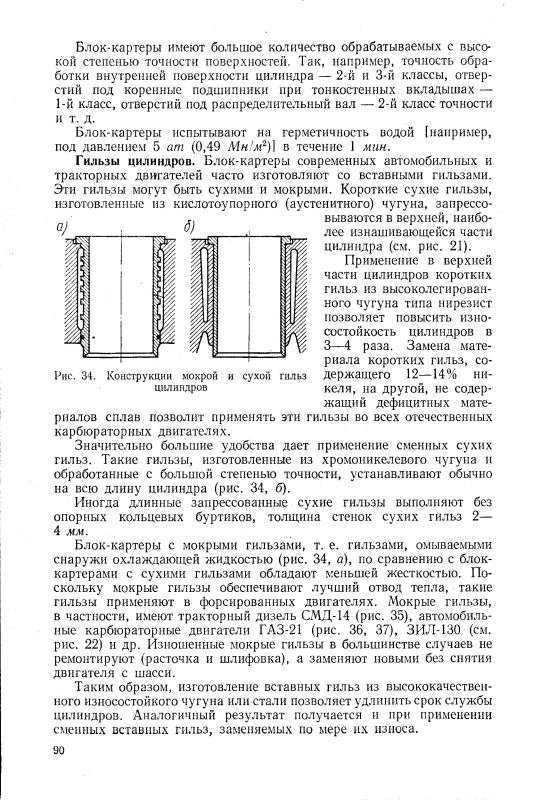
Допуск между центрами отверстия для обработки блока втулок MID составляет +- 0,0005″ или полтысячной дюйма. Диаметр отверстия, в котором втулка входит в отливку нижнего блока, составляет +-0,00025″ или четверть тысячной дюйма. ЧПУ должно быть в хорошем состоянии и оснащено только лучшими расточных головками, я использую Kaiser, чтобы обеспечить дублирование размеров от отверстия к отверстию и от берега к берегу. Несоблюдение допуска приведет к тому, что отверстия станут некруглыми и сужаются в процессе эксплуатации. Вы не можете герметизировать поршневые кольца для увеличения мощности с некруглым или коническим отверстием.
Заливной СОЖ минимизирует напряжения, возникающие в отливке во время механической обработки. Напряжение будет возникать в любом случае, а новые отливки имеют внутреннее напряжение в отливке. Если эти силы напряжения не уменьшить, отливка будет деформироваться в процессе эксплуатации, и в результате стенки цилиндра могут выйти за пределы 0,004″ до 0,005″, что, очевидно, нежелательно. Итак, что я делаю, так это сначала делаю черновую отливку, затем извлекаю отливку из станка с ЧПУ и использую снятие вибрационного напряжения, чтобы устранить как можно больше внутреннего или индуцированного напряжения, прежде чем будет выполнена чистовая обработка для установки втулки. Для выполнения этой задачи я использую машину для снятия вибрационного напряжения Formula 62 производства Stress Relief Engineering.
Итак, что я делаю, так это сначала делаю черновую отливку, затем извлекаю отливку из станка с ЧПУ и использую снятие вибрационного напряжения, чтобы устранить как можно больше внутреннего или индуцированного напряжения, прежде чем будет выполнена чистовая обработка для установки втулки. Для выполнения этой задачи я использую машину для снятия вибрационного напряжения Formula 62 производства Stress Relief Engineering.
Эта машина будет вибрировать блок на естественной гармонической частоте литья. По словам производителя, это лучший метод снижения стресса. Эта машина используется многими известными производителями, включая Boeing, General Motors, Alcoa и многие другие. Вот ссылка на Stress Relief Engineering для получения дополнительной информации о причинах снятия напряжения и о том, как это достигается с помощью их оборудования: http://www.stressreliefengr.com/about.html
После снятия напряжения блок настраивается на ЧПУ для окончательной обработки по размеру для установки втулки. Втулки измеряются по размеру, размеры могут немного отличаться в наборе, а блок расточен до определенного размера, чтобы правильно подходить к каждой втулке. Вот почему нужна очень хорошая расточная головка, так как размер, возможно, придется регулировать от отверстия к отверстию, чтобы получить правильный размер для этой конкретной втулки. Здесь нет достаточно близко. Я не счастлив, если все не получается идеально.
Втулки измеряются по размеру, размеры могут немного отличаться в наборе, а блок расточен до определенного размера, чтобы правильно подходить к каждой втулке. Вот почему нужна очень хорошая расточная головка, так как размер, возможно, придется регулировать от отверстия к отверстию, чтобы получить правильный размер для этой конкретной втулки. Здесь нет достаточно близко. Я не счастлив, если все не получается идеально.
Когда работа по установке втулок закончена, блок очищается от заусенцев и очищается для установки втулок. Втулки не запрессованы в блок, это нет-нет. Существует определенный зазор, который используется, иначе гильзы деформируются или отливка блока треснет между отверстиями. Правильная процедура была разработана здесь. Тем не менее, некоторые люди, кажется, думают, что они знают лучше, чем люди, которые разработали рукава и получили патент. Это приводит к отказу двигателя в худшем случае и снижению производительности или утечке в лучшем случае. За годы я починил или заменил десятки блоков для людей, чьи блоки обрабатывались не в том месте.