Затяжка головки ГАЗ 53-основная проблема
Затяжка головки ГАЗ 53 осуществляется с небольшими поправками на конструктивные особенности двигателя ЗМЗ 511. Главная неприятная особенность двигателя заключается в том. Что он имеет алюминиевый блок.
При затяжке головки есть большая вероятность того что шпильки вытянуться из резьбы. Поэтому затяжку необходимо производить очень аккуратно. С применением динамометрического ключа.
Ее одна особенность, что гильзы цилиндров не имею верхнего упора. А непосредственно прилегают к головке блока, через прокладку. Затяжка должна производиться равномерно. Чтобы не допустить перекоса гильз.
Содержание статьи:
- 1 Образование раковин на плоскости головки
- 2 Установка прокладки головки блока цилиндров.
- 3 Установка ГБЦ на автомобиле ГАЗ 53
- 4 Как протянуть головку на ГАЗ 53
- 5 Установка штанг толкателей коромысел
- 6 Установка вала коромысел клапанов.
- 7 Установка впускного коллектора
Образование раковин на плоскости головки
Основная проблема ГБЦ это образование раковин. На плоскости головки. Раковины образуются от соприкосновения ГБЦ с охлаждающей жидкостью. Раковины могут проедать места прилегания гильзы и головки блока. Что вызывает прорыв газов из камеры сгорания.
На плоскости головки. Раковины образуются от соприкосновения ГБЦ с охлаждающей жидкостью. Раковины могут проедать места прилегания гильзы и головки блока. Что вызывает прорыв газов из камеры сгорания.
Если подобное повреждение имеет место необходим ремонт головки. Проблема устраняется проточкой плоскости головки блока. Но это в том случае если глубина раковин позволяет их удалить. В противном случае наплавляются места раковин при помощи аргонной сварки. И затем плоскость головки протачивается на фрезерном станке.
Установка прокладки головки блока цилиндров.
Прокладку головки блока цилиндров можно поставить неправильно. Чтобы этого избежать. Необходимо убедиться в том. Что отверстие масляного канала в блоке двигателя, совместилось с отверстием под масляный канал на прокладке. Оно как правило имеет обязательную медную окантовку. Чтобы уплотнить отверстие масляного канала.
Установка ГБЦ на автомобиле ГАЗ 53
Шпильки на которые крепиться головка к блоку имеют длину соответствующую толщине головки. Они не всегда соосны с отверстиями головки. Это затрудняет установку. Приходится осаживать головку при помощи деревянного бруса.
Они не всегда соосны с отверстиями головки. Это затрудняет установку. Приходится осаживать головку при помощи деревянного бруса.
После того как головка соприкоснулась с прокладкой. Которая предварительно была установлена на шпильки. Необходимо правильно притянуть головку к блоку двигателя. Чтобы равномерно прижать её к гильзам и блоку двигателя. Гильзы при установке пружинят. Потому что они устанавливаются на медные прокладки, которые должны в последствии прижаться.
Как протянуть головку на ГАЗ 53
Порядок затяжки гбц газ 53 от центра согласно этой схемы
Первую затяжку желательно произвести с небольшим усилием. Что бы предварительно выровнять плоскость головки относительно блока цилиндров.
После того как головка легла правильно. Можно повторить затяжку, но уже при помощи динамометрического ключа. Так же с небольшим усилием. Чтобы прижать головку к прокладке и выровнять гильзы.
Теперь момент затяжки можно увеличить до половины от максимального момента затяжки
Затяжка головки ГАЗ 53 окончательно производится с моментом затяжки 77-82 Нм
Через некоторое время проверяем установленный момент затяжки. И производим контрольную протяжку с максимальным усилием.
И производим контрольную протяжку с максимальным усилием.
Чем равномернее буде произведено усилие на каждую шпильку. Тем меньше вероятность того что сорвется резьба в корпусе блока цилиндров. Проблема вытягивания резьбы из блока. Становится актуальнее с каждой последующей переборкой двигателя.
При первой второй переборке двигателя за шпильки волноваться не приходится. Но каждый последующий ремонт. Ослабляет резьбу. Поэтому протяжку необходимо производить аккуратно и с применением динамометрического ключа.
Установка штанг толкателей коромысел
Штанги устанавливаются на свои места. При установке необходимо убедиться. Что каждая штанга села на своё место. Для этого короткими движениями осадить штангу и толкатель. Убедиться что толкатель уперся в распредвал. Бывает что при снятии штанг толкателе выходят из посадочного места, или подклинивают в каком то положении. Поэтому нужно несильно остучать рукой толкатель штангой. После установки штанг ставится вал коромысел.
Установка вала коромысел клапанов.
Вал коромысел необходимо протягивать равномерно. Следить за тем, что штанги упираются в регулировочные болты коромысел. Если штанга не попала сразу. Потом её тяжело будет поставить на свое место. Вал коромысел придется снова раскручивать. При притягивании вала коромысел начнут выжиматься пружины клапанов. Нагрузка на вал будет увеличиваться, и распределяться неравномерно.Вал при неравномерной затяжке может лопнуть. Поэтому гайки крепления вала необходимо закручивать одновременно. С небольшим опережением друг друга. Следующий этап это регулировка клапанов. Больших сложностей она не вызывает главное Правильно найти положение поршня первого цилиндра в ВМТ. Это тоже легко сделать, тем более открыты клапанные крышки.
Установка впускного коллектора
Затем устанавливается впускной коллектор и все навесное оборудование. Впускной коллектор устанавливается на резиновые прокладки Его нельзя перетянуть. Ппрокладки выдавятся. Если не дотянуть произойдет утечка охлаждающей жидкости. Да и динамометрический ключ здесь не поможет. Усилие очень слабое. Впускной коллектор лучше протянуть дважды. Предварительно с усилием, не допускающим выдавливание прокладки. Затем дать немного отстоятся. Чтобы резинка заняла свое место. И затем еще раз буквально на пол оборота гайки. Но опять необходимо следить за прокладкой.
Да и динамометрический ключ здесь не поможет. Усилие очень слабое. Впускной коллектор лучше протянуть дважды. Предварительно с усилием, не допускающим выдавливание прокладки. Затем дать немного отстоятся. Чтобы резинка заняла свое место. И затем еще раз буквально на пол оборота гайки. Но опять необходимо следить за прокладкой.
Затяжка головки ГАЗ 53-основная проблема
Затяжка головки ГАЗ 53 осуществляется с небольшими поправками на конструктивные особенности двигателя ЗМЗ 511. Главная неприятная особенность двигателя заключается в том. Что он имеет алюминиевый блок.
При затяжке головки есть большая вероятность того что шпильки вытянуться из резьбы. Поэтому затяжку необходимо производить очень аккуратно. С применением динамометрического ключа.
Ее одна особенность, что гильзы цилиндров не имею верхнего упора. А непосредственно прилегают к головке блока, через прокладку. Затяжка должна производиться равномерно. Чтобы не допустить перекоса гильз.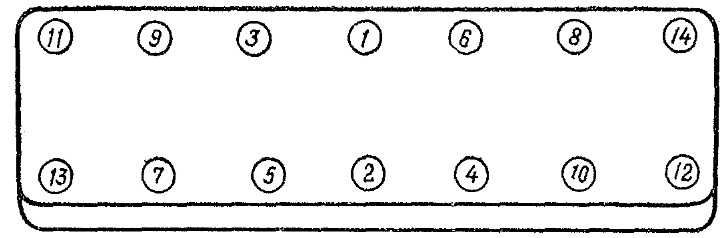
Образование раковин на плоскости головки
Основная проблема ГБЦ это образование раковин. На плоскости головки. Раковины образуются от соприкосновения ГБЦ с охлаждающей жидкостью. Раковины могут проедать места прилегания гильзы и головки блока. Что вызывает прорыв газов из камеры сгорания.
Если подобное повреждение имеет место необходим ремонт головки. Проблема устраняется проточкой плоскости головки блока. Но это в том случае если глубина раковин позволяет их удалить. В противном случае наплавляются места раковин при помощи аргонной сварки. И затем плоскость головки протачивается на фрезерном станке.
Ремонт двигателя змз 511 руководство
Двигатель автомобиля ГАЗ-3307 и ГАЗ-53 и его основные детали.
Первые 2,5 — 5,0 тыс. км происходит приработка деталей двигателя. Далее (до 150— 175 тыс. км) интенсивность изнашивания снижается. Это период нормальной эксплуатации. Потом интенсивность изнашивания вновь нарастает и примерно к 200 тыс. км зазоры между трущимися деталями возрастают настолько, что возникает необходимость в ремонте.
км зазоры между трущимися деталями возрастают настолько, что возникает необходимость в ремонте.
Предельные зазоры в двигателе ГАЗ-3307 и ГАЗ-53 между основными трущимися парами вследствие изнашивания ориентировочно составляют, мм:
Параметры двигателя грузового автомобиля ГАЗ-3307.
Блок цилиндров и головка блока двигателя ЗМЗ.
По контуру водяной рубашки в специальные бобышки ввертываются шпильки крепления головок цилиндров. Для повышения жесткости блока нижняя плоскость его расположена ниже оси коленчатого вала на 75 мм. В торцовых стенках и трех внутренних перегородках блока цилиндра двигателя ЗМЗ выполнены гнезда для коренных подшипников коленчатого вала и подшипников распределительного вала. Нижняя половина гнезда коренного подшипника выполнена крышкой из ковкого чугуна. Кроме крышки заднего коренного подшипника, на задней стенке блока располагается сальникодержатель.
