методы и способы,подбор флюса и припоя.
Графит, как одна из основных составляющих чугунов, оказывает сильное влияние на протекание процессов. При термической, механической и других видах обработки его влияние чувствуется на качестве шва и его долговечности. При пайке и лужении этот структурный элемент приводит к неполному смачиванию основы расплавленным припоем и составом для лужения. Такие простые технологические ходы как пескоструйка поверхности, выжигание в окисляющем факеле газокислородной горелки не всегда приносят ожидаемый эффект и результат, удовлетворяющий изначальные требования.
В промышленных масштабах все больших оборотов набирает метод электрохимического воздействия соляного раствора, разогретого до 512оС для удаления поверхностно активного углерода (графита).
Содержание
- Низкотемпературная пайка
- Высокотемпературная пайка чугуна
- Предварительная подготовка поверхностей и разделка щелей перед пайкой чугуна
Низкотемпературная пайка
Особого подхода и дополнительной предварительной обработки требует пайка при невысоких температурах. Предварительно спаиваемые поверхности необходимо обработать флюсом ПВ209 либо его близкой заменой ПВ284ЧХ. Температура обработки 620-695оС. Хороший результат приносит электрохимическая обработка соляным раствором с последующим обезжириванием поверхностей ацетоном, спиртом или другим пригодным для этих целей веществом. Выбор применения паяльника или газовой горелки остается за исполнителем и не влияет на полученный результат.
Предварительно спаиваемые поверхности необходимо обработать флюсом ПВ209 либо его близкой заменой ПВ284ЧХ. Температура обработки 620-695оС. Хороший результат приносит электрохимическая обработка соляным раствором с последующим обезжириванием поверхностей ацетоном, спиртом или другим пригодным для этих целей веществом. Выбор применения паяльника или газовой горелки остается за исполнителем и не влияет на полученный результат.
Процесс пайки производят паяльником или горелкой. Самый удовлетворительный результат можно получить, используя флюсы, созданные на базе цинка и хлора, включающие также хлористые соли некоторых металлов. Легкоплавкие припои для пайки чугуна могут потребовать предварительного обмеднения поверхности. Его можно произвести методом гальваники. В домашних условиях доступно контактное обмеднение медным купоросом. Оптимальным припоем будет свинцово – оловянный припой или пайка оловом.
Высокотемпературная пайка чугуна
Для данного типа соединения чугунных элементов используют припои на основе меди. Хотя пайка латунью (сплава меди и олова) не является самым лучшим припоем из-за ее температуры плавления. Если позволяет бюджет и ориентировочная себестоимость полученной продукции, следует задуматься о припоях, где серебро является основой и содержит примеси никеля. Такой сплав имеет промежуточные показатели плавления между различными типами припоев и образует прочное и качественное соединение даже при отсутствии большого предварительного опыта в данной области. Данный способ пайки чугунных деталей вынуждает к использованию активных поверхностных флюсов, способных растворить и покрыть пленкой выступающие фазы графита на поверхности. Смачивание металла и припоя становится максимальным и не доставляет хлопот, стекая и «убегая» из спаиваемого шва. Основное достоинство применения припоев с серебром и никелем это отсутствие необходимости механической и высокотемпературной предварительной обработки. Более низкая температура процесса не позволяет происходить фазовым превращениям в чугуне, тем самым практически невозможно возникновение хрупкого цементита в остывающей детали.
Хотя пайка латунью (сплава меди и олова) не является самым лучшим припоем из-за ее температуры плавления. Если позволяет бюджет и ориентировочная себестоимость полученной продукции, следует задуматься о припоях, где серебро является основой и содержит примеси никеля. Такой сплав имеет промежуточные показатели плавления между различными типами припоев и образует прочное и качественное соединение даже при отсутствии большого предварительного опыта в данной области. Данный способ пайки чугунных деталей вынуждает к использованию активных поверхностных флюсов, способных растворить и покрыть пленкой выступающие фазы графита на поверхности. Смачивание металла и припоя становится максимальным и не доставляет хлопот, стекая и «убегая» из спаиваемого шва. Основное достоинство применения припоев с серебром и никелем это отсутствие необходимости механической и высокотемпературной предварительной обработки. Более низкая температура процесса не позволяет происходить фазовым превращениям в чугуне, тем самым практически невозможно возникновение хрупкого цементита в остывающей детали.
