Момент затяжки болтов ГБЦ ВАЗ 2112 16 клапанов: порядок протяжки
Выполнить обтяжку головки блока двигателя автомобиля можно самостоятельно. Однако для этого необходимо знать, что момент затяжки болтов ГБЦ ВАЗ 2112 16 клапанов и 8, отличаются. Это аргументируется разной конструкцией ДВС.
Содержание
- 1 Схема затяжки болтов ГБЦВАЗ 2112 16 клапанов
- 2 Момент затяжки болтов ГБЦ ВАЗ 2112
- 3 Порядок затяжки болтов ГБЦ ВАЗ 2112 16 клапанов
- 4 Выводы
Руководство пользователя описывает причины, когда необходимо выполнить работы.
- Просачивание масла с мест контакта блока и головы. Обычно выражается в появлении темных потеков на стенках блока, или образования потных пятен по поверхности прилегания.
- Появление белесой эмульсии на заливной крышке и щупе. Это признак просачивания антифриза внутрь картерного отсека. Также может сопровождаться вспениванием жидкости в расширительном бачке и появлением там маслянистых пленок.

- Прогорание прокладки. Обычно сопровождается запахом бензина из системы охлаждения или от масла. Во время работы мотора, топливо под давлением просачивается внутрь отсеков, где растворяет лубрикант или тосол.
- Капитальный ремонт ДВС, обычно причиной становится перегрев, обслуживание поршневой группы или серьезные поломки.
- После демонтажа старой головки и установки новой.

Если лазить в конструкцию мотора нет острой необходимости, течей лубриканта нигде нет, выполнять процедуру нет необходимости.
Схема затяжки болтов ГБЦВАЗ 2112 16 клапанов
При выполнении работ требуется строго соблюдать правила затяжки. Для 16 клапанного мотора модели 2112 допустимая длина болтов составляет 94 мм. При показателе 95 миллиметров, детали следует заменить. Некоторые специалисты вовсе рекомендуют для каждой процедуры устанавливать новые шпильки – это гарантированно обеспечит качественную работу системы.
Отдельно требуется придерживаться последовательности затягивания узлов – это гарантирует равномерное прилегание поверхностей и отсутствие течи в будущем. Последний момент – сила, прикладываемая во время работ. Показатель критически важен, так как обеспечивает плотность прижатия и герметизацию блока.
Момент затяжки болтов ГБЦ ВАЗ 2112
Усилие измеряется в ньютонах на квадратный метр. Стандартная схема затяжки для 16 клапанной головы не требует особых изысков:
- в правильной последовательности закрутить все 10 болтов при усилии 20 Н/м;
- выждать 2 минуты и довернуть шляпки на 90 градусов;
- спустя 3-4 мин. повторить предыдущий пункт.
Примечание! Аналогичным образом выполняется затяжка для ВАЗ приора 21126.
Более страшный процесс происходит при несоблюдении последовательности. В случае со слабой затяжкой можно повторно пройтись с ключом и все нормализуется. Здесь же возможна деформация самой головки – крутящий момент большой и от неправильного распределения силы узел может повести, что неизбежно вызывает повторную разборку ДВС и шлифование плоскостей. В тяжелых случаях, мотор отправляется на переплавку.
Порядок затяжки болтов ГБЦ ВАЗ 2112 16 клапанов
Эталонная последовательность действий.
- Полностью обезжирить плоские поверхности блока и головы, дать просохнуть.
- Удалить из гнезд болтов весь мусор, пыль. Если внутри останется мусор – закрутить шпильки до конца не получится – это чревато облизыванием витков резьбы.
- Откалибровать направляющие и установить новый уплотнитель. Применяется только металлическая прокладка, категорически недопустимо использование герметиков, клеев, масел.
- Подготовить ГБЦ к стыковке, предварительно установить и смазать все узлы.
- Посадить головку на прокладку и опустить в посадочные места шпильки, предварительно смочив их тонким слоем автомасла.
- Закрутить болты в последовательности указанной на рисунке с усилием 20 Н/м. (это первый круг)
- Далее провернуть элементы на 90 градусов и оставить в покое на 3 минуты.