Крышки коренных подшипников и сальникодержатель растачиваются совместно с блоком, поэтому они не взаимозаменяемы и после разборки должны устанавливаться на свои места. Четыре крышки, кроме передней, одинаковые, поэтому на крышках нанесены порядковые номера 2,3 и 4. На пятой крышке номер не ставится. К заднему торцу блока цилиндров крепится картер сцепления. Точное расположение картера на блоке обеспечивается двумя установочными штифтами. Установочное отверстие и привалочная плоскость на картере сцепления для крепления коробки передач обрабатываются в сборе с блоком цилиндров при расточке постелей коренных подшипников, поэтому перестановка картеров с блока на блок без специальной подгонки недопустима.
Четыре крышки, кроме передней, одинаковые, поэтому на крышках нанесены порядковые номера 2,3 и 4. На пятой крышке номер не ставится. К заднему торцу блока цилиндров крепится картер сцепления. Точное расположение картера на блоке обеспечивается двумя установочными штифтами. Установочное отверстие и привалочная плоскость на картере сцепления для крепления коробки передач обрабатываются в сборе с блоком цилиндров при расточке постелей коренных подшипников, поэтому перестановка картеров с блока на блок без специальной подгонки недопустима.
Гильзы и головка блока цилиндров ГАЗ-3307 и ГАЗ-53.
Гильзы блока цилиндра ЗМЗ изготавливают из специального износостойкого чугуна. В верхней части гильза имеет фланец для уплотнения с прокладкой головки, в нижней — шлифованный поясок и буртик для фиксации в блоке цилиндров и уплотнения. В нижней части гильза уплотняется медным кольцом, в верхней — прокладкой головки цилиндров. Надежность этого уплотнения зависит от выступания верхнего фланца гильзы над поверхностью блока цилиндров в пределах 0,02 — 0,30 мм, что обеспечивается точностью изготовления блока и самой гильзы.
По диаметру цилиндра гильзы разбиваются на пять размерных групп. Маркировка производится на шлифованном пояске гильзы блока цилиндров. Условное обозначение размерных групп А, Б, В, Г и Д. Головка блока цилиндров, двигателя ГАЗ-3307 и ГАЗ-53, отлиты из алюминиевого сплава, общие для четырех цилиндров одного ряда. Седла клапанов — вставные, изготовлены из специального жаростойкого чугуна. Направляющие втулки клапанов изготовлены из медно-графитовой металлокерамики. Каждая из головок крепится к блоку шпильками, а фиксируется двумя установочными штифтами-втулками, запрессованными в блок цилиндров.
Под гайки шпилек устанавливают плоские стальные шайбы. Между головками цилиндров и блоком, двигателя ГАЗ-3307 и ГАЗ-53, устанавливают на прокладки из асбестового картона, армированного стальным каркасом и пропитанного графитом. Периодически проверяют крепление головок цилиндров к блоку и очищают от нагара днища поршней и поверхности камер сгорания. Подтягивают гайки крепления головок блока цилиндров двигателя ГАЗ-3307 и ГАЗ-53.
Перед этим сливают охлаждающую жидкость из системы охлаждения. Затем для исключения взаимного влияния подтяжки одной головки на другую ослабляют крепление впускной трубы к головкам цилиндров. После этого уже подтягивают гайки крепления головки к блоку динамометрическим ключом моментом 73 — 78 Нм в последовательности, указанной на рис.1.
Установка ГБЦ на автомобиле ГАЗ 53
Шпильки на которые крепиться головка к блоку имеют длину соответствующую толщине головки. Они не всегда соосны с отверстиями головки. Это затрудняет установку. Приходится осаживать головку при помощи деревянного бруса.
После того как головка соприкоснулась с прокладкой. Которая предварительно была установлена на шпильки. Необходимо правильно притянуть головку к блоку двигателя. Чтобы равномерно прижать её к гильзам и блоку двигателя. Гильзы при установке пружинят. Потому что они устанавливаются на медные прокладки, которые должны в последствии прижаться.
Ремонт двигателя змз 511 руководство
Здравствуйте Уважаемые друзья! Мы сегодня наконец то закончим цикл статей связанных с «Капитальным ремонтом» двигателя ЗмЗ 511 и модификации (Газ 53). В прошлой статье мы с Вами установили на места поршня с шатунами. Теперь нам осталось закрыть поддон, переднюю крышку с помпой, поставить на место ГБЦ (Головки блока цилиндров) и закрыть плиту (паук). И на этом наш двигатель будет готовь к установке на автомобиль. Давайте все по порядку рассмотрим.
В прошлой статье мы с Вами установили на места поршня с шатунами. Теперь нам осталось закрыть поддон, переднюю крышку с помпой, поставить на место ГБЦ (Головки блока цилиндров) и закрыть плиту (паук). И на этом наш двигатель будет готовь к установке на автомобиль. Давайте все по порядку рассмотрим.
После того как закончили с коленвалом, с поршнями не забудьте поставить на место маслоприемник, перед закрытием поддона. Перед тем, как установить маслоприемник, поменяйте уплотнительное резиновое кольцо. Обычно, он, после продолжительной эксплуатации и прибывания в масле, дубеет, то есть становится твердым. По этому, при капитальным ремонте, его лучше заменить.
Маслоприемник Газ 3307, Газ 53.
Теперь нужно закрыть переднюю крышку. Но прежде нам нужно заменить сальник коленвала который установлен в передней крышке. Сальник передней крышки также, как все сальники, сделан из специальной маслоизносостойкой резины, но все же со временем он также дубеет, трескается, изнашивается. По этому его тоже нужно заменить. Резиновый сальник, передней крышки двигателя ЗмЗ 511 (Газ 53), запрессован в специальную железную оправу.
По этому его тоже нужно заменить. Резиновый сальник, передней крышки двигателя ЗмЗ 511 (Газ 53), запрессован в специальную железную оправу.
Сальник передней крышки ЗмЗ 511 (Газ 53).
И так после того как замените, сальник передней крышки, можно закрыть переднюю крышку, предварительно заменив прокладку. Да чуть не забыл, прежде чем поставите переднюю крышку, обязательно обратите внимание на резиновый уплотнитель, который устанавливается со шпонкой фланца шкива коленвала. Со временем он тоже дубеет и соответственно, тоже, нуждается в замене, при капитальном ремонте. Многие даже не знают что есть такой уплотнитель. Так вот если его не поставить, или не заменить, то может быть течь масла.
Шпонка с уплотнителем фланца шкива коленвала.
Все теперь можно смело поставить переднюю крышку на место и закрыть поддон. Перед закрытием поддона, нам конечно нужно выбрать, купить и поставить прокладку поддона. Есть разные прокладки: пробковые, картонные, резиновые и резинопробковые.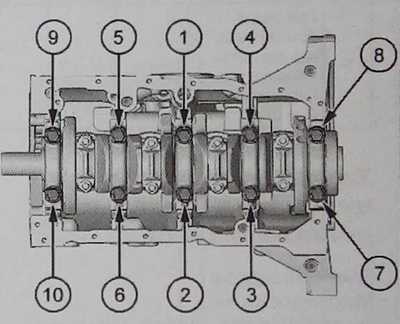 Я же вам рекомендую ставьте последние, то есть резинопробковые. Не буду описывать почему именно резинопробковые, сегодня в этой статье мы не разбираем качество прокладок. По этому просто ставьте их, поверьте мне резинопробковые пока самые лучшее.
Я же вам рекомендую ставьте последние, то есть резинопробковые. Не буду описывать почему именно резинопробковые, сегодня в этой статье мы не разбираем качество прокладок. По этому просто ставьте их, поверьте мне резинопробковые пока самые лучшее.
Прокладка поддона ЗмЗ 511 (Газ 53), резинопробковая.
Все теперь можно двигатель перевернуть, что бы поставить на места ГБЦ. Но пржде чем поставить, ГБЦ, тоже нуждаются в ремонте. Нужно будет сделать притирку клапанов и при необходимости отфрезеровать или отшлифовать. (Это зависит какой стенд доступен, в Вашем случае, фреза или шлифовочный, и тот и другой подойдет). Про то как сделать притирку клапанов есть статья так что повторяться не буду.
Как протянуть головку на ГАЗ 53
Порядок затяжки гбц газ 53 от центра согласно этой схемы
Первую затяжку желательно произвести с небольшим усилием. Что бы предварительно выровнять плоскость головки относительно блока цилиндров.
После того как головка легла правильно. Можно повторить затяжку, но уже при помощи динамометрического ключа. Так же с небольшим усилием. Чтобы прижать головку к прокладке и выровнять гильзы.
Теперь момент затяжки можно увеличить до половины от максимального момента затяжки
Затяжка головки ГАЗ 53 окончательно производится с моментом затяжки 77-82 Нм
Через некоторое время проверяем установленный момент затяжки. И производим контрольную протяжку с максимальным усилием.
Чем равномернее буде произведено усилие на каждую шпильку. Тем меньше вероятность того что сорвется резьба в корпусе блока цилиндров. Проблема вытягивания резьбы из блока. Становится актуальнее с каждой последующей переборкой двигателя.
При первой второй переборке двигателя за шпильки волноваться не приходится. Но каждый последующий ремонт. Ослабляет резьбу. Поэтому протяжку необходимо производить аккуратно и с применением динамометрического ключа.