Медные припои, из-за высокой температуры плавления, лучше избежать при пайке ответственных деталей и узлов, по причине вероятного перегрева чугуна. Содержание фосфора в составе припоя, при повышении температуры и при взаимодействии с металлом, может привести к возникновению фосфорно-железных эвтектик, отличающихся хрупкостью и низкими механическими характеристиками.
Предварительная подготовка поверхностей и разделка щелей перед пайкой чугуна
Особое внимание должно быть уделено предварительной обработке поверхности, которую планируется паять или залудить. Как правило, такой способ ремонта применим к трещинам и сколам в массивных деталях, когда замена на новый элемент неоправданна технологически или по соображениям стоимости, сложностями в изготовлении. Разделка трещин и их обработка должна быть выдержана в рамках определенных правил, которые позволять продлить эксплуатацию всего узла и получить качественный контакт металла и припоя.
Разделка трещин и их обработка должна быть выдержана в рамках определенных правил, которые позволять продлить эксплуатацию всего узла и получить качественный контакт металла и припоя.
Предварительное лужение поверхности позволяет повысить качество и надежность последующего спаивания. Лужение происходит в следующем порядке:
- Детали предварительно зачищаются механическими методами до появления однородного блеска на поверхности. Пайка чугуна в домашних условиях предусматривает применение металлической щетки и шлифовальных шкурок, соответствующей зернистости.
- Произвести обезжиривание при помощи жидкостей, предназначенных для этих целей.
- Производится обработка предварительным флюсом. Водный раствор хлористого цинка, с добавлением хлористых солей можно считать универсальным средством для чугунных изделий, независимо от формы графитовых включений.
- Элементы нагреваются до рабочей температуры флюса. Наносится флюс.
- Спаиваемая область разогревается дальше до температуры плавления припоя.

- Наносится припой. Элемент, имеющий пленку из луженого металла готов к дальнейшей пайке.

Обработка трещин, которые имеют сравнительно малые размеры по сравнению с геометрическими параметрами всей детали, зачастую затруднена именно этим фактом. Произвести лужение в глубине трещины крайне тяжело из-за невозможности туда добраться. Если же слой припоя просто законсервирует такую трещину, не проникнув глубоко, сохраняется вероятность внутреннего воздействия влаги на металл, которая оказалась там при пайке или выпала в виде росы при перепадах температур в образовавшейся полости.
Исходя из указанных проблемных моментов пайки трещин, можно утверждать, что предварительный подогрев и дополнительный разогрев приграничной к трещине области, позволят припою более длительное время оставаться в расплавленном состоянии и проникнуть максимально глубоко в полость трещины.
В случае если есть такая возможность, существует необходимость дальнейшего использования в тяжелых условиях обрабатываемой детали, необходимо произвести двадцатиминутный отжиг при температуре 700-750 градусов Цельсия. Это позволяет диффундировать припою в основной металл, тем самым укрепив шов и придав ему высокие физические свойства.
Это позволяет диффундировать припою в основной металл, тем самым укрепив шов и придав ему высокие физические свойства.
Каждый из методов соединения чугунных элементов имеет свои положительные стороны и недостатки. Пайка и лужение не являются исключением. Эти способы должны выбираться в соответствии с поставленными задачами и степенью прочностных характеристик, гарантированных этими методами. Использование пайки и лужения чугуна в печах с применением латунных припоев не оправдано ввиду температурных превращений этого сплава при температурах ниже точки плавления меди и выгорания олова.