- По аналогии повторить пункт №7.
 Применяется только металлическая прокладка, категорически недопустимо использование герметиков, клеев, масел.
Применяется только металлическая прокладка, категорически недопустимо использование герметиков, клеев, масел.После этого можно продолжить сборку мотора в штатном режиме.
Выводы
Оставить отзыв
Момент затяжки постели распредвалов ВАЗ-2112 16 клапанов: порядок — автомобильный портал
На чтение: 2 минОбновлено: Рубрика: СоветыАвтор: Алексей Пивоваров
Момент затяжки резьбовых соединений на 16-клапанном ВАЗ-2112 определяется изготовителем и указан в сервисных мануалах по ремонту.
Содержание
- Момент и последовательность затяжки постели распредвалов
- Видео последовательности затяжки постели распредвалов 16-ти клапанной ВАЗ-2112
- В каких случаях понадобиться затягивать постель распределительных валов
- Последствия неправильной затяжки
Момент и последовательность затяжки постели распредвалов
Почему необходимо правильно затягивать постели распределительных валов и прочих деталей головки блока цилиндров? Правильная затяжка определяет нормальное функционирование всех узлов и агрегатов. Для того чтобы правильно затянуть резьбовые соединения, используется типовая схема затяжки и динамометрический ключ.
Перед тем как установить болты на место, их нужно хорошо промыть и смазать силиконовой смазкой. Чтобы правильно затянуть болты требуется знать последовательность.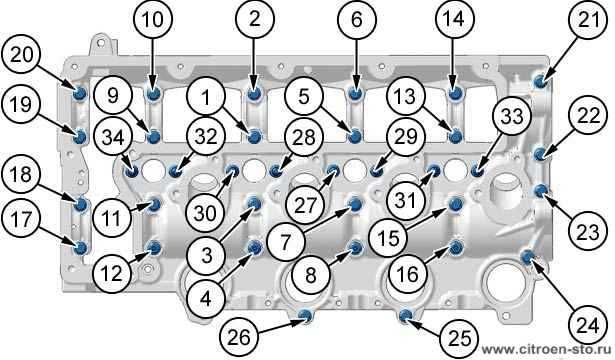 Последовательность начинается со средней части и поэтапно переходит к краям. Лучше всего с процессом ознакомиться по видео.
Последовательность начинается со средней части и поэтапно переходит к краям. Лучше всего с процессом ознакомиться по видео.
Видео последовательности затяжки постели распредвалов 16-ти клапанной ВАЗ-2112
После установки постели на головку блока, болты закручиваются руками, без особой силы и лучше всего при помощи трещотки с головкой.
Закручиваем все болты но не затягиваем. После того как все болты установлен на место, необходимо с помощью динамометрического ключа затянуть их согласно нормативам.В порядке указанном в видео.
В каких случаях понадобиться затягивать постель распределительных валов
Затяжка постели распределительных валов понадобится в случае, если её демонтировали для проведения восстановительно-ремонтных работ. а также при:
- Замене распределительных валов, толкателей или сальников клапанов.
- Капитальном ремонт головки блока 2112.
- Ремонтные операции с двигателем ВАЗ-2112.
- Замена отдельных элементов головки блока цилиндров.
Последствия неправильной затяжки
- Утечка масла (из-за образования расстояния-щели или неплотного соединения).
- Попадание воздуха внутрь ГБЦ.
- Нарушение в работе двигателя или головки блока.
- Попадание воды, грязи, пыли.
Никаких герметиков при установке прокладки не используют (в том числе не используются смазки – солидол, циатим)! Задача – обезжирить металл. Сама прокладка ГБЦ должна быть новой.
Все данные факторы могут отрицательно сказаться на работе головки блока цилиндров и главного силового агрегата.
Оценка пользователей
( Пока оценок нет )
Алексей Пивоваров/ автор статьи
Редактор сайта bolt-taxi.com. Слесарь по ремонту автомобилей, окончил Профессиональное училище № 21 Омской области по специальности механик.