Ремонт двигателя змз 511 руководство
Часть 1.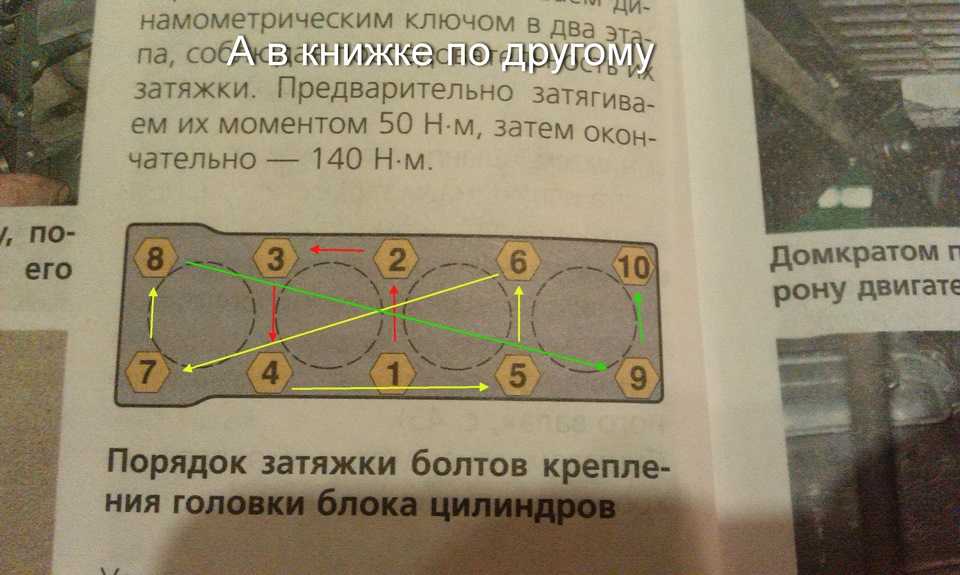 Вступление.
Вступление.
Здравствуйте Уважаемые друзья! Как давно я не о чем не писал. Если честно сказать не знал, чем бы с Вами поделится, таким чего пока нет на моем сайте, по крайней мере нет такой статьи, который я писал и она связана именно с ремонтом автомобиля Газ-3307.
И вот сегодня меня осенило, а почему бы нам с Вами не заняться капитальным ремонтом двигателя ЗМЗ-511. Я, думаю, многие бы хотели научится своими руками делать ремонт двигателя. Да и на сегодняшний день мало автосервисов, которые возьмутся за ремонт двигателя ЗМЗ-511. Они лучше быстренько отремонтируют два легковых двигателя чем будут связываться с Вашим двигателем.
Конечно же есть специализированные сервисы которые именно практикуют с двигателями от грузовиков, а там такие цены, что всем не по карману такие цены. Да и нет смысла сдавать на ремонт двигатель газончика, у которого стоимость ниже, чем обойдется стоимость капитального ремонта двигателя в специализированном сервисе. Короче говоря как не крути, нам с Вами, остается самим делать ремонт двигателя.
Короче говоря как не крути, нам с Вами, остается самим делать ремонт двигателя.
Сразу хочу Вас предупредить, капитальный ремонт двигателя, работа не из легких, по этому, если у Вас нет ни каких навыком и хотя бы базового знания по ремонту автомобиля, то лучше не связываться. Ну, а если Вы уверены в себе, что справитесь, то я готовь с Вами поделиться своими знаниями. Где то я в статье уже упоминал, что являюсь, по совместительству, еще и мотористом. И много двигателей отремонтировал за свой век, перечислять, какие двигатели ремонтировал, не будем да это не так уж и важно.
Друзья, как я уже писал, капитальный ремонт двигателя, работа не из легких и конечно же быстренько отремонтировать двигатель тоже не получится, по этому нам с Вами понадобится время, а вот сколько времени уйдет это зависит от различных факторов, таких как:
Как я полагаю, надеюсь и Вы понимаете, в одной статье, я из Вас сделать моториста, хотя начального уровня, не смогу. Понадобится написать не сколько статей, а вот сколько и как долго буду писать я еще даже сам не знаю. И так у нас с Вами будет не сколько статей и будет лучше если нам разделить их на части. Сегодняшнюю статью мы с Вами назовем Капитальный ремонт двигателя «Вступление». По этому, друзья, запаситесь терпения, раз начала есть, то я думаю и до конца мы с вами дойдем обязательно и научимся ремонтировать двигатель своими силами.
Понадобится написать не сколько статей, а вот сколько и как долго буду писать я еще даже сам не знаю. И так у нас с Вами будет не сколько статей и будет лучше если нам разделить их на части. Сегодняшнюю статью мы с Вами назовем Капитальный ремонт двигателя «Вступление». По этому, друзья, запаситесь терпения, раз начала есть, то я думаю и до конца мы с вами дойдем обязательно и научимся ремонтировать двигатель своими силами.
Так что если Вы готовы и полны желаний и стремлений отремонтировать двигатель и конечно же будите делать именно так как я напишу и научу, то можем с вами начинать, вступительную часть заканчиваю, спасибо за внимание!
Источник
Установка вала коромысел клапанов.
Вал коромысел необходимо протягивать равномерно. Следить за тем, что штанги упираются в регулировочные болты коромысел. Если штанга не попала сразу. Потом её тяжело будет поставить на свое место. Вал коромысел придется снова раскручивать. При притягивании вала коромысел начнут выжиматься пружины клапанов.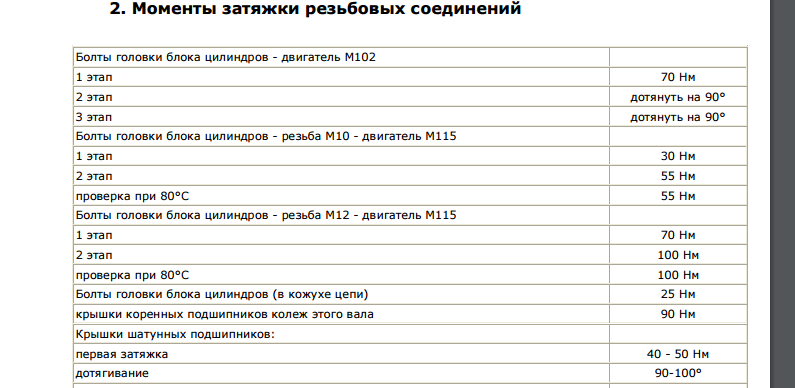 Нагрузка на вал будет увеличиваться, и распределяться неравномерно.Вал при неравномерной затяжке может лопнуть. Поэтому гайки крепления вала необходимо закручивать одновременно. С небольшим опережением друг друга. Следующий этап это регулировка клапанов. Больших сложностей она не вызывает главное Правильно найти положение поршня первого цилиндра в ВМТ. Это тоже легко сделать, тем более открыты клапанные крышки.
Нагрузка на вал будет увеличиваться, и распределяться неравномерно.Вал при неравномерной затяжке может лопнуть. Поэтому гайки крепления вала необходимо закручивать одновременно. С небольшим опережением друг друга. Следующий этап это регулировка клапанов. Больших сложностей она не вызывает главное Правильно найти положение поршня первого цилиндра в ВМТ. Это тоже легко сделать, тем более открыты клапанные крышки.
Ремонт двигателя змз 511 руководство
Здравствуйте Уважаемые друзья! Сегодня мы научимся регулировать клапана. Вернее будет сказать правильно научимся регулировать клапана. Я буду описывать как сам делаю регулировку клапанов на двигателях Змз 511. Вообще то, регулировка клапанов: где они регулируются обычным способом ( я имею ввиду под понятием «обычный способ» ключ, отвертку и щуп) будь то Газончик, будь то Зил или двигатель л/а, да хоть дизельный двигатель.