Технология пайки чугуна
Чугуны разделяют на белые, серые, легированные, специальные и высокопрочные. Основная трудность при пайке чугуна наличие в его структуре графита, затрудняющего смачивание поверхности основного металла расплавленным припоем.
Для удаления графита обычно применяют пескоструйную обработку с последующим выжиганием графита окислительным пламенем газовой горелки или удаление его путем электрохимической обработки в соляной ванне при 450-510°С.
При низкотемпературной пайке чугуна оловянно-свинцовыми или другими легкоплавкими припоями паяемые поверхности можно подготовить путем обработки флюсом № 209 или 284 при температуре 600-700°С или электрохимически в соляной ванне, а затем обезжирить бензином, ацетоном или раствором щелочи.
Пайку нужно производить паяльником или газовой горелкой с использованием флюсов на основе хлористого цинка. Наиболее просто пайку чугуна осуществляют при использовании флюсов на основе хлористого цинка с добавками хлористых солей меди и олова.
Для облегчения пайки легкоплавкими припоями применяют гальваническое лужение или контактное меднение в растворе медного купороса.
Высокотемпературную пайку чугуна производят припоями на основе меди, например латунью, иногда применяют серебряные припои, которые содержат никель, имеют сравнительно низкие температуры плавления и образуют прочные паяные соединения.
При высокотемпературной пайке чугуна более целесообразно применять такие активные флюсы, как № 209 и 284, которые растворяют графит на поверхности чугуна в процессе пайки и благодаря этому обеспечивают надежное смачивание припоем соединяемых поверхностей.
Главное преимущество пайки чугунов серебряными припоями с флюсом № 209 или 284 в том, что нет необходимости принимать меры по удалению графита, а также и в том, что при пайке серебряными припоями при температуре до 900° С чугун не перегревается.
Перегрев чугуна связан со структурными превращениями, что при охлаждении ведет к выделению хрупкого цементита. Поэтому применение меди для пайки чугунов следует ограничивать ввиду высокой температуры ее плавления. Припои, содержащие фосфор, не применяют вообще из-за образования в швах хрупких железо-фосфорных соединений.
Нагрев при пайке чугуна можно производить газовой горелкой или паяльной лампой до температуры не выше 900° С. При этом пламя должно быть только нейтральным.
Для снятия внутренних напряжений и упрочнения паяных соединений чугунные изделия сразу же после пайки подвергают отжигу при температуре 700-750°С в течение 20 мин. Пайку в печах с контролируемой атмосферой производят с флюсом, который улучшает смачивание основного металла и затекание припоя в зазор.
Пайку дефектных участков (усадочных раковин, пор и трещин) чугунных литых деталей осуществляют с применением оловянно-свинцовых припоев. Чаще всего применяют припой ПОС 30 с использованием в качестве флюса водного раствора хлористого цинка с добавками хлористых солей меди и олова. Паяют после механической зачистки и лужения соединяемых поверхностей.
Последовательность лужения:
1) места пайки очищают от литейной корки проволочной щеткой;
2) очищенную поверхность обезжиривают ацетоном, бензином или раствором щелочи и наносят флюс;
3) газовой горелкой равномерно прогревают место пайки до температуры, при которой начинает плавиться припой;
4) после лужения дефекты запаивают, применяя для этой цели паяльник или газовую горелку.
После пайки изделие тщательно промывают горячей и холодной водой.
Назад
Вперед
Можно ли паять кованое железо? + How To Guide
Кованое железо — это дорогой, пользующийся большим спросом материал, который источает класс. Будь то ворота, заборы, балюстрады или мебель, они придают окружающему пространству ощущение величия, а также укрепляют безопасность собственности.
Будь то ворота, заборы, балюстрады или мебель, они придают окружающему пространству ощущение величия, а также укрепляют безопасность собственности.