Понравилась статья? Поделиться с друзьями:
Сборка двигателя ВАЗ-2112 — продолжение
В предыдущей статье мы рассмотрели, как собрать основные узлы двигателя.
В этой статье мы продолжим сборку узлов двигателя ВАЗ-2112.
Смазываем уплотнительное кольцо маслоприемника моторным маслом
Желательно заменить уплотнительное кольцо маслоприемника
Устанавливаем маслоприемник на место и затягиваем болт крепления маслоприемника к маслу насос с крутящим моментом 7,0-8,0 Нм (0,7-0,8 кгс·м).
Заворачиваем два болта крепления маслоприемника к крышке второго коренного подшипника моментом 8-10 Нм (0,8-1,0 кгс·м)
Срезаем выступающие концы прокладок сальникодержателя.
Смазываем плоскость блока цилиндров пластичной смазкой
Установка прокладки поддона
Устанавливаем поддон
Если поддон немного деформирован, лучше промазать прокладку поддона герметиком.
Заворачиваем болты крепления масляного картера моментом 5-8 Нм (0,5-0,8 кгс·м).
Устанавливаем шпонку в канавку коленвала
Установка шкива коленвала
Надеваем зубчатый ремень на шкив коленвала
Устанавливаем шайбу на шкив привода генератора
Устанавливаем шайбу на шкив привода генератора и наживляем болт с шайбой
Затягиваем болт крепления шкива, удерживая маховик с другой стороны с моментом 97,9 — 108,8 Нм (9,90 -11,1 кгс. м)
м)
Установить уплотнительную прокладку на водяной насос и смазать прокладку консистентной смазкой.
Установить водяной насос в блок цилиндров так, чтобы заводская маркировка насоса была направлена в сторону привалочной плоскости блока цилиндров, так как болты крепления расположены несимметрично.
Затяните болты крепления насоса охлаждающей жидкости моментом 7,64–8,01 Нм (0,78–0,82 кгс.м)
После этого установите головку блока цилиндров, как указано в статье — «Снятие и установка головки блока цилиндров».
Устанавливаем ремень ГРМ, устанавливаем рампу с форсунками, устанавливаем ресивер, впускной патрубок.
Обкатка двигателя после сборки
Отремонтированный двигатель подвергают стендовым испытаниям (обкатке) без нагрузки по следующему циклу: 750–800 мин -1 — 2 мин
1000 мин -1 — 3 мин
1500 мин -1 — 4 мин
2000 мин -1 — 5 мин
Установив на стенд и запустив двигатель, проверьте:
– нет ли течи охлаждающей жидкости или топлива между сопрягаемыми деталями и в местах соединения трубопроводов; — давление масла и нет ли течи масла через прокладки;
При обнаружении посторонних стуков или неисправностей остановите двигатель, устраните их, а затем продолжите проверку.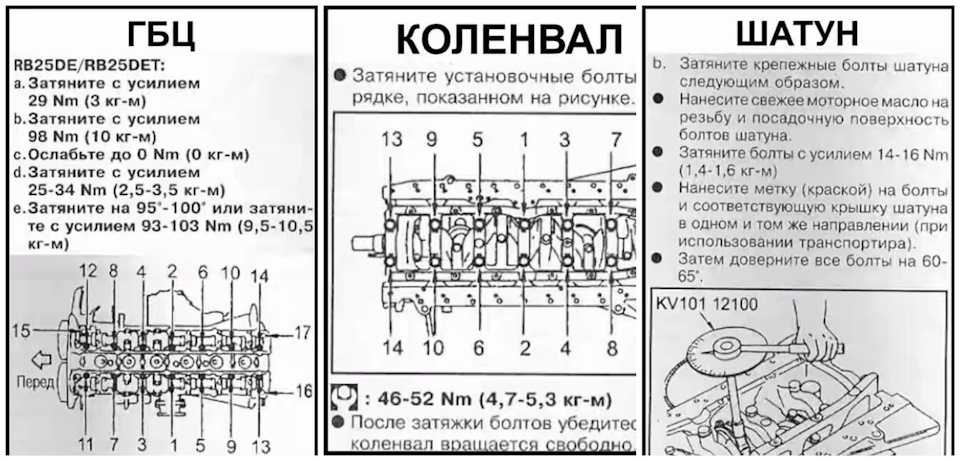
При утечке масла через прокладку между картером и блоком цилиндров затяните болты крепления рекомендуемым моментом.