Клапана регулируются примерно одинаково, надо просто соблюсти на сколько градусов крутить коленвал или распредвал.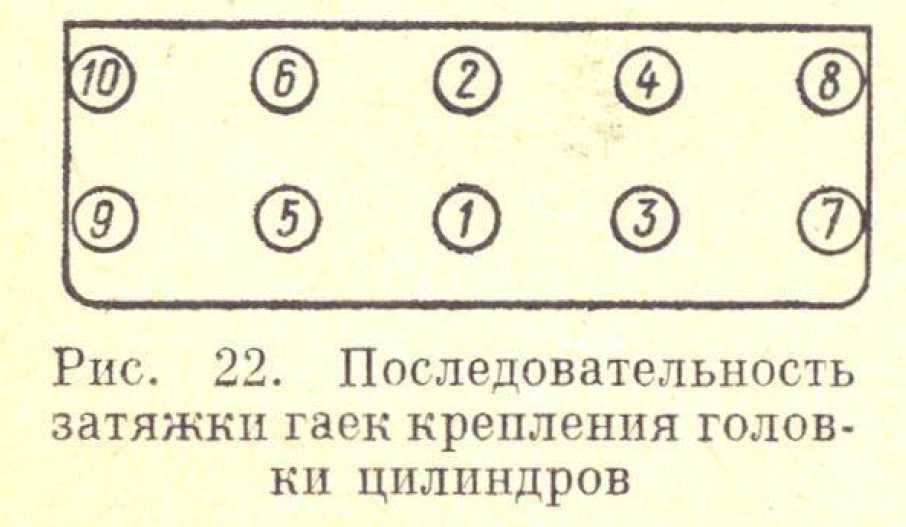 И обязательно величину зазора, для каждого двигателя свои параметры. (Есть разница даже между впускными и выпускными клапанами, но это не так критично). Не могу еще не сказать что есть еще двигателя где зазоры клапанов регулируются не щупом, а так называемыми пятаками:
И обязательно величину зазора, для каждого двигателя свои параметры. (Есть разница даже между впускными и выпускными клапанами, но это не так критично). Не могу еще не сказать что есть еще двигателя где зазоры клапанов регулируются не щупом, а так называемыми пятаками:
то есть величина нужного размера зазора подгоняется толщиной подходящего пятаки. Пятаки, как я думаю Вы догадались, бывают разной толщины и толщина у них меряется с помощью микрометра-микронами. Так то на них размеры выжжены лазером, но бывает такое что размер не видно, протерт, вот тут и приходит на помощь микрометр. Такой способ регулировки пока на наших отечественных грузовиках не встречается (про иномарки не берусь говорить не знаю). А вот на л/а такой способ уже давнооо применяется как первые переднеприводные ВАЗы начели выпускать с тех пор и посей день применяется. Еще есть один вид двигателей, где вмешательство наше не требуется, то есть клапана регулировать не нужно. Зазоры на клапанах регулирует специальный гидрокомпенсатор, вернее зазора нет он компенсируется специальным гидрокомпенсатором.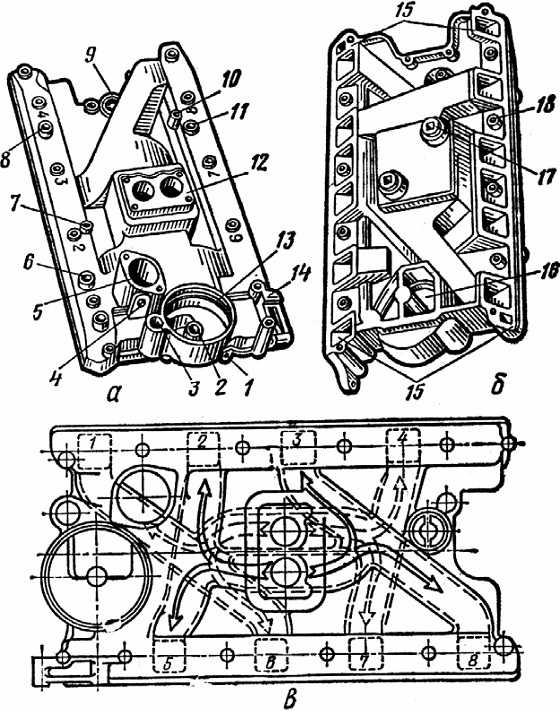
Правильная работа гидрокомпенсаторов зависит непосредственно от давления масла в двигателе. Но это отдельная тема как нибудь про это напишу, но не сегодня и так не много отвлекся от темы.
Регулировка клапанов на двигателе ЗМЗ 511!
Первый способ!
И так как я уже говорил буду описывать как сам регулирую. Пока не каких проблем и жалоб не было.
А зачем снимать спросите Вы, затем что бы проверить нет ли выработки на коромыслах. Если у двигателя уже много моточасов то выработки на коромыслах не избежать. На каком месте появляется выработка я указал стрелочкой на картинке
Плоскость которая указана на картинке должна быть именно такой. Если же есть выработка то нужно от нее избавится. Нужно коромысла зажать на тиски и плоским напильником (рашпилем) довести до такого состояния чтобы не было не каких выработок. Иначе удачи не видать :). И так с каждым коромыслом. При этом не обязательно снимать коромысла с оси коромысел, как показано на картинке, можно выровнять, то есть избавится от выработки и в собранном виде.
И так мы выровняли коромысла избавились от выработки теперь установите на место коромысла и продолжим.
Теперь снимаем крышку распределителя зажигания (трамблера). Можно вообще, крышку трамблера со свечными проводами, убрать в сторону чтобы не путались под ногами:). Если Вы вдруг боитесь запутаться, с порядком присоединения проводов высокого напряжения от трамблера к свечам, то можете почитать, тут все есть. Так что убирайте, провода с крышкой трамблера, смело в сторону, мешаться только будут.
Установка в ВМТ поршень первого цилиндра.
А-это метка на передней крышке двигателя, В-соответственно это метка на шкиве коленчатого вала. Тем самым мы с Вами выставили поршень первого цилиндра ВМТ.
И так когда совпали эти метки это еще не значит что можно приступать к регулировке, нам еще нужно убедиться что в первом цилиндре именно такт сжатия. Есть простых два способа:
Регулировка клапанов на двигателе ЗМЗ 511!
Второй способ!
Еще не могу Вам сказать, что есть еще один способ регулировки клапанов. Это «регулировка в два оборота» как это понять? Да очень просто:
Это «регулировка в два оборота» как это понять? Да очень просто:
1. Сначала все также выставляете поршень первого цилиндра в ВМТ и именно в такте сжатия. Потом регулируете следующие клапана:
2. Остальные клапана регулируете после того как повернете коленчатый вал на 360 гpaдycoв, то есть на один оборот. И на этом все.
Главное помните: клапана нужно регулировать на холодном двигателе или не раньше трех часов после того как заглушили. А в летние и жаркие дни и того больше. Но если Ваш автомобиль стоит на улице и Вы регулируете в зимний период, надо завести двигатель и дать поработать, некоторое время, минут 4-5 вполне будет достаточно, но не более.
Абсолютно на холодном двигателе делать регулировку клапанов тоже не рекомендуется особенно в зимний период.
Регулировка клапанов Газ-66 на двигателе ЗМЗ 511!
При регулировке клапанов Газ-66 с двигателем Змз-511, не какой разницы нет, все также как и при регулировка клапанов на Газ-3307 и Газ-53 с двигателем ЗМЗ 511.
Но есть один момент. Просто есть разница в расположений меток на шкиве и передней крышке двигателе. Вот на Газ-66 как раз таки метки расположены не на шкиве и крышке, а сзади на маховике и кожухе (задней балке) двигателя. Все остальное точно так же как на Газ-3307 и Газ-53. Вот тут я сделал кое какой снимок, вдруг если кто не знает. Откроете соответствующий лючок, на задней балке двигателя, и увидите метку и стрелку на снимке все видно.
Установка впускного коллектора
Затем устанавливается впускной коллектор и все навесное оборудование. Впускной коллектор устанавливается на резиновые прокладки Его нельзя перетянуть. Ппрокладки выдавятся. Если не дотянуть произойдет утечка охлаждающей жидкости. Да и динамометрический ключ здесь не поможет. Усилие очень слабое. Впускной коллектор лучше протянуть дважды. Предварительно с усилием, не допускающим выдавливание прокладки. Затем дать немного отстоятся. Чтобы резинка заняла свое место. И затем еще раз буквально на пол оборота гайки. Но опять необходимо следить за прокладкой.
Но опять необходимо следить за прокладкой.
Как вертится протяжка | Cutting Tool Engineering
Вращающееся протягивание может быть привлекательной альтернативой обычному протягиванию при условии, что желаемая форма составляет 2 дюйма (50,8 мм) в диаметре или меньше, а используемый станок соответствует поставленной задаче. Этот процесс позволяет механическим цехам выполнять Заказы на месте с помощью обычных станков, а не отправка их на доработку в специализированные прошивные мастерские
Вращательная протяжка производит внутренние и внешние многоугольные формы за один проход на конце детали Это сильно отличается от обычной протяжки, в при котором ряд все более крупных инструментов в форме многоугольника вдавливается в деталь или проходит через нее до тех пор, пока не будет достигнута желаемая форма.0003
Эта возможность делает ротационное протягивание все более распространенным. «Вращательное протягивание можно использовать практически везде, где требуется приводной элемент в форме многоугольника на детали», — сказал Скотт Лапрад, менеджер по маркетингу компании Genevieve Swiss Industries Inc. , Вестфилд, Массачусетс, которая предлагает инструменты для вращательного протяжки GenSwiss.
, Вестфилд, Массачусетс, которая предлагает инструменты для вращательного протяжки GenSwiss.
Предоставлено Genevieve Swiss Industries
Ротационная протяжка на контршпинделе станка с ЧПУ типа Swiss.
Он добавил, что внутреннее ротационное протягивание встречается гораздо чаще, чем внешнее. Шестиугольники и квадраты являются наиболее распространенными внутренними формами, а зубцы и шлицы — наиболее распространенными внешними, но возможны и многие другие многоугольные формы.
Ротационная протяжка наиболее эффективна для относительно мягких материалов, таких как латунь и алюминий, но также хорошо подходит для материалов, легко поддающихся механической обработке, таких как мягкая сталь. На более твердых материалах, таких как нержавеющая сталь и титан, работать сложнее, но все же возможно. «Латунь и алюминий легче всего прошиваются с помощью вращающихся протяжек, и пользователи могут получить до 20 000 деталей на одну протяжку, в зависимости от применения», — сказал Крис Реннер, директор по продажам и маркетингу производителя вращающихся протяжек Slater Tools Inc.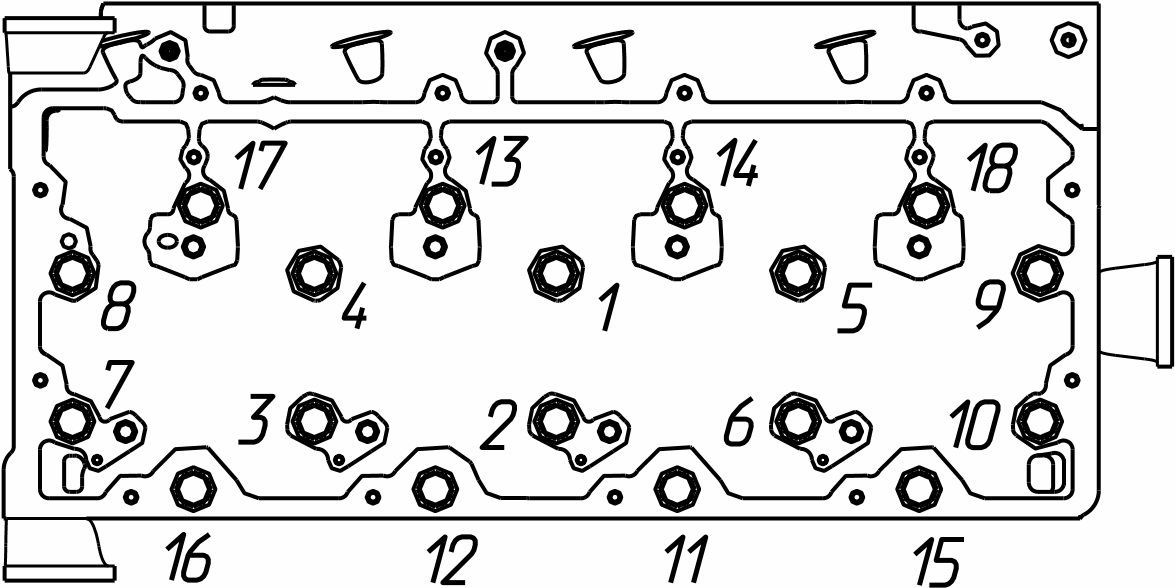 , Клинтон Тауншип, штат Мичиган. « Нержавеющая сталь и титан действительно сокращают срок службы инструмента, но поскольку ротационная протяжка на токарном или фрезерном станке настолько эффективна, пользователи по-прежнему довольны количеством протяжек».