Это сверхпрочный материал, но не небьющийся. Кованое железо необходимо регулярно чистить и покрывать защитными средствами, чтобы уменьшить вероятность его ржавчины, и если этого не произойдет, вы можете быстро получить трещины, вмятины и другие косметические проблемы.
К счастью, на помощь может прийти пайка. В этой статье мы рассмотрим основы пайки кованого железа и предоставим пошаговое руководство, как сделать это самостоятельно.
Можно ли паять кованое железо?
Вы можете использовать припой для ремонта простых проблем с кованым железом, таких как трещины или вмятины, или для герметизации сломанных труб. Изделия из кованого железа изготавливаются путем нагревания железа до температуры 1371 °C или выше, а затем с помощью инструментов для придания ему формы и сварки. Если в вашем кованом железе появилась небольшая трещина, очевидно, что использовать этот метод для ее ремонта невозможно. Вместо этого можно использовать припой, который нагревают до температуры 450°С и ниже и наносят с помощью простого паяльника.
Вместо этого можно использовать припой, который нагревают до температуры 450°С и ниже и наносят с помощью простого паяльника.
Припой — это сплав, который может содержать такие металлы, как свинец, олово, медь, никель и цинк. Это удобный материал для ремонта металла, потому что он быстро склеивает его, покрывая любые видимые повреждения и повышая его структурную прочность.
Как паять кованое железо
Вот пошаговое руководство по пайке кованого железа.
- С помощью влажной губки удалите всю видимую грязь с кованого железа, включая наконечник.
- Залужите жало паяльника. Это означает покрытие его тонким слоем припоя, который предотвращает его окисление и обеспечивает хорошую теплопередачу. Это также продлевает срок службы наконечника.
- Закрепите кованое железо на подставке для пайки, чтобы оно оставалось устойчивым во время пайки. Это предотвращает кристаллизацию припоя во время работы.
- Нагрейте паяльник, нанесите небольшое количество припоя на жало, а затем нанесите большее количество припоя, стараясь не удерживать паяльник слишком долго (высокий нагрев может повредить кованое железо) . Вам нужно будет нагреть припой ровно настолько, чтобы расплавить его.
- Аккуратно нанесите припой на кованое железо как можно ровнее. Сделай , а не , коснитесь кованого железа паяльником, так как это повредит его. Повторяйте этот процесс, пока не нанесете достаточно припоя для ремонта. Также рекомендуется работать небольшими участками, чтобы ваш паяльник не повредился при слишком сильном нагреве.
- Когда закончите, держите припой на утюге, пока он не остынет, чтобы защитить жало от окисления.
 Вам нужно будет нагреть припой ровно настолько, чтобы расплавить его.
Вам нужно будет нагреть припой ровно настолько, чтобы расплавить его.Если вы заботитесь о своем драгоценном кованом железе, само собой разумеется, что для работы вам понадобится хороший паяльник, такой как X-Tronic Model 2020-XTS. Вы также должны носить перчатки, чтобы защитить руки от ожогов, и защитные очки, чтобы припой не попал в ваши нежные глазные яблоки.
РубрикиБез рубрики
Опубликовано Добавить комментарий
Как серебряным припоем чугун
Этот сайт содержит партнерские ссылки на продукты. Мы можем получать комиссию за покупки, совершенные по этим ссылкам.
1
акции
Поделиться
Твит
Пайка — это процесс крепления металлических соединений и электрических компонентов для создания прочных соединений. Существует два метода пайки изделий: мягкая и твердая пайка. Мягкая пайка включает в себя соединение металлических деталей с использованием присадочного материала, называемого эвтектическим сплавом олова и свинца. Идеально подходит для соединения хрупких деталей, которые повреждаются при высоких температурах.
Что делать с Raspberry Pi 4
, пожалуйста, включите JavaScript
Что делать с Raspberry Pi 4
СОДЕРЖАНИЕ:
- Требуется
- Процедура
- Уборка
- .