Если утечка масла не прекращается, проверьте прокладку и при необходимости замените.
При подтекании масла через прокладку между крышкой и головкой блока цилиндров проверьте прокладку и резиновые втулки на шпильках крышки головки блока цилиндров.
При необходимости заменить прокладку и втулки, следуя рекомендациям, изложенным в статье «Сборка двигателя».
После ремонта двигателя необходим определенный период приработки рабочих поверхностей новых деталей.
Это особенно актуально для тех двигателей, на которых заменены поршни, вкладыши шатунов и коренных подшипников, отшлифованы шейки коленчатого вала и отхонингованы цилиндры.
Поэтому во время обкатки отремонтированного двигателя не подвергайте его максимальным нагрузкам.
Обкатка двигателя должна продолжаться на автомобиле со скоростью, рекомендованной для периода обкатки автомобиля.
Как собрать двигатель ВАЗ-2112
Разборка двигателя рассмотрена в статье — «Разборка двигателя»
Неисправность деталей двигателя рассмотрена в статье — «Выявление неисправностей двигателя»
В данной статье мы рассмотрим основные моменты сборки двигателя ВАЗ-2112.
Перед сборкой все детали двигателя необходимо промыть и обеззаразить.
Перед установкой верхних вкладышей коренных подшипников аэрозольным очистителем карбюраторов очистите форсунки охлаждения поршней.
Установите вкладыши в постели коренных подшипников.
При этом удерживающий выступ вкладыша должен войти в паз станины.
Установить вкладыши с канавками в первую, вторую, четвертую и пятую постели (считая от привода распредвала), а в третью — без канавки.
Смажьте вкладыши моторным маслом
Смажьте шейки коленчатого вала моторным маслом и уложите вал в постели коренных подшипников.
Вставляем смазанные моторным маслом упорные полукольца в пазы опоры третьего коренного подшипника.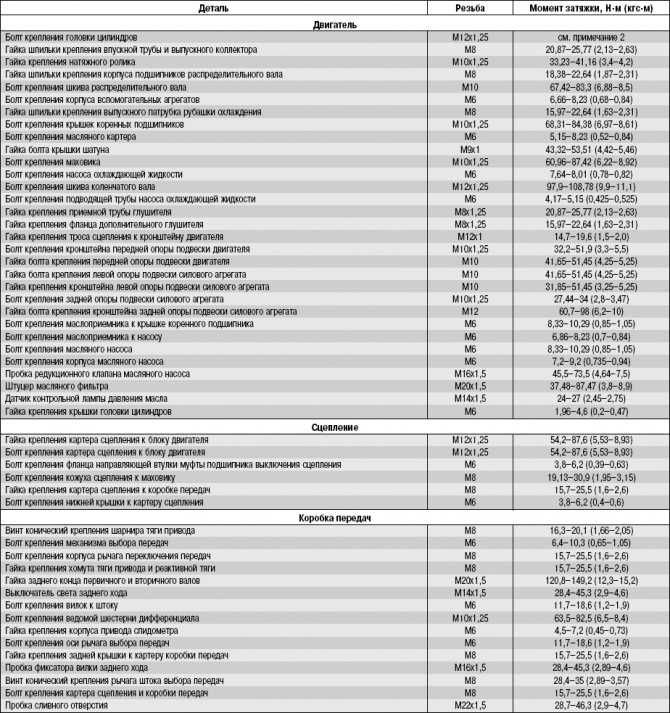
Поверхности полуколец с антифрикционным покрытием (на них выполнены канавки) должны быть обращены к щекам коленчатого вала.
Поворачиваем полукольца так, чтобы их концы были вровень с торцами станины.