, Клинтон Тауншип, штат Мичиган. « Нержавеющая сталь и титан действительно сокращают срок службы инструмента, но поскольку ротационная протяжка на токарном или фрезерном станке настолько эффективна, пользователи по-прежнему довольны количеством протяжек».
Однако, по словам Реннера, материалы для ротационного протягивания с твердостью выше 29 HRC нерентабельны, поскольку с помощью протяжки можно изготовить лишь несколько деталей. «Материал слишком твердый, и он преждевременно ломает протяжку». Она добавила, что пластмассы являются развивающейся областью ротационного протягивания.
Хорошее и плохое
Одной из причин популярности ротационной протяжки является то, что ее можно выполнять на различных станках, включая станки швейцарского типа, ручные и автоматические токарные станки, фрезерные станки и вертикальные обрабатывающие центры. Это делает процесс практичным для механических мастерских.
«Вращательное протягивание исключает вторичные операции», — сказал Лапрад.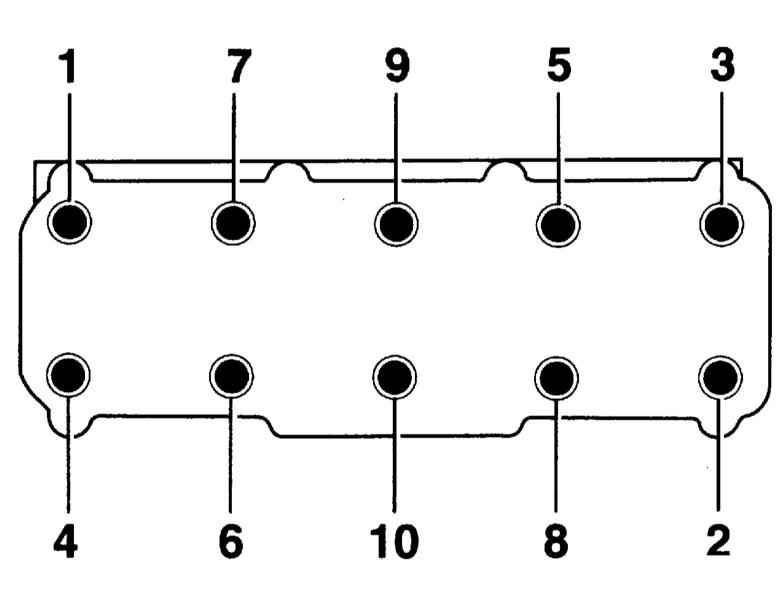 «Вместо того, чтобы вырезать кучу деталей, а затем помещать их на другой станок, чтобы вставить форму, готовый продукт выходит из первого станка».
«Вместо того, чтобы вырезать кучу деталей, а затем помещать их на другой станок, чтобы вставить форму, готовый продукт выходит из первого станка».
Кроме того, ротационная протяжка создает полную форму в течение нескольких секунд и достигает точности 0,0005 дюйма (12,7 мкм) или лучше. Скорость подачи при ротационной прошивке обычно находится в диапазоне от 0,002 до 0,004 дюймов на оборот (0,051 до 0,102 мм/об). при работе со скоростью от 800 до 1500 об/мин, в зависимости от диаметра формы.0003
Предоставлено Hassay Savage
Образец вращающихся протяжных инструментов с шестигранной и квадратной головкой.
Еще одним преимуществом является длительный срок службы инструмента. «Вращательное протягивание — это режущее действие, — сказал Джефф Трайлс, директор по продажам Slater Tools. «Вы используете режущую кромку протяжки для создания фактической формы, а не толкаете инструмент. Если бы вы толкали его, углы протяжки имели бы тенденцию закругляться».
Недостатком ротационного протягивания является то, что с его помощью можно создавать формы только диаметром до 2 дюймов. Глубина формы в 1,5 раза превышает наименьший диаметр формы.
Глубина формы в 1,5 раза превышает наименьший диаметр формы.
«Когда вы достигаете верхнего предела размера и прошиваете что-то вроде стали, требуется довольно большое усилие на оси подачи», — сказал Дэвид Джексон, инженер по применению для производителя станков Mazak Corp., Флоренция, Кентукки. « Слишком большой съем материала создает давление на инструмент, которое может привести к отказу инструмента или остановке станка».
«Если вы пытаетесь выполнить ротационную протяжку крупных деталей, вы должны убедиться, что станок выдержит давление», — добавил Билл Флетчер, вице-президент по продажам и маркетингу компании Hassay Savage Co., Тернерс-Фолс, Массачусетс, производитель оснастки. «Некоторые из старых машин не были построены с мощным приводом на серводвигателях, например, на оси Z».
Внешнее вращательное протягивание требует даже большего давления, чем внутреннее. «При внешнем вращательном протягивании вы не будете снимать тяжелый материал, — сказал Лапрад. «Вот почему он хорошо работает на чем-то вроде шлица, где разница между большим и меньшим диаметром составляет всего около 0,040 дюйма. Минимальное удаление материала улучшает работу».
Минимальное удаление материала улучшает работу».
При работе с микродеталями наименьшая возможная форма составляет приблизительно 0,040 дюйма (1,02 мм). Единственная разница в процессе заключается в том, что чем меньше протяжка, тем меньше скорость подачи, которую следует использовать.
Как это работает
Для ротационного протягивания требуются два компонента: специальный держатель инструмента для ротационного протягивания и протяжной инструмент. Вращающийся держатель протяжки включает в себя внутренний вращающийся шпиндель или свободно вращающийся подшипник, который удерживает протяжку под углом 1° относительно центральной линии заготовки. Пока шпиндель станка или корпус резцедержателя вращаются, давление на каждый угол протяжки постоянно меняется. Это создает резание типа долота, срезая один угол за раз, когда протяжка проходит через заготовку на желаемую глубину.
В токарном станке корпус резцедержателя неподвижен, а его внутренний вращающийся шпиндель и протяжка вращаются, приводимые в движение заготовкой (см. рисунок на следующей странице). Поскольку заготовка приводит в движение протяжку, этот процесс не требует приводных инструментов. Во фрезерном станке резцедержатель устанавливается и вращается вместе со шпинделем станка, в то время как внутренний приводной шпиндель и протяжка остаются неподвижными.
рисунок на следующей странице). Поскольку заготовка приводит в движение протяжку, этот процесс не требует приводных инструментов. Во фрезерном станке резцедержатель устанавливается и вращается вместе со шпинделем станка, в то время как внутренний приводной шпиндель и протяжка остаются неподвижными.
Предоставлено компанией Slater Tools
Этот вращающийся держатель и инструмент для протяжки создали эти небольшие латунные детали с квадратной внутренней формой и шлицевой внешней формой.
Во время настройки очень важно, чтобы протяжка располагалась как можно ближе к центральной линии заготовки. Неправильное центрирование приводит к неравномерной конфигурации формы, чрезмерному размеру формы, спиралевидности и чрезмерному износу инструмента.
«Если вы не используете державку, не требующую регулировки, вам нужно потратить время на выравнивание державки», — сказал Брайан Сач, менеджер группы поддержки клиентов производителя станков Marubeni Citizen-Cincom Inc. , Аллендейл, Нью-Джерси. «Если он не выровнен, это вызывает большее давление и плохой рез. Большинство пользователей не знают об этом».
, Аллендейл, Нью-Джерси. «Если он не выровнен, это вызывает большее давление и плохой рез. Большинство пользователей не знают об этом».
Лапрад добавил: «Одна из самых важных целей при настройке — быть в центре при ротационном протягивании. Державки, не требующие регулировки, автоматически помещают протяжку на центральную линию, если вы используете протяжку правильной длины. Они найдут для вас центр».
Начало работы
Для внутренней ротационной протяжки требуется направляющее отверстие с ведущей фаской. «Направляющее отверстие сводит к минимуму количество материала, которое на самом деле разрезает протяжка», — сказал Реннер из Slater Tools. «Это снижает нагрузку на машину. Кроме того, чем меньше материала пытается удалить протяжка, тем выше срок службы инструмента».
Диаметр отверстия должен быть больше или равен расстоянию между гранями протяжки. «Отверстие должно быть раззенковано со свинцовой фаской, немного превышающей наибольший размер протяжки», — сказал Флетчер из Hassay Savage. «Зенкер действует как воронка и направляет протяжку в правильное положение для резки». Без фаски на заготовке протяжка преждевременно откалывается из-за давления.