- Нанесение припоя
- Использование пропановой горелки
- Дополнительные наконечники

Этот тип припоя используется, поскольку он плавится при
относительно низкая температура, то есть 250-650 градусов по Фаренгейту. Жесткий
однако при пайке используется другой сплав, который плавится при высокой температуре.
температуры и использует горелку, которая выделяет больше тепла, чем обычная
пропановая горелка.
Как
Таким образом, мягкая пайка идеально подходит для ряда металлов, включая латунь,
свинец, медь, олово, чугун и алюминий. Для этого текста мы рассмотрим
как паять чугунные детали.
Tools Required
- Isopropyl solvent
- Steel brush
- Safety glasses
- A clamp
- Soldering iron
- Propane torch
- Heat-resistant gloves
Procedure
Cleaning the Workpiece
Use the isopropyl растворитель для очистки чугунной заготовки. Если на компоненте есть масло или смазка, протрите его тряпкой.
Если на компоненте есть масло или смазка, протрите его тряпкой.
Это
Важно очистить компонент перед пайкой, чтобы предотвратить
металла от образования дополнительного слоя оксида. Вам также может понадобиться покрасить
металлическая деталь с помощью тонкого слоя жидкого флюса, чтобы избежать окисления и
для улучшения текучести припоя.
Пайка компонентов
Be
обязательно наденьте защитные очки и термостойкие перчатки перед посадкой
на процессе. Затем нагрейте детали из флюсового чугуна с помощью пропана.
горелку, пока она не нагреется. Затем снова очистите компонент и нанесите
еще один слой флюса.
Нанесение припоя
Место
чугунную заготовку в желаемом положении и зажать детали
вместе. Затем нагрейте небольшое количество припоя на кончике и нанесите его на
шов, проходящий между металлическими частями, когда он начинает плавиться.
Использование пропановой горелки
Свет
зажгите пропановую горелку, чтобы нагреть чугунную деталь, направляющую пламя.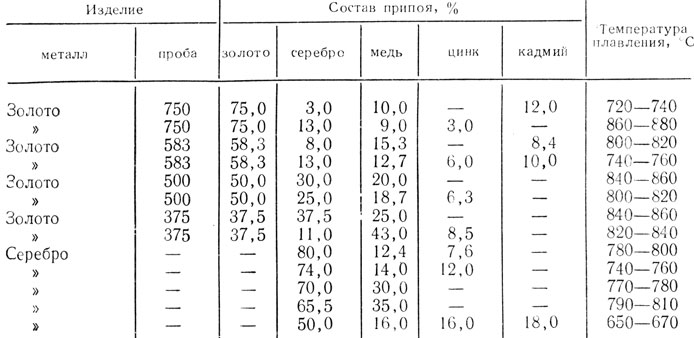
синий конус к металлической части. Обязательно перемещайте утюг по
область вокруг шва, пока припой не изменит цвет и не заполнит
шов. Однако следует избегать непосредственного нагрева припоя. Затем,
дайте чугунным деталям остыть, прежде чем разжимать их.
Дополнительные советы
- Убедитесь
соединения механически прочны до нанесения припоя. Этот
Таким образом, вы не будете зависеть от припоя, чтобы скрепить детали. Примечание
что припой выполняет функцию наполнителя, а не связующего вещества. Вот почему
швы на листовом металле должны быть загнуты и обжаты до
пайка и электрические провода, прочно скрученные для образования механической связи
перед пайкой проводов - Если вы используете
паяльника убедитесь, что жало покрыто лужением или покрыто тонким слоем
припой. Очищайте металл на поверхности наконечника наждачной бумагой до тех пор, пока он не
блестящий и яркий, затем нагревайте утюг, пока металл не начнет меняться
цвет (т.е. затемнение). Вы также можете покрыть наконечник флюсом, погрузив его
в банку с флюсом или нанеся флюс на маленькую кисточку и
нанесение небольшого количества припоя на поверхность.