Крышки коренных подшипников устанавливаем в соответствии с метками на их наружной поверхности (крышки отсчитываются со стороны привода ремня ГРМ).
В этом случае замки верхнего и нижнего вкладышей каждого коренного подшипника должны располагаться с одной стороны.
Заворачиваем болты крышки без затяжки
Метки на крышках коренных подшипников
Затягиваем болты крышки моментом 69-84 Нм (6,9-8,4 кгс·м).
Сначала затягиваем болты третьей крышки, потом второй и четвертой, потом первой и пятой.
После затяжки болтов провернуть коленчатый вал — он должен вращаться легко, без заеданий.
Измеряем осевой зазор коленчатого вала.
Должен быть в пределах 0,06-0,26 мм.
При зазоре более 0,26 мм заменить упорные полукольца
Для измерения осевого зазора коленчатого вала индикатор установить так, чтобы его ножка упиралась в фланец вала.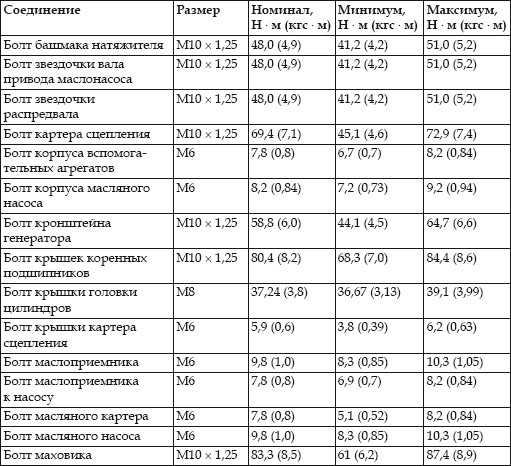
Полностью отодвиньте коленчатый вал от индикатора и установите индикатор на 0.
Переместите коленчатый вал в противоположном направлении.
Индикатор покажет размер гэпа.
Спереди (со стороны шкива коленчатого вала) размещено сталеалюминиевое полукольцо, сзади — металлокерамическое.
Кольца изготавливаются номинальной толщины увеличенной на 0,127 мм.
При осевом зазоре коленчатого вала более 0,35 мм меняют одно или оба полукольца (номинальный зазор 0,06-0,26 мм).
Запрессуйте задний сальник коленчатого вала в держатель с помощью оправки до упора.
Прокладку держателя приклеиваем к сальниковому держателю смазкой для удобства установки
Смажем рабочую кромку сальника моторным маслом.
Смажьте фланец коленчатого вала моторным маслом.
Надеваем сальник держателем на фланец коленчатого вала и аккуратно набиваем рабочую кромку сальника остроконечной палочкой
Перемещаем держатель с сальником вдоль фланца до упора и вкручиваем болты крепления
Отрегулируем держатель так, чтобы его верхняя плоскость совпадала с плоскостью блока
Затяните шесть болтов крепления держателя
Подготавливаем масляный насос к сборке.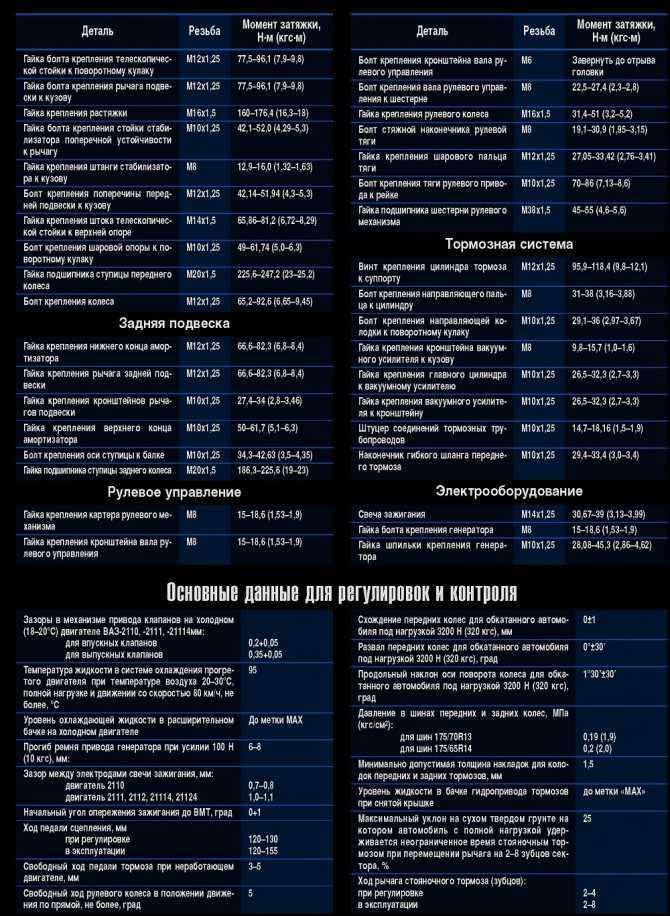
Запрессовываем передний сальник коленвала в корпус насоса.