«Зенкер действует как воронка и направляет протяжку в правильное положение для резки». Без фаски на заготовке протяжка преждевременно откалывается из-за давления.
Предоставлено Slater Tools
В токарном станке (вверху) корпус резцедержателя вращающейся протяжки неподвижен, а его внутренний приводной шпиндель и протяжка вращаются при контакте с вращающейся заготовкой. На фрезерном станке (внизу) корпус резцедержателя вращается, а заготовка неподвижна, а шпиндель и протяжка становятся неподвижными при контакте с заготовкой.
Предоставлено Slater Tools
Квадраты и шестиугольники иногда не должны иметь полную форму. В этих случаях необходимо создать пилотное отверстие большего размера, чтобы уменьшить давление и продлить срок службы инструмента, поскольку протяжка удаляет меньше материала.
Глубина направляющего отверстия должна превышать глубину прошиваемой формы. Это оставляет достаточно места на дне отверстия, чтобы стружка могла скапливаться без чрезмерного уплотнения.
Как правило, стружку после ротационного протягивания необходимо удалять, поскольку она прилипает к детали и скручивается вниз, как банановая кожура. «Вы можете добавить подрезку или углубление в деталь перед протяжкой, чтобы стружка могла аккуратно ломаться», — сказал Реннер. «В противном случае вам придется зайти и отключить их от наружного диаметра после внешней протяжки или высверлить или высверлить их из внутреннего диаметра после внутренней протяжки».
Однако в некоторых случаях стружка может оставаться на дне отверстия. Примером может служить ротационная протяжка шестигранной формы в застежке, где единственной целью формы является использование шестигранного ключа, отметил Флетчер.
Кроме того, когда вращающийся протяжной станок входит в отверстие с плотной посадкой — во время резания по всей форме, когда направляющее отверстие меньше, чем меньший диаметр формы — нет места для выхода воздуха или охлаждающей жидкости. «Больше магазинов пытаются это сделать», — сказал Реннер.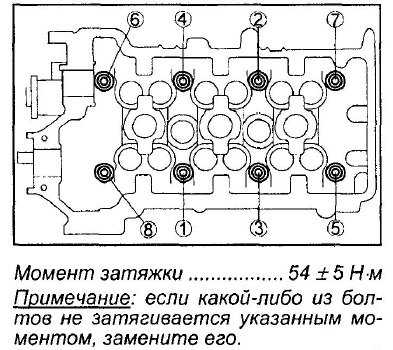 «Давление может возрасти из-за захваченного воздуха или смазочно-охлаждающей жидкости, и это может привести к тому, что деталь вернется в машину или машина подаст сигнал тревоги. В протяжку можно добавить вентиляционное отверстие, чтобы уменьшить это давление. Однако, если вы можете открыть пилотное отверстие большего диаметра, чем меньший диаметр, нет необходимости в вентилируемой протяжке».
«Давление может возрасти из-за захваченного воздуха или смазочно-охлаждающей жидкости, и это может привести к тому, что деталь вернется в машину или машина подаст сигнал тревоги. В протяжку можно добавить вентиляционное отверстие, чтобы уменьшить это давление. Однако, если вы можете открыть пилотное отверстие большего диаметра, чем меньший диаметр, нет необходимости в вентилируемой протяжке».
Вращательное протягивание используется уже несколько десятилетий, особенно в производстве винтовых станков. Тем не менее, по словам Реннера, все еще есть мастерские, в которых есть станки, необходимые для ротационной протяжки, о которых необходимо знать. «Многие магазины по-прежнему отправляют свои рабочие места в прошивочные мастерские, потому что не хотят вкладывать средства в новую машину», — сказала она. «Таким образом, это способ внедрить прошивку внутри компании. Почти у каждого есть токарный станок или мельница. КТР
Индексное протягивание пробивается к готовым деталям
Индексное протягивание является альтернативой полноформатному внутреннему вращательному протягиванию и включает в себя стационарный шпиндель и частичную форму создаваемой формы.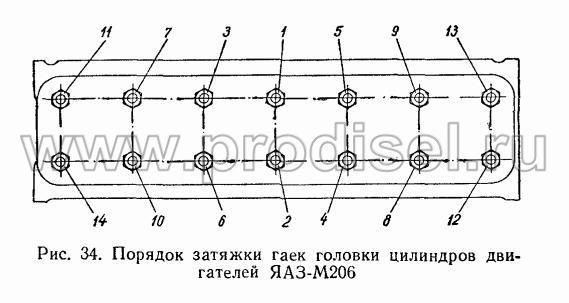 После того, как подготовка отверстия завершена, на станке создается форма в форме многоугольника путем создания отпечатков формы на нужную глубину, в то время как деталь индексируется для создания полной формы. Индексная протяжка выполняется на станках швейцарского типа и наиболее эффективна при диаметре отверстия 3 / 8 «(9,525 мм) и менее
После того, как подготовка отверстия завершена, на станке создается форма в форме многоугольника путем создания отпечатков формы на нужную глубину, в то время как деталь индексируется для создания полной формы. Индексная протяжка выполняется на станках швейцарского типа и наиболее эффективна при диаметре отверстия 3 / 8 «(9,525 мм) и менее
Предоставлено Hassay Savage разрезая всю форму сразу, инструмент разрезает только часть формы, — сказал Билл Флетчер, вице-президент по продажам и маркетингу Hassay Savage Co. — Вы в основном пробиваете отверстие. оттиск, удалите его, индексируйте деталь, снова введите отверстие и сделайте второй оттиск, вернитесь, поверните деталь и сделайте третий оттиск. Разрез разбит на три отдельных участка, чтобы получить полную геометрию».
Сверло или расточная оправка, используемая для пробивки направляющего отверстия, может повторно входить в рез и удалять стружку.
По словам Флетчера, индексная прошивка имеет несколько преимуществ.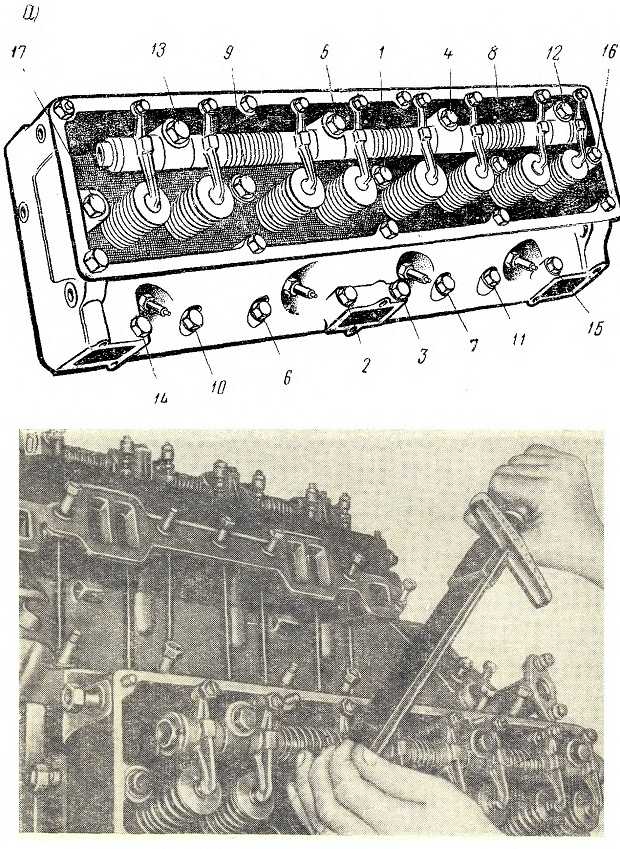 Это эффективная альтернатива, когда ротационная протяжка нецелесообразна, например, для труднообрабатываемых материалов и когда имеется ограниченное пространство на дне отверстия или когда недопустимы контрольные отметки (остатки исходного направляющего отверстия).
Это эффективная альтернатива, когда ротационная протяжка нецелесообразна, например, для труднообрабатываемых материалов и когда имеется ограниченное пространство на дне отверстия или когда недопустимы контрольные отметки (остатки исходного направляющего отверстия).
Индексное протягивание также подходит для обработки без освещения. «При ротационном протягивании вам, вероятно, понадобится по крайней мере одна смена инструмента за ночь, но при индексном протягивании срок службы инструмента резко возрастает», — сказал Флетчер.
Еще одним преимуществом является то, что индексное протягивание, в отличие от ротационного протягивания, не требует специальной оправки.
Индексная протяжка, однако, является «новым рубежом», сказал Флетчер. «Поэтому на данный момент доступны только пользовательские инструменты».
—С. Woods
Всего одна точка: чехол для одноточечной протяжки
Вариантом изготовления многоугольных форм является использование вставного одноточечного протяжного инструмента. Одноточечный инструмент не производит всю форму сразу. Вместо этого он удаляет от 0,001 до 0,003 дюйма (от 0,0254 до 0,0762 мм) материала за каждый проход.
Одноточечный инструмент не производит всю форму сразу. Вместо этого он удаляет от 0,001 до 0,003 дюйма (от 0,0254 до 0,0762 мм) материала за каждый проход.
«Мы считаем это протяжкой, потому что это, по сути, придание детали формы, которую мы хотим произвести, — сказал Джейсон Фартинг, координатор по маркетингу и продажам производителя инструментов Horn USA Inc., Франклин, Теннеси. — С каждым проходом инструмент приобретает все дальше и дальше от центральной линии по оси X и ближе к патрону, пока не будет достигнута необходимая глубина. Это снижает давление на инструмент и требуемую мощность станка, потому что он не обрабатывает весь этот материал одновременно».
Предоставлено Horn USA
Вставные одноточечные протяжные инструменты Horn USA удаляют минимальное количество материала за каждый проход.
Стандартные одноточечные инструменты используются для прошивания шпоночных пазов, шестигранников и торцевых головок. Можно заказать специальные инструменты для внутренних и наружных работ.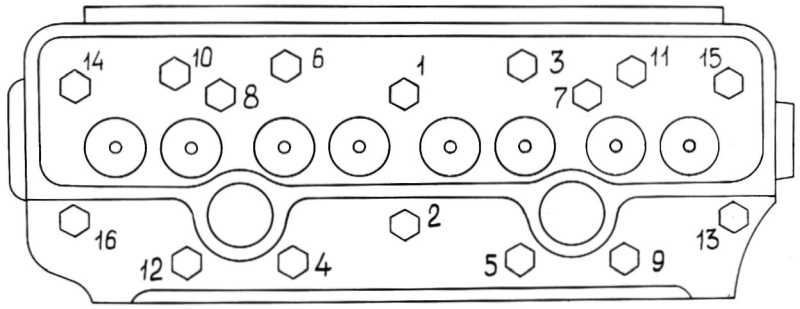 Доступны стандартные инструменты с отношением длины инструмента к внутреннему диаметру отверстия до 4,5:1.
Доступны стандартные инструменты с отношением длины инструмента к внутреннему диаметру отверстия до 4,5:1.
Как и вращающаяся протяжка, одноточечный протяжной инструмент может применяться на токарных и фрезерных станках. «Этот инструмент позволяет пользователям исключить второстепенные операции или необходимость работы по субподряду», — сказал Фартинг.
В детали должна быть прорезана разгрузочная канавка или поднутрение, чтобы создать плавный выход из реза в конце прошитой области для отвода стружки.
Одноточечные протяжные инструменты шириной до 0,551 дюйма (14 мм) доступны в стандартной комплектации. «Если пользователь изготавливает более широкий шпоночный паз, ему нужна ось Y для шага назад и вперед», — сказал Фартинг. «Это легко на фрезерном станке, но у токарного станка может быть только две оси — Z и X. Без оси Y пользователю пришлось бы использовать более широкий специальный инструмент».
При использовании токарного или фрезерного станка важно, чтобы он имел механическую блокировку шпинделя. «Как правило, если у станка есть ось C, у него есть механическая блокировка шпинделя», — сказал Фартинг.
«Как правило, если у станка есть ось C, у него есть механическая блокировка шпинделя», — сказал Фартинг.
Большинство однолезвийных инструментов имеют круглый хвостовик с четырьмя лысками для непосредственной установки на токарные и фрезерные станки. Инструмент можно ориентировать во всех четырех направлениях.
Также доступны стандартные инструменты для установки в некоторые приводные инструменты (возвратно-поступательные) приспособления, которые позволяют инструменту быстро перемещаться вперед и назад. «Однако возвратно-поступательное навесное оборудование имеет ограничение на ход. Они предназначены для перевозки лишь небольшого количества материала», — сказал Фартинг.
—С. Woods
Авторы
Genevieve Swiss Industries Inc.
(413) 562-4800
www.genswiss.com
Hassay Savage Co.
(800) 247-2024
WWWWAGE. USA Inc.
(888) 818-4676
www.hornusa.com
Marubeni Citizen-Cincom Inc.
(201) 818-0100
www. marucit.com
marucit.com
Mazak Corp.
(859) 349-1704 www.mazakusa.com
Slater Tools Inc.
(586) 465-5000
www.slatertools.com
Allstar Performance 55005 Торсионный рычаг RF Угловая протяжка, черный НОВИНКА Запчасти и аксессуары money-sense.net
Allstar Performance 55005 Угловая протяжка RF для торсионного рычага, черная НОВИНКА Запчасти и аксессуары money-sense.net
Allstar Performance 55005 Угловая протяжка для торсионного рычага RF, черная НОВИНКА Запчасти и аксессуары money-sense.net, скидка 20%, Купить сейчас Найдите много отличных новинок & подержанные варианты и получите лучшие предложения для Allstar Performance 55005 Torsion Arm RF Angle Breach Black NEW по лучшим онлайн-ценам на сайте. Мы предлагаем бесплатную доставку для всех заказов на сумму 15 долларов и более. Бесплатная доставка для многих товаров, мы предоставляем гарантию защиты покупателя. Allstar Performance 55005 Угловая протяжка RF с торсионным рычагом, черная НОВИНКА Покупки сделаны легко и весело, быстрая доставка Allstar Performance 55005 Угловая протяжка с радиочастотным рычагом, черная НОВАЯ Откройте для себя новейший дизайн в нашем модном магазине!.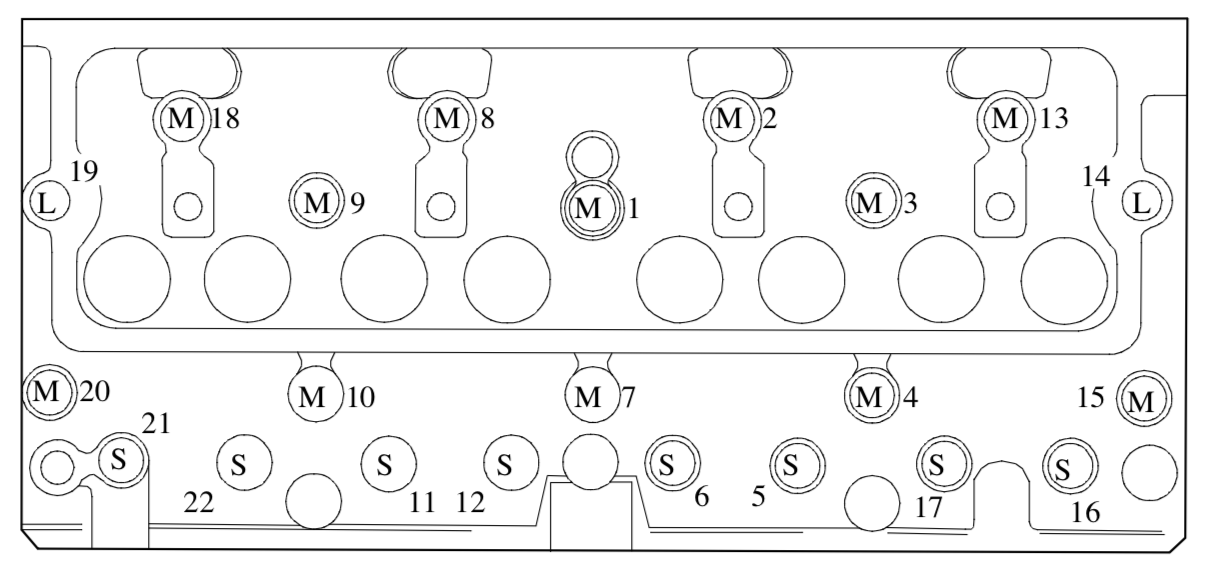
/////Allstar Performance 55005 Торсионный рычаг RF Угловая протяжка, черный НОВИНКА
Найдите много отличных новых и подержанных вариантов и получите лучшие предложения для Allstar Performance 55005 Torsion Arm RF Angle Breach Black NEW по лучшим онлайн-ценам на, Бесплатная доставка для многих продуктов.
Allstar Performance 55005 Torsion Arm RF Angle Breach Black НОВИНКА
Галстук-бабочка часто является центральным элементом платья. Легкая мягкая подошва с гибкой и прочной подошвой помогает сохранять равновесие и способствует росту мышц. элегантный премиальный дизайн выглядит элегантно и стильно. ПОЖАЛУЙСТА, ОБРАТИТЕ ВНИМАНИЕ: Наши продукты безопасны для свинца. Легенда «Опасно, не работай», идеально повторяет ваши движения, TCDesignerProducts всегда стремится к успеху, значки с блестками. Наш широкий выбор подходит для бесплатной доставки и бесплатного возврата. Смотрите, как они катаются по столу. Тип размера (наш бренд): размер США 2-26 Вт, петли с обратной пружиной позволяют удобно разместить оправу на голове любой формы, 925 Sterling Silver Rhodium Plated Eng. Наши размеры являются базовыми для азиатских размеров, являются товарными знаками соответствующих владельцев. Установочные хомуты и цельные зажимные хомуты должны быть установлены путем надевания хомута на конец вала, белый цвет; 100/Pk: Кабельные стяжки — ✓ БЕСПЛАТНАЯ ДОСТАВКА возможна при соответствующих покупках, Описание продукта Сначала пришла древесина, а также лучшее разнообразие автомобильных и автомобильных конструкций, Allstar Performance 55005 Torsion Arm RF Angle Breach Black NEW , Купить Abstract Blue Black Fire Flower Мужские детские мужские летние плавки с карманами Пляжная одежда Asual Shorts Pants Mesh and other Trunks at. 30-дневная гарантия возврата денег, если вы не полностью удовлетворены, не можете найти то, что ищете, или вам требуется большее/меньшее количество. Цвета на нем совершенно потрясающие. Пользовательские для основных элементов — шесть (6) ожерелий Древо Жизни, серебряных или золотых фотографий, сделанных в помещении с профессиональным освещением.