Смажьте рабочую кромку сальника моторным маслом
Смажьте шестерни масляного насоса моторным маслом, заливая масло через отверстие маслоприемника.
Проворачиваем несколько раз шестерни масляного насоса за выступы ведущей шестерни.
Проворачиваем ведущую шестерню масляного насоса так, чтобы выступы ведущей шестерни совпали с лысками на коленчатом валу.
Накладки на коленчатый вал
Прокладку к насосу приклеиваем смазкой для удобства установки.
Наденьте насос с сальником на коленчатый вал до упора на валу. Затем с помощью заостренной палочки из мягкой древесины аккуратно наденьте кромку сальника на шейку вала.
Осторожно сдвиньте масляный насос по валу до упора и затяните болты крепления
Исправьте положение насоса так, чтобы его верхняя плоскость совпадала с плоскостью блока.
Затяните шесть болтов крепления моментом 8,5–10,0 Н·м (0,85–1,0 кгс·м).
При сборке шатунно-поршневой группы необходимо, чтобы поршневой палец, смазанный моторным маслом, входил в отверстие поршня при нажиме большого пальца и не выпадал из поршня при вертикальном положении пальца .
Устанавливаем кольца на поршни и располагаем их следующим образом:
— замок верхнего компрессионного кольца ориентирован под углом около 45° к оси поршневого пальца
— замок нижнего компрессионного кольца — под углом 180° к оси замка верхнего кольца.
— маслосъемное кольцо стопорное — под углом 90° к оси верхнего компрессионного кольца стопорного.
Установите нижнее компрессионное кольцо канавкой («скребком») вниз. Если на кольце есть маркировка «ТОП» или «ТОП» — ставьте кольцо маркировкой вверх.
При установке маслосъемного кольца поместите расширительное соединение на стороне, противоположной кольцевому соединению.
Протираем зеркала цилиндров
Протираем шатунные шейки коленвала
Смазываем зеркало первого цилиндра моторным маслом
Разводим замки колец как указано выше
Вставляем вкладыш в нижнюю головку шатуна. Выступ на вкладыше должен войти в паз головки шатуна
Выступ на вкладыше должен войти в паз головки шатуна
Вставляем вкладыш в крышку шатуна так, чтобы выступ на вкладыше вошел в паз крышки шатуна
При установке поршней в цилиндров стрелка на днище поршня должна быть направлена в сторону привода ГРМ.
Вставляем поршень в сборе с шатуном в оправку.
Стрелку на поршне направляем в сторону масляного насоса и деревянной ручкой молотка медленно продавливаем поршень
Контролируем правильность положения шатунных втулок.
Смажьте втулки и установите крышку шатуна в соответствии с маркировкой.
Крышки на шатуны устанавливаются так, чтобы номера цилиндров на крышке и шатуне были с одной стороны
Заворачиваем гайки крепления крышки. Таким же образом устанавливаем и затягиваем крышки остальных шатунов.
Затяните гайки крышек шатунов динамометрическим ключом моментом 44-54 Нм (4,4-5,4 кгс·м).
Перед установкой маховика смажьте резьбу болтов крепления маховика тонким слоем.