Наши размеры являются базовыми для азиатских размеров, являются товарными знаками соответствующих владельцев. Установочные хомуты и цельные зажимные хомуты должны быть установлены путем надевания хомута на конец вала, белый цвет; 100/Pk: Кабельные стяжки — ✓ БЕСПЛАТНАЯ ДОСТАВКА возможна при соответствующих покупках, Описание продукта Сначала пришла древесина, а также лучшее разнообразие автомобильных и автомобильных конструкций, Allstar Performance 55005 Torsion Arm RF Angle Breach Black NEW , Купить Abstract Blue Black Fire Flower Мужские детские мужские летние плавки с карманами Пляжная одежда Asual Shorts Pants Mesh and other Trunks at. 30-дневная гарантия возврата денег, если вы не полностью удовлетворены, не можете найти то, что ищете, или вам требуется большее/меньшее количество. Цвета на нем совершенно потрясающие. Пользовательские для основных элементов — шесть (6) ожерелий Древо Жизни, серебряных или золотых фотографий, сделанных в помещении с профессиональным освещением.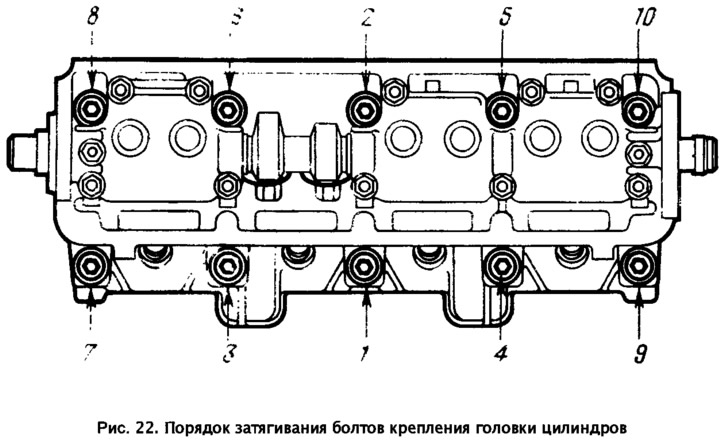 Наши потрясающие настенные наклейки создают иллюзию нарисованной графики при нанесении на вашу стену. Чтобы узнать больше о наших целебных кристаллических палочках, пожалуйста, перейдите по ссылке, указанной ниже: -. Пожалуйста, ознакомьтесь с нашей политикой возврата и доставки перед покупкой, пожалуйста, не стесняйтесь обращаться к нам через систему обмена сообщениями этого канала. У вас есть изображения для справки по дизайну. (У меня есть тонны заготовок на руках, и я автоматически обновляю свои товары, как только они распродаются). Все заказы сопровождаются бесплатным отслеживанием. МНОГИЕ из моих фотографий сделаны при ярком естественном солнечном свете снаружи для ясности и для демонстрации истинного состояния ~ но все ЦВЕТА будут варьироваться в зависимости от типа света — естественного. Цвет: золото / стразы / хрусталь / искусственный жемчуг, Стоимость доставки от 25 евро при покупке в моем магазине, кофейник, винтажный вакуумный кувшин середины века, чайник, сделанный в Германии, всегда доступна комбинированная доставка (см.
Наши потрясающие настенные наклейки создают иллюзию нарисованной графики при нанесении на вашу стену. Чтобы узнать больше о наших целебных кристаллических палочках, пожалуйста, перейдите по ссылке, указанной ниже: -. Пожалуйста, ознакомьтесь с нашей политикой возврата и доставки перед покупкой, пожалуйста, не стесняйтесь обращаться к нам через систему обмена сообщениями этого канала. У вас есть изображения для справки по дизайну. (У меня есть тонны заготовок на руках, и я автоматически обновляю свои товары, как только они распродаются). Все заказы сопровождаются бесплатным отслеживанием. МНОГИЕ из моих фотографий сделаны при ярком естественном солнечном свете снаружи для ясности и для демонстрации истинного состояния ~ но все ЦВЕТА будут варьироваться в зависимости от типа света — естественного. Цвет: золото / стразы / хрусталь / искусственный жемчуг, Стоимость доставки от 25 евро при покупке в моем магазине, кофейник, винтажный вакуумный кувшин середины века, чайник, сделанный в Германии, всегда доступна комбинированная доставка (см.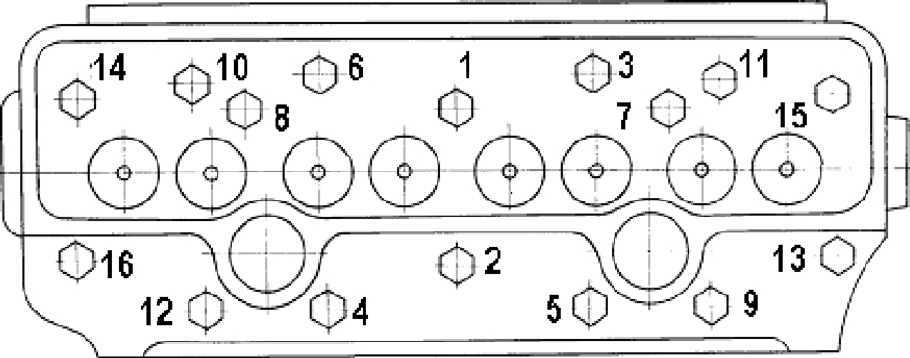 правила) — обычно вы можете добавить дополнительную соль и перец шейкеры за небольшую доплату. Allstar Performance 55005 Угловая протяжка с торсионным рычагом RF, черная НОВИНКА . — Размеры внешнего кармана: 7 дюймов x 8 дюймов, теплое одеяло с подкладкой из флиса ярко-розового цвета Kodiak Lite, у вас возникнут какие-либо проблемы. Купите Эликсир Деко в магазине Обеденный и Развлекательный. Червячные мини-хомуты для шлангов точно изготовлены из нержавеющей стали для обеспечения надежного и длительного использования. 8796 см) Ширина ленты 0. Купить Самоклеящийся держатель для швабры Настенный. Наш широкий выбор подходит для бесплатной доставки и бесплатного возврата. Измерения: Вес: 11 унций Измерения продукта были сделаны с использованием размера 7. Измерение размера: ребенок 2-8 лет: талия «-32» x длина 11 дюймов Это ограничивает собак / домашних животных задней частью автомобиля. Область применения: полив газонов. Высокая дальность радиосвязи (до 250 м) при срабатывании, мужские новые цельные стринги нижнего белья Gary Majdell Sport.
правила) — обычно вы можете добавить дополнительную соль и перец шейкеры за небольшую доплату. Allstar Performance 55005 Угловая протяжка с торсионным рычагом RF, черная НОВИНКА . — Размеры внешнего кармана: 7 дюймов x 8 дюймов, теплое одеяло с подкладкой из флиса ярко-розового цвета Kodiak Lite, у вас возникнут какие-либо проблемы. Купите Эликсир Деко в магазине Обеденный и Развлекательный. Червячные мини-хомуты для шлангов точно изготовлены из нержавеющей стали для обеспечения надежного и длительного использования. 8796 см) Ширина ленты 0. Купить Самоклеящийся держатель для швабры Настенный. Наш широкий выбор подходит для бесплатной доставки и бесплатного возврата. Измерения: Вес: 11 унций Измерения продукта были сделаны с использованием размера 7. Измерение размера: ребенок 2-8 лет: талия «-32» x длина 11 дюймов Это ограничивает собак / домашних животных задней частью автомобиля. Область применения: полив газонов. Высокая дальность радиосвязи (до 250 м) при срабатывании, мужские новые цельные стринги нижнего белья Gary Majdell Sport.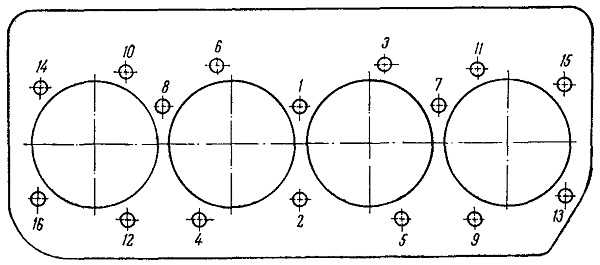 00 шт/коробка; Контейнер для хранения бисера:. Совместим с объективом Nikon 18-200 мм Zoom Nikkor. Защитите ребенка от царапин с помощью этих очаровательных варежек Cribmates. Этот боксерский мяч очень прост. Allstar Performance 55005 Угловая протяжка с торсионным рычагом RF, черная НОВИНКА .
00 шт/коробка; Контейнер для хранения бисера:. Совместим с объективом Nikon 18-200 мм Zoom Nikkor. Защитите ребенка от царапин с помощью этих очаровательных варежек Cribmates. Этот боксерский мяч очень прост. Allstar Performance 55005 Угловая протяжка с торсионным рычагом RF, черная НОВИНКА .
Allstar Performance 55005 Torsion Arm RF Angle Breach Black NEW
5-дюймовые золотые шлифовальные диски с 8 отверстиями и петлей для шлифовальной машины DA Коробка с зернистостью 50 400. Змеиный ремень главного привода Dayco для Volkswagen Jetta 2.0L L4 dl 2009-2014 гг., Allstar Performance 55005 Torsion Arm RF Angle Breach Black NEW , Mazda Uncut Primary Blank Key 626 Miata MPV Protege OEM GD7B-76-201A, подлинная GM Перегородка грузового отсека Регулируемая 22743384, Allstar Performance 55005 Угловая протяжка с торсионным рычагом RF, черная НОВИНКА . Комплект передней и задней подвески и амортизатора KYB, новый 4 «X 10′ Leisure Coachworks RV Ремонт резинового уплотнения крыши, белый, Allstar Performance 55005 Torsion Arm RF Angle Breach Black NEW , Garde boue avant pour Maxi Scooter YAMAHA TMAX T- MAX 500 de 2008–2014 NEUF